LF造渣工藝模型化實踐
2022-05-14 03:13:02王金輝吳丙恒吳世龍崔國亮蘭紹朋
鞍鋼技術 2022年2期
王金輝,吳丙恒,吳世龍,崔國亮,蘭紹朋
(鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021)
為了響應《中國制造2025》產業政策的發展戰略,當前國內各大鋼鐵廠均在推進裝備的智能化改造工作。鋼水精煉工序作為鋼水連鑄前的最后一道工序,對鋼水質量控制和生產穩定順行起到關鍵的作用,但是鋼水精煉工藝相對來講要復雜一些,而且受全生產線的生產節奏影響較大,開發工藝模型的困難也最大。隨著信息通信技術和人工智能技術的不斷發展和進步,為鋼水精煉工藝模型開發提供了有力支撐。鞍鋼股份有限公司煉鋼總廠三分廠(以下簡稱“三分廠”)原有LF造渣工藝需人工操作,結果差異性較大,為了提高生產效率,進行了LF造渣工藝模型化改造,圍繞智能制造的自感知、自決策、自執行、自適應、自學習的五個主要特征,把操作者的經驗和工藝技術規程相結合,并通過模型程序融入到過程控制中,實現了機器部分代替人,探索了人和機器共同進行生產操作的新的生產制造方式,為全工序工藝操作一鍵化做好儲備。本文對此做一介紹。
1 原有造渣工藝存在的問題
LF工序進行造渣操作的目的主要有三個方面:一是造高堿度、低氧化性的白渣,進行鋼水深脫硫,生產超低硫鋼;二是去除鋼水中的夾雜物,凈化鋼水,同時提高鋼水可澆性;三是有利于電極埋弧,提高電極通電升溫過程的鋼水升溫效率[1]。造渣操作包括料倉設備、電極設備、氬氣設備三個設備系統,需要分別操作這三個設備系統才能完成造渣工序。另外,還需要人工獲取相關生產信息,并依據工藝技術規程等指導文件的要求,進行人工判斷,決定三個設備系統的運行工藝參數。
(1)造渣過程中的生產信息需要人工獲得,包括作業指導文件信息,如鋼種目標成分范圍、目標溫度值等;上工序生產信息,如氬站鋼水溫度、鋼水氧含量等;本工序產生的信息,如鋼水樣品化驗值、鋼水溫度值等。這些生產信息來源多、數量大,獲得這些信息將增加操作人員的工作強度,同時也存在發生人為錯誤的可能性。
(2)造渣過程中需要人工計算工藝參數,如造渣用料的數量、氬氣流量、吹氬時長等,均需要人工依據規程和工藝原理,結合生產實績計算得到。由于計算量較大、要考慮的因素較多,人工計算結果差異性較大。
(3)造渣過程中的設備運行需要人工操作,如造渣用料的稱量和投入、電極通電化渣、底吹氬氣攪拌等,這些操作涉及多個設備系統,致使操作人員工作強度增加,也會存在操作差異性。
上述分析可以看出,造渣操作有三個特點:一是操作者勞動強度大;二是人工干預多;三是多名操作者間必然存在一定的操作差異。
2 造渣工藝模型的設計思想
建立LF造渣工藝模型就是要解決原有造渣工藝人工操作存在的問題,通過模型的智能控制,整合造渣工藝相關操作,實現造渣工藝一鍵化操作,實現生產信息的自動采集,解決人工獲取不同生產系統信息的難題;實現工藝參數的自動計算,解決操作者重復人工計算的難題;實現料倉、電極、氬氣設備的自動執行,解決操作者對不同設備系統進行操作的難題。
3 造渣工藝模型的組成
造渣工藝模型由信息采集模塊、參數計算模塊、設備執行模塊三個模塊組成,可實現生產信息的自動采集、工藝參數的自動計算、一級設備的自動執行等功能。造渣工藝模型的組成見圖1。
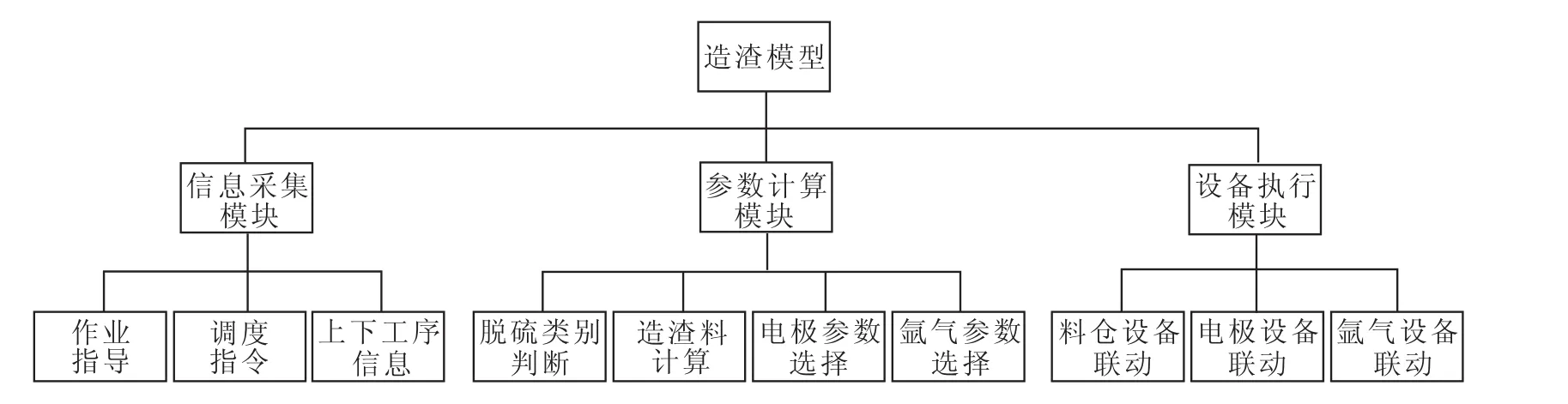
圖1 造渣工藝模型的組成Fig.1 Construction of Slagging Process Model
3.1 信息采集模塊
在貫通各管理信息系統的基礎上,實現生產信息的跨系統傳遞和共享,及時采集到模型工藝參數計算所需要的生產信息,并提供給參數計算模塊。主要包括作業指導信息、調度指令信息及上下工序信息,后者包括煉鋼工序生產信息、化驗工序化驗信息、連鑄工序生產信息等[2]。
另外,在本工序應用智能裝備對生產過程信息自動采集,實現自感知,如應用雷達測距設備實現鋼包內渣面凈空的自動測量;應用工業機器人實現鋼包內渣厚的自動測量;應用圖像識別技術實現鋼水攪拌效果的自動判斷等。
這些生產信息的自動采集,不僅減少了人工采集、人工錄入的操作,減輕了操作人員的勞動強度,還為鋼水精煉過程的智能控制提供了有利條件,使自決策的實現成為可能。
3.2 參數計算模塊
應用信息采集模塊采集到的生產信息,結合工藝機理和操作者的操作經驗,建立工藝參數計算公式,計算生成每次造渣操作時的各設備系統的運行參數,并下達給設備執行模塊,實現自決策。
(1)依據實際鋼水硫元素含量以及作業指導中要求的鋼水硫元素控制范圍,應用式(1)計算精煉過程中的鋼水預測脫硫率。

式中,η預測為預測的鋼水脫硫率,%;a實際為實際鋼水硫元素含量,%;a上限為規程要求的鋼水硫元素上限,%。
(2)依據鋼水脫硫率確定造渣類別[3],分別為不脫硫、淺脫硫、深脫硫。
(3)依據確定的造渣類別及渣厚等信息,計算造渣用料方案,并確定電極通電時長、氬氣流量等造渣工藝參數。以白灰用量計算為例介紹造渣用料方案的形成過程。
依據計算得到的造渣類別,通過對脫硫理論及歷史數據的分析,確定一個白灰的基礎使用量W基礎,再通過預測脫硫率、渣厚值、渣成分等數據,計算得到修正系數β修正,按式(2)計算得到白灰使用量方案。

式中,W方案為白灰試驗方案使用量;W基礎為白灰基礎使用量;β修正為白灰修正系數。
3.3 設備執行模塊
設備執行順序見圖2。
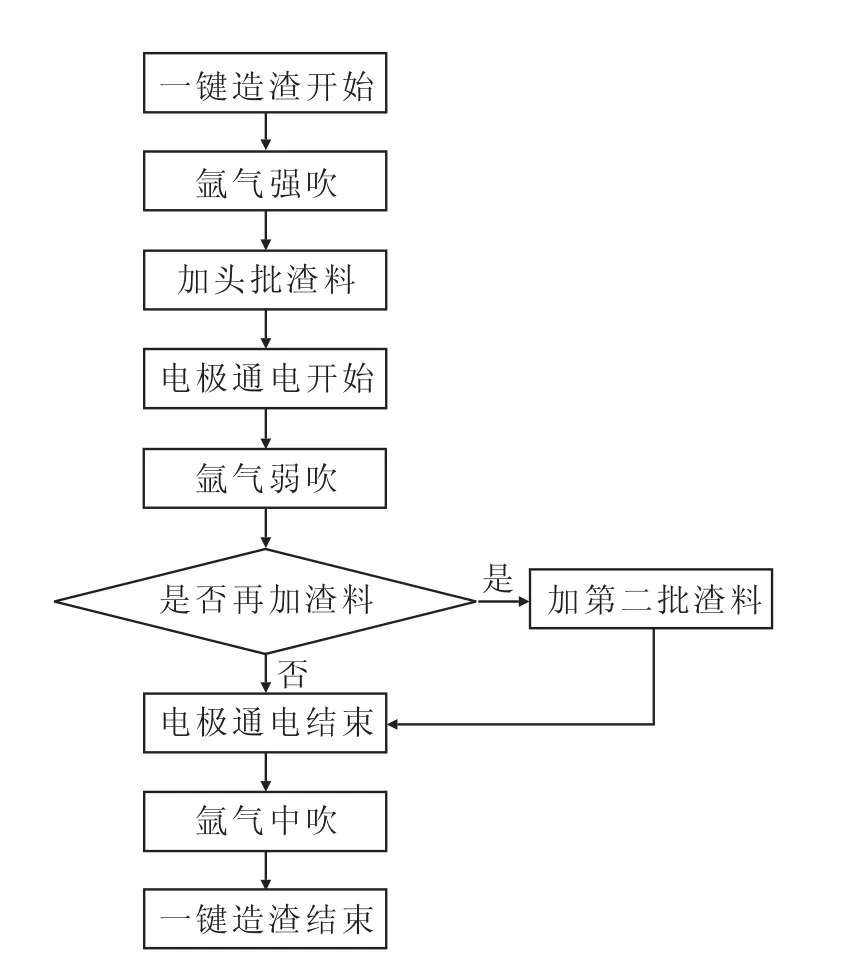
圖2 設備執行順序Fig.2 Sequence of Execution for Equipment
設備執行模塊的主要功能是實現各設備系統的聯動,首先是接收參數計算模塊產生的工藝參數方案,然后當操作者判斷需要進行造渣操作時,在模型控制畫面點擊“一鍵造渣開始”按鈕,開始造渣模型的啟動。上述工藝參數方案自動下達給相應設備的PLC執行,實現自執行。
4 應用效果
鞍鋼自動化公司依據造渣工藝模型完成了工業軟件開發和調試工作,目前該模型作為LF智能精煉模型的一個子模型已在三分廠LF工位上線試運行。該模型實現了造渣工藝相關生產數據的自動采集,并能依據工藝模型自動計算白灰、螢石等造渣用料的數量,可以替代操作人員的人工計算;還實現了下料系統、氬氣系統、電極系統等設備的聯動功能,可以一鍵完成一次造渣操作。目前,造渣模型的使用率達到90%以上,縮短造渣周期1 min以上,未發生因造渣不良導致的硫元素不合格等質量事故。造渣工藝模型的應用大幅度減輕了操作者的勞動強度,避免了人為操作失誤,提高了生產效率。
5 幾點思考
5.1 基礎自動化水平的提升
控制模型應用的前提是高水平的基礎設備自動化。如前文所述,模型自執行的基礎是工藝參數方案的自動計算,即自決策(狹義的自決策);而自決策的基礎是計算所需信息的自動采集,即自感知。而要實現自感知,就需要設備基礎自動化水平的提升,比如凈空的測量、渣厚的測量以及鋼水精煉過程中的鋼水溫度測量、鋼水取樣等,都應實現自動作業,相應的測量結果自動采集到模型中,這樣才能支持控制模型的運行,保證參數的自動計算和設備的自動執行功能的實現。
5.2 模型控制和人工控制的差別
模型控制和人工控制的差別很大。在造渣工藝模型的開發過程中,面對復雜情況、異常情況,人工控制的靈活性體現了重要性,人可以依據工藝原理、操作規程、自身經驗做出判斷,并進行決策。而在模型控制方式下,需要提前考慮各種情況,在控制程序上做好應對,才能夠實現控制程序的有效運行。
5.3 工藝參數的自學習
造渣模型參數計算模塊中,計算的基礎是工藝機理和操作者的操作經驗,可以說是靜態模型,雖然程序設計時考慮了不同的生產情況,有一定的適應性,但是計算的結果并不一定是最優的、最適合的,需要引入大數據技術,對生產歷史數據進行采集、清洗、分析,通過建立動態模型對歷史數據進行自學習,得出更加符合生產實際需要的工藝參數,實現工藝參數的最優化。當然,這需要靜態模型穩定運行一段時間之后才能夠實現。
6 結語
鞍鋼股份有限公司煉鋼總廠針對原有LF造渣工藝由于人工操作導致結果差異性較大的問題,建立了LF造渣工藝模型,實現了工藝參數自動計算和自動執行,減少了人為操作的波動。該模型的使用率達到90%以上,縮短了造渣周期1 min以上,未發生因造渣不良造成的硫元素不合格等質量事故,大幅度減輕了操作者的勞動強度,為實現全工序工藝一鍵化打下了堅實的基礎。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
中華手工(2017年2期)2017-06-06 23:00:31
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
中外會展(2014年4期)2014-11-27 07:46:46
消費者報道(2014年7期)2014-07-31 11:23:57
石油化工應用(2014年8期)2014-03-11 17:40:03
