活爐底轉爐熔池接縫處濺渣層高效清除的生產實踐
2022-05-16 13:09:50鄧南陽沈思寶張文英
四川冶金 2022年2期
周 軍,鄧南陽,潘 軍,沈思寶,張文英
(馬鞍山鋼鐵股份有限公司長材事業部,安徽 馬鞍山 243000)
馬鋼長材事業部一區現有4座65 t頂底復吹轉爐,由于轉爐在吹煉過程中,爐內進行著極其復雜、激烈的物理化學反應和機械運動,受高溫和惡劣條件的影響,轉爐爐襯在使用過程中易于受到侵蝕和損壞[1-6]。當轉爐爐襯工作層被侵蝕至殘余厚度約為100 mm左右時,就要更換爐襯,否則,不僅增加爐況維護耐材成本,還極易發生漏鋼事故[7]。對于活爐底轉爐來說,更換爐襯前,應先將爐底與爐身分離,然后才能進行拆爐作業,而要使爐底與爐身完全有效分離,必須先將熔池接縫處的濺渣層清除干凈。因此,活爐底轉爐熔池接縫處濺渣層清除完全與否,是爐底與爐身能否有效分離的關鍵。
1 工況條件
馬鋼65 t頂底復吹轉爐主要參數見表1,吹煉氧槍為4孔噴頭,供氧強度為3.2~3.6 Nm3/(t·min),氧槍噴頭工藝參數見表2,3支雙環縫式供氣元件底槍,底吹強度為0.02~0.04 Nm3/(t·min)。

表1 65 t頂底復吹轉爐主要參數

表2 氧槍噴頭工藝參數
2 熔池接縫處濺渣層清除措施
2.1 熔池接縫處濺渣層清除工藝原理
高溫、高(FeO)含量爐渣對熔池接縫處濺渣層具有一定的侵蝕作用。通過氧槍向爐內吹入氧氣,利用爐渣中鐵元素與氧氣反應,反應方程式如下[8]:
Fe(l)+1/2O2(g)=FeO(l)
(1)
由式(1)可知,在轉爐煉鋼溫度條件下,△G<0,反應向正方向進行,且該反應為放熱反應,反應結束后生成高溫和高(FeO)含量爐渣浸泡在熔池接縫處濺渣層。溫度是改變熔渣形態的重要參數,溫度升高,不僅可以促使熔池接縫處附著的高熔點固態高堿度濺渣層由固態熔為液態,同時,還可以促使爐渣內的某些離子鍵斷裂,聚合態的原子團分解,降低了質點傳輸所需要的活化能,幫助固態渣進一步熔化成液態渣。
圖1為CaO-SiO2-FeO渣系的粘度曲線圖,隨著渣中(FeO)含量增加,爐渣粘度隨之減小,同時,渣中富含(FeO),自由氧離子增多,降低了渣的熔化溫度和濺渣層中物相的分解溫度,降低了渣的粘性,渣的流動性變好[9-10]。因此,渣中(FeO)含量的增加可以促進轉爐爐底與爐身接縫處附著的濺渣層熔解。
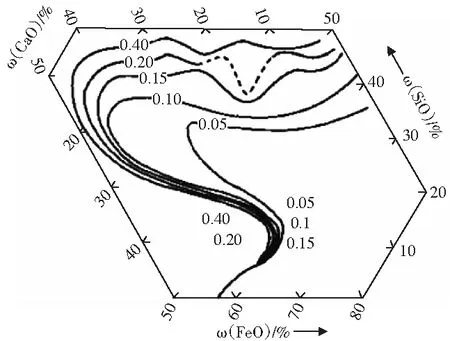
圖1 CaO-SiO2-FeO渣系的粘度曲線圖
熔池的沖擊深度根據A Flinn公式計算[11-12]:
(2)
式(2)中,h為沖擊深度,mm;H為氧槍槍位,mm;p0為氧氣滯止壓力,MPa;d1為喉口直徑,mm;θ為中心夾角。
由式(2)以及表2數據可以計算得出,不同氧壓、氧槍槍位與沖擊深度的關系,結果如表3所示。
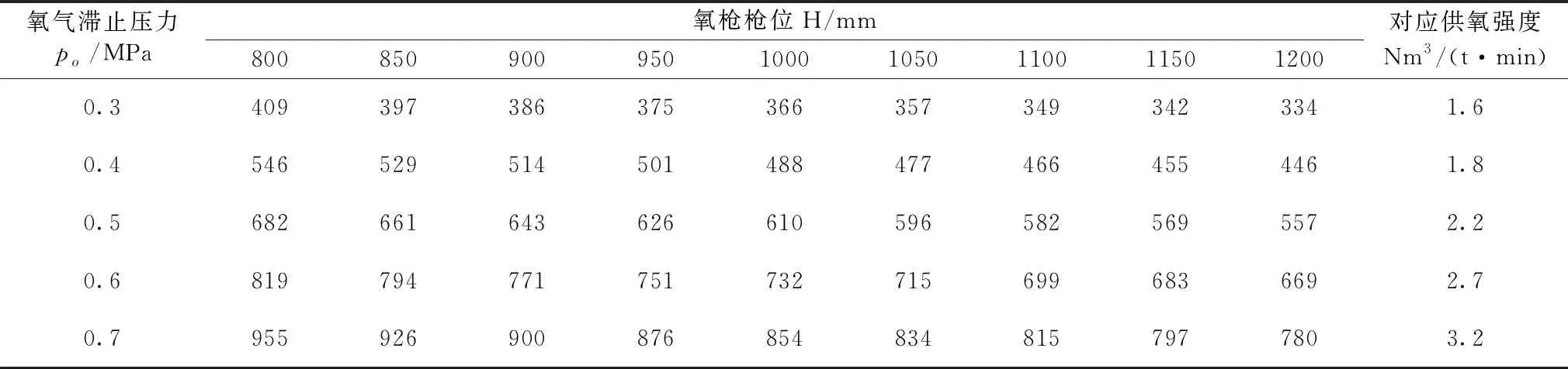
表3 不同氧壓、氧槍槍位與沖擊深度的關系
馬鋼65 t頂底復吹轉爐熔池深度標高為1133 mm,熔池接縫處標高為650 mm,兩者之間差值483 mm,該值表示金屬液面距熔池接縫處距離,也就是氧氣所需要的沖擊深度值。由表2計算結果可知,表中沖擊深度值與483 mm最為接近的,是氧槍工作壓力為0.40 MPa,氧槍槍位為1000 mm時,對應的沖擊深度為488 mm。
洗爐作業時,氧槍工作壓力應設定為0.40 MPa,供氧強度是正常吹煉供氧強度的40%~60%,可避免洗爐過程中發生漏鋼事故。氧槍槍位控制在1000 mm,一方面,有利于氧氣與爐渣內鐵元素充分反應,達到快速升溫并獲得高(FeO)含量爐渣的作用;另一方面,可確保氧氣射流主要作用于熔池接縫處濺渣層,并獲得較好的沖刷和攪拌效果。繼續吹氧過程中,提高氧槍槍位至2000 mm,氧氣流股對熔池接縫處濺渣層進行弱攪拌,以提高該處濺渣層侵蝕的均勻性。
2.2 熔池接縫處濺渣層清除操作
2.2.1 停爐準備
轉爐爐役計劃停爐前24 h不安排補爐,冶煉操作時,造渣輔料按照冶煉所需加入量參考值下限控制,爐底高度按照開新爐實測值-100~-200 mm控制。停爐前一爐出鋼完畢后,將爐內終渣翻凈,采用激光測厚儀測量爐襯工作層厚度和爐底實際高度,為氧槍槍位、供氧強度以及浸泡侵蝕時間控制作參考。
2.2.2 停爐操作
爐役計劃停爐爐次,當爐鋼水正常冶煉,鋼水出凈后,倒掉部分爐渣,轉爐倒渣參考傾動角度100°~105°,爐內渣量控制在25~30 kg/t鋼。
2.2.3 吹氧操作
因爐役后期,一般轉爐爐襯最薄弱工作層殘余厚度約為100 mm左右,為避免洗爐過程中發生漏鋼事故,洗爐作業供氧強度要求按照正常吹煉供氧強度的40%~60%控制,具體操作如下:
(1)倒渣結束后,轉爐搖至零位。
(2)下槍吹氧,氧槍槍位采取“低-高”控制模式,即氧壓0.3~0.4 MPa,氧氣流量6500~6750 Nm3/h,供氧強度1.6~1.8 Nm3/(min·t),氧槍噴頭距爐底實測高度1000 mm,采用相對低的槍位,使氧氣與爐渣進行充分反應,快速升溫,在短時間內獲得高溫和高(FeO)含量爐渣,吹氧時間5 min。
(3)當氧氣累計量達到550 Nm3時,適當提高氧槍槍位,氧壓0.3~0.4 MPa,氧氣流量6500~6750 Nm3/h,供氧強度1.6~1.8 Nm3/(min·t),氧槍噴頭距爐底實測高度2000 mm,采用相對高的槍位,使氧氣流股主要對熔池接縫處濺渣層進行沖刷攪拌,起到加速該處濺渣層侵蝕剝落的作用,繼續吹氧5 min。
(4)當氧氣累計量達到1100 Nm3時,提槍至6500 mm等候點,停止吹氧。
2.2.4 浸泡侵蝕
吹氧結束后,浸泡侵蝕熔池接縫處濺渣層,以提高該處濺渣層侵蝕的均勻性和完全性,有利于爐底與爐身有效分離,浸泡侵蝕時間控制參照表4。
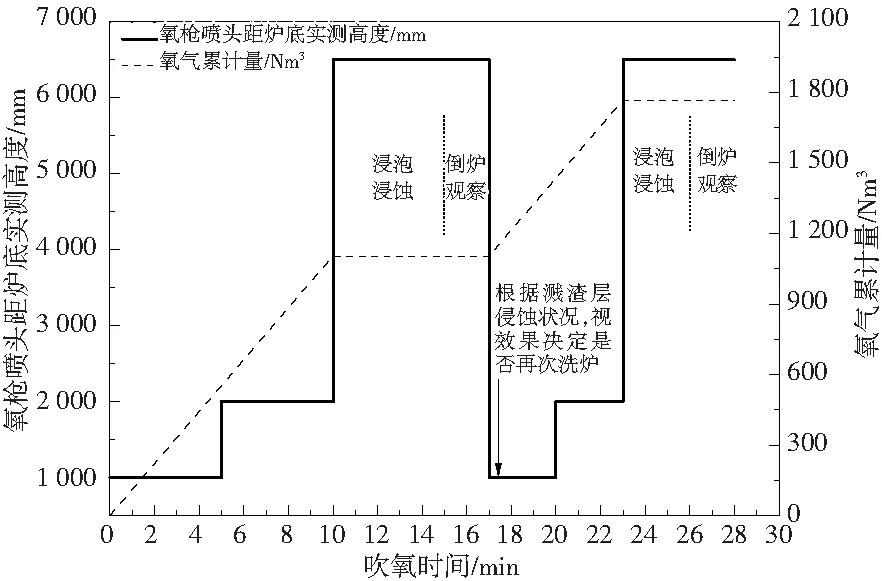
圖2 爐底與爐身接縫處濺渣層清除吹氧操作示意圖
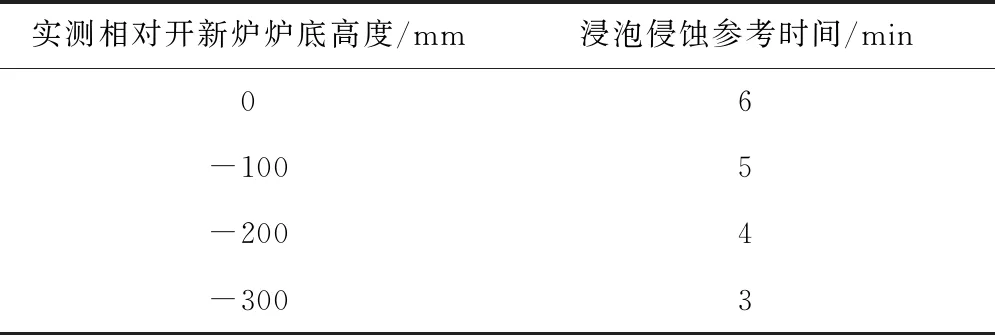
表4 浸泡侵蝕時間控制參照表
2.2.5 檢查確認
浸泡侵蝕結束后,將爐內高溫和高(FeO)含量爐渣倒出1/2,參考轉爐傾動角度95°~100°,待轉爐倒渣結束平穩后,觀察熔池接縫處濺渣層侵蝕情況。當該處濺渣層侵蝕完全且存在明顯磚縫時,將爐內剩余爐渣翻凈,洗爐作業結束。否則,參照2.2.3~2.2.5章節操作步驟,再次進行洗爐作業,具體如下:
(1)將轉爐搖至零位,下槍再次吹氧,氧壓0.3~0.4 MPa,氧氣流量6500~6750 Nm3/h,供氧強度1.6~1.8 Nm3/(min·t),氧槍噴頭距爐底實測高度1000 mm,吹氧時間3 min。
(2)當氧氣累計量達到1430 Nm3時,適當提高氧槍槍位,氧壓0.3~0.4 MPa,氧氣流量6500~6750 Nm3/h,供氧強度1.6~1.8 Nm3/(min·t),氧槍噴頭距爐底實測高度2000 mm,繼續吹氧3 min。
(3)當氧氣累計量達到1760 Nm3時,提槍至6500 mm等候點,停止吹氧。
(4)吹氧結束后,再次浸泡侵蝕熔池接縫處濺渣層2 min。
(5)浸泡侵蝕結束后,倒爐觀察熔池接縫處濺渣層侵蝕情況,直至該處濺渣層侵蝕完全且存在明顯磚縫時,將爐內渣翻空,洗爐作業結束。
3 應用效果
馬鋼65 t頂底復吹轉爐爐役檢修時,該操作方法實施后,可快速將熔池接縫處濺渣層清除完全,確保爐底與爐身有效分離,進而為后續拆爐作業提供安全保障。同時,該操作方法還具有操作平穩和安全系數高的特點,洗爐作業時間可有效控制在30 min以內。
4 結論
(1)利用預留在轉爐內爐渣中鐵元素與氧氣反應,具有升溫迅速且反應后產生高溫和高FeO含量爐渣的工藝特點,滿足了侵蝕熔池接縫處濺渣層所需高溫、高FeO含量爐渣的熱力學條件。同時,借助氧氣射流對熔池接縫處濺渣層進行沖刷攪拌,又具有良好的動力學條件,有利于該處殘余濺渣層侵蝕剝落。吹氧結束后,適當增加浸泡侵蝕時間,可獲得更好的侵蝕效果。
(2)根據停爐前實測爐襯工作層厚度和爐底高度實際值,通過分階段對氧槍槍位、供氧強度、氧氣累計量以及浸泡侵蝕時間進行合理控制,在達到爐底與爐身濺渣層清除完全的同時,避免發生漏鋼事故。
(3)該操作方法在馬鋼65 t頂底復吹轉爐上成功應用,可快速將熔池接縫處濺渣層清除完全,確保爐底與爐身有效分離,進而為后續拆爐作業提供安全保障,具有良好的推廣應用前景。
