客滾船艙室單元的建造技術研究
2022-05-13 09:23:12林仁志邱立飛陳裕
廣東造船 2022年2期
林仁志 邱立飛 陳裕


摘? ? 要:本文以某型客滾船為例,對艙室單元的建造技術進行研究,為同類型船舶艙室單元建造提供參考。
關鍵詞:客滾船;艙室單元;建造工藝;工裝設計
中圖分類號:U663.31 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Construction Technology of Cabin Unit of Ro-Ro Passenger Ship
LIN Renzhi, QIU Lifei, CHEN Yu
( Guangzhou Shipyard International Company Limited, Guangzhou 510250 )
Abstract: Taking a ro-ro passenger ship as an example, this paper studies the construction technology of cabin unit, so as to provide reference for the same type of ship cabin unit construction.
Key words: Ro-ro passenger ship; Cabin unit; Construction technology; Tooling design
1? ? ?前言
傳統的船舶居住艙室建造技術,采用的是散件上船在船上進行安裝的方式。這種施工方式,效率低下,耗費工時長,且制作的質量參差不齊。面對當前交船周期和建造質量要求越來越高的形勢,傳統作業方式已不適應現代快速制造業的發展需要,客滾船居住艙室區域采用艙室單元建造已成為趨勢。艙室單元的數量多、建造周期短,如何實現預制艙室單元建造并快速進艙就位,成為了當前研究的重點。
2? ? 國內外發展現狀
2.1? ?國外發展現狀
國外艙室單元建造的方式早就得到運用,尤其在豪華客滾船、郵輪市場上占主導地位的歐洲船廠運用更為廣泛。由于艙室單元建造方法主要運用于附加值較高的船舶,外國船廠為保證其公司利益,對建造技術進行了封鎖。
2.2? ?國內發展現狀
國內主打的船舶產品為散貨船、油船、化學品船和集裝箱船等貨船。由于受建造船型的限制,僅限于使用整體衛生單元,而大批量艙室單元建造技術則幾乎沒有應用。雖然從事艙室單元建造的廠商也有,但是在技術和設備方面都不如外國具有優勢。但隨著產業的轉型升級,我國造船業對生產附加值較高的客滾船和豪華郵輪的訂單占比逐漸增加,艙室單元建造也成為了國內船舶業發展的熱點,尤其是建造工藝、進艙工裝等建造技術的研究,顯得尤為重要。
2.3? ?艙室單元建造的優勢
2.3.1? 優越性
客滾船艙室單元建造,與傳統的船上散件舾裝方式相比,具有顯著的優越性:
(1)整體艙室單元建造能實現模塊化設計,產品標準化。零部件可實現流水線生產,整體吊裝就位快速;
(2)艙室單元在設計時就考慮了內部和外部的加強方案,比傳統的艙室更加牢固結實;
(3)艙室單元在車間內進行標準化的生產制作,質量有保證,避免由于現場工人技術水平不同而導致艙室質量的參差不齊;
(4)減少了剩料、廢料產生,改善了施工環境,易于船廠的6S管理;
(5)減少工種交叉作業,提高了生產效率,可明顯降低艙室的安裝成本;
(6)艙室單元制作工序提前,制作好的艙室單元船上安裝靈活方便,縮短安裝周期,提高船塢、碼頭的利用率。
2.3.2? 效益性
以一艘客滾船400個艙室單元進行計算,整體艙室單元建造工藝與傳統的散件舾裝工藝成本和周期對比分析:
每個艙室單元可節省成本0.4萬元,1艘船可節省成本160萬元,以1年建造3艘客滾船計算,便可節省480萬元的成本;另外,每艘船可縮短建造周期6~8個月,給企業帶來巨大的經濟效益。
3? ? 艙室單元關鍵技術研究
在前期生產策劃、設計以及實施階段,對艙室單元建造技術進行全面的研究,提出艙室單元建造技術要求。
艙室單元由若干艙室壁板、防火門、舷窗、衛生單元和家具等拼裝而成,底部由方鋼管組成底盤框架。艙室單元建造技術,先是在車間完成艙室單元預制、安裝和調試,然后設計進艙線路整體吊裝到船上指定位置,從而提高建造效率和施工質量。
3.1? ?設計要求
3.1.1? 結構設計
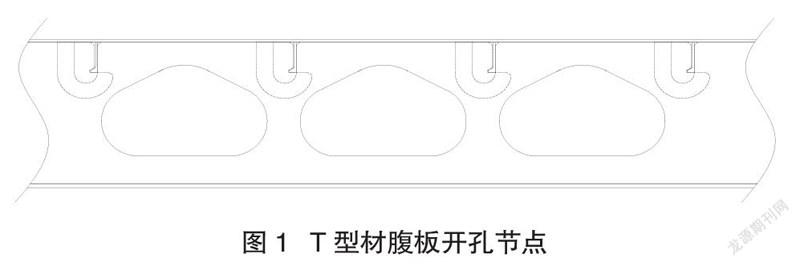
客滾船外板板架和甲板板架均為縱骨架式,縱骨以球扁鋼型材為主,橫向強肋位設置的甲板橫梁和肋骨均為受力良好的T型材。由于客滾船上建區域舾裝管線和電纜多,尤其是空調風管布置在甲板反面,需要一定的空間來滿足布置要求。為達到艙室單元移動進艙高度要求,在船體結構設計階段,在T型材結構上設置包子狀的開孔(如圖1),既滿足結構強度要求,也可以解決空調風管等的布置空間需求。
3.1.2? 可拆支柱設計
為滿足艙室單元在上建區域移動進艙需求,還需減少內部縱橫壁板結構的設置,盡可能使艙室內部達到中空狀態;對無法達到設計強度需求的位置,可設計可拆式的支柱來取代壁板,后期艙室單元進艙時局部拆除阻擋支柱,艙室單元進艙完成后再將結構支柱安裝復位。
3.1.3? 艙室單元確定
艙室單元分為預裝整體艙室單元與散裝單元,預制整體艙室單元是在專門的預裝車間進行組裝的。由于船上艙室樣式數量多,首先要確定哪些為整體艙室單元,哪些為散裝單元,才能根據整體艙室單元的位置進行移動進艙路線與開孔設計。盡可能把更多的住艙單元設計成整體艙室單元,充分發揮整體艙室單元的最大優勢。在策劃初期,主要考慮以下幾個因素:
(1)每一類別的標準艙室單元的數量不低于20個,否則按散裝單元設計;
(2)需要拆除太多構件的位置,按散裝單元設計;
(3)進艙開孔位置,需設置為散裝單元;
(4)異形單元、受管路影響較大的單元、浮動地板區域的單元,設置為散裝單元;
(5)除以上設置散裝單元外,其余均可設置預制整體艙室單元。考慮車間制作及艙室單元轉運等因素,艙室單元的尺寸,應控制在5 000×2 500×2 500 mm(長×寬×高)以內。
3.1.4? 進艙路線及開孔設計
生產設計開始前,規劃好艙室單元進艙路線及開孔方案,同時提前策劃好可以采用艙室單元建造的房間類型及數量,為后續生產設計創造條件;在進行管系、電纜、風管等綜合布置放樣時,要盡可能避開進艙路線區域,以免因艙室單元推進受阻而拆除舾裝件,增加不必要的返工量。
艙室單元進艙路線及開孔方案設計原則:
(1)進艙開孔位置的選擇,以滿足該區域所有艙室單元推進總距離最短為原則,提高移動進艙推進效率;
(2)在確定的進艙路線后,需充分考慮進艙路線上的船體結構、管路等影響因素,編制艙室單元的進艙順序圖;
(3)進艙路線的設定需要提前模擬演示。進艙行走路線在艙室單元安裝區域,不能按常規認為是走廊通道;有結構支柱阻擋的,需設計為可拆形式;選擇合適的旋轉位置,不能全部推到位再旋轉,部分需提前旋轉;
(4)減少上建外板開孔數量,并在豎區壁板開孔,降低船體變形風險;
(5)一般情況下,在前后兩個相鄰的豎區外板開設一個進艙工藝孔,豎區之間的鋼壁板再開設一個貫穿孔,前后兩個豎區共用一個外板開孔,若左右不連通,則兩邊外板均需開孔;
(6)上下層的外板開孔需錯開10 m以上,避免同時作業相互影響;
(7)工藝孔的寬度=艙室單元寬度+兩邊進艙小車的寬度+200 mm裕度;工藝孔的高度=艙室單元高度+小車頂升高度+50 mm裕度。
3.2? ? 工藝要求
3.2.1? 層高控制
客滾船的一個顯著特點是重心高,船體設計時每一層高度在滿足規范的情況下裕度非常小。在艙室單元進艙中,行經路線的凈空高度必須滿足艙室單元進艙要求,進艙路線盡可能避開舾裝件較多的過道區域;艙室單元移動的空間非常小,需要通過設計專用的移動小車工裝,解決移動空間的問題,同時工裝要考慮操作的簡便性,以提高移動的效率;另外,外板開設的艙室單元進艙孔高度也要滿足進艙要求。由于單元需平移進入甲板,但外板與甲板的角接不能設計成平齊的節點,設計開孔節點時需把外板開孔往下延伸200 mm左右的距離。若甲板層高足夠,可不考慮往下延伸,但需設計過渡平臺,如圖2所示。
3.2.2? 背景工程
艙室單元背景工程,包括船體、舾裝、涂裝等方面的內容。由于艙室單位進艙定位后,其背景區域施工人員是無法進入作業的,所以在進艙前必須要完成背景工程,這是與散裝單元在施工程序上最大的區別。背景工程稍有修改,就會造成多米諾骨牌式影響,直接影響整船艙室單元建造周期。因此必須圍繞背景工程的完整性進行艙室單元建造工藝流程策劃,盡可能將背景工程施工工序前移,縮短碼頭建造周期。
因此,艙室單元進艙前需達到以下要求:
(1)除工藝孔外,艙室區域所有鋼結構火工完工報驗;甲板平整度校正,滿足平整度公差誤差控制要求;
(2)除工藝孔外,艙室區域所有油漆、絕緣棉、甲板敷料完工報驗;
(3)所有艙室區域上方相關的電氣工程完工報驗;電纜安裝到艙室服務空間接線位置,并預留接線需要長度;
(4)所有艙室上方的通風工程完工報驗;
(5)艙室區域生活水冷熱水管、黑水管主管道、灰水管主管道、消防水管主管以及其它系統經過艙室區域的管道完工報驗;
(6)船用窗開孔四周的鋼圍壁要平整,如不平整要用火工校平整;安裝后的船用窗四周要留有一定的空間安裝窗斗;
(7)為了不影響艙室單元的推拉,服務空間位置的穿艙件應盡量與甲板保持水平。如穿艙件需要預留焊接高度,最大不能凸出40 mm。
3.3? ?實施要求
對艙室單元相關施工工藝做深入研究,了解艙室單元全過程建造工藝流程。設計艙室單元的吊籠工裝、進艙平臺工裝、移動小車工裝、螺桿式定位小車等工裝裝置,并進行制作、試驗、改進,從而順利實現客滾船艙室單元順利建造,安全、快速移動進艙。
3.3.1? 艙室單元制作
艙室單元在車間進行建造:制作所需的壁板、防火門、舷窗、衛生單元和家具,制作工序實現標準化、通用化;制作車間需做好批量建造規劃,綜合考慮制作工位設置、車間產能、成品儲存數量、成品儲存工位等,實現艙室單元制作批量化、標準化,提高艙室單元建造質量及效率。
整體艙室單元制作工藝流程,如圖3所示。
3.3.2? 艙室單元轉運
預制艙室單元在車間完成建造后,通過叉車移位至存儲區或者直接移位至卡車上運輸到船邊進艙口,吊裝上船進艙。
3.3.3? 艙室單元吊裝
艙室單元內部集成了所有的配件,在艙室單元吊裝時,其內部的配件或者遺留的散件存在掉落下來的情況,容易對人造成傷害,并且起重機會產生較大的晃動,存在安全隱患,通過設計專用的艙室單元吊籠工裝進行吊裝。
吊籠工裝設計為框架結構,頂部框架的四個角上各安裝有一個吊碼。吊籠四周設置可拆卸欄桿,保證施工作業人員高空作業的安全。
艙室單元數量多,進艙周期很長,為了減少吊機資源的長期占用,設計艙室單元進艙平臺工裝安裝在船體外板位置;進艙平臺工裝底部設計支撐底板,底板下端設計斜撐加強,斜撐加強安裝在船體外板的強結構梁位置,平臺與船體外板采用手拉葫蘆拉住限定,起保險作用;平臺四周設置圍欄,保證施工作業人員高空作業的安全。吊裝時,可快速將艙室單元吊裝到進艙平臺上,在一般風速的情況下,也可進行艙室單元進艙,如圖4所示。
3.3.4? 艙室單元移動進艙
艙室單元吊裝到外板的進艙平臺后,將艙室單元移動進艙,按照傳統人力推進方式,推進速度慢、效率低,施工過程中存在一定的安全隱患,且搬運過程容易造成艙室單元的損壞;另外,因客滾船層高控制嚴格,受限于艙室單元高度,剩余的移動空間很小,通過設計艙室單元專用的移動小車工裝解決移動進艙困難的問題。移動小車工裝,整個主體結構分為主支撐結構和頂升結構兩大部分,工裝底部安裝有萬向輪,液壓撐桿安裝在支撐結構上,帶動頂升結構提起,實現對艙室單元的頂升移動,如圖5所示。
移動小車工裝布置在艙室單元四周,頂起艙室單元,只需要頂升起約20 mm的高度即可進行移動,從外板開設的工藝孔平穩平移進入,沿著策劃的進艙路線移動進入到艙室指定的位置,大大改善了施工作業難度,解決艙室層高限制、移動空間不足等問題,如圖6所示。
3.3.5? 艙室單元定位
艙室單元推進基本到位后,艙室單元之間的間隙空間小,與舷窗之間間隙也很有限,沒有空間進行精確定位,通過設計一種艙室單元定位工裝來解決問題。工裝呈直角形狀,直角支撐板承擔艙室單元重量,底部設置一個萬向輪,工裝放在艙室單元內部角落位置,采用螺桿旋轉傳動,頂升起艙室單元,進行艙室單元的移動精確定位,如圖7所示。
在艙室內側三個角和衛生單元與艙室交接部位安裝定位小車(見圖8),并將它們都抬高至最高位置,撤除外圍的艙室單元移動小車。通過定位小車對艙室位置進行微調,確保艙室單元位置與參考線劃線范圍相吻合,檢查艙室單元定位情況,確認無誤后落位,完成艙室單元定位工作。艙室定位后用單面間斷焊接的方式將艙室底槽與鋼甲板進行牢固連接。
4? ? ?結束語
艙室單元建造法將在艙室較多的豪華客滾船、豪華郵輪產品建造應用奠定技術基礎,并提供技術、設備、手段和方法支撐。對艙室單元進艙工裝件進行系統的研究,有利于形成一套屬于我們自己的完整艙室單元移動進艙技術方案,突破國外的技術壁壘,積累相關經驗,實現模塊化、高效、安全、高質量造船。
參考文獻
[1] 中國船級社 . 鋼質海船入級規范(2009)[S].
[2] 黃浩 . 船體工藝手冊(第三版)[M]. 北京:國防工業出版社,2013.
