型材噴印距離精準調節研究
2022-05-12 13:06:54
現代機械 2022年2期
(上海中船臨港船舶裝備有限公司,上海 200032)
0 引言
現代船舶建造大量使用各種型材,船舶船體型材的使用量在船體全部鋼材用量中占有相當大的比例。
船用型材加工過程中需要對型材表面進行畫線,如裝配線、逆直線、切割線等,也需要對型材表面進行噴碼,如材料編碼、工藝編碼以及工藝信息等。目前通常采用噴印裝置來實現對型材表面畫線和噴碼。典型的型材噴印裝置如圖1所示。
圖1 典型的型材噴印裝置
噴印裝置的噴頭需要和型材表面平行,且在噴印過程中噴頭距離型材表面的高度(即噴印距離)始終要保持一致。噴印距離過遠,噴印介質無法噴到型材表面;噴印距離過近,噴印介質噴到型材表面會出現模糊重疊,因此噴印距離直接影響噴印的實際效果。而各種型材具有不同的形狀特征,尺寸信息相差較大,型材表面與水平面的夾角也相差較大。噴頭與水平面的夾角也相差較大,需要根據不同型材尺寸,不斷調整噴印裝置的實際位置。傳統做法是利用一個氣缸和彈簧通過輥輪來適應不同型材的表面,不同的型材需要調整氣缸推力和更換不同的彈簧,實現輥輪和型材表面貼合。應用氣缸+彈簧結構形式的型材噴印裝置如圖2所示。
型材噴印裝置工作流程為:首先氣缸拉起噴印裝置的噴頭和輥輪,此時噴印噴頭和輥輪與輸送輥道成一定角度,噴印裝置后退至一定距離,此位置為噴印裝置的原始位置,如圖1所示。當型材通過輸送輥道輸送至型材噴印裝置下方,控制系統控制型材噴印裝置前進靠近型材,等噴印裝置的側向垂直輥緊貼型材后,氣缸伸縮放下噴頭和輥輪,輥輪和型材表面貼合,噴頭開始沿型材寬度方向按照程序設定的軌跡運動,同時啟動噴印指令完成噴印,如圖3所示。
依靠彈簧的自身彈性變形來適應不同角度位置,會導致噴印距離無法保證恒定,易出現噴印距離一頭高一頭低的“喇叭口”。這種做法調節麻煩,自動化程度低,工作效率低下,型材噴印的質量無法保證。
因此非常有必要提供一種型材噴印距離精準調節和控制的方法,解決現有技術所存在的問題。

圖2 型材噴印裝置圖3 型材噴印裝置工作狀態(氣缸+彈簧結構形式)
分析了型材噴印裝置工作的運動位置關系,提出了運動位置關系數學模型以及精準調節的控制方法,創建了各種規格和尺寸的型材噴印距離精準調節的具體公式,并給出應用實例說明,揭示出噴印距離精準調節的規律性。
1 運動位置關系
輸入機構將型材依次輸入,型材的面板靠近輸送面的垂直立輥,垂直立輥可旋轉,型材緊貼著垂直立輥表面被輸入夾持夾緊往前輸送。
型材在輸送時,其被放在輸送面上的位置不盡相同,型材的腹板與輸送面成一定角度α,如圖4所示。
型材噴印距離運動位置關系如圖4所示。ΔEFG為型材截面輪廓,AC為氣缸,AB0為噴印裝置安裝的豎直框架。型材噴印裝置處在原始位置時,如圖4虛線所示。A點為氣缸安裝的上頂點,C點為氣缸安裝的下端點,噴頭和輥輪安裝在直線B0C上。
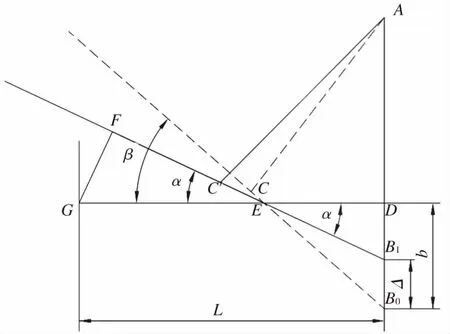
圖4 型材噴印距離運動位置關系
型材噴印裝置處在原始位置時,噴頭和輥輪與型材輸送輥道呈一定角度β,如圖4虛線所示。當噴印裝置工作時,噴頭和輥輪與型材輸送輥道的夾角應等于α。此時噴頭和輥輪的重量壓在型材上表面,要保持夾角由β變為α,噴印裝置的根部必須要向上翹起移動一定距離Δ,B0點和B1點重合,C點和C′點重合。對應不同型材,此距離Δ也不同。該距離Δ的表達式如下:
Δ=b-(L-dEG)tanα
(1)
式中:b為B0到型材輸送面的距離;L為B0到型材輸送垂直輥的距離;dEG為EF延長線與輸送面交點到G點的距離。
2 噴印距離精準調節
當Δ=0時,B0點和B1點重合。因此,只要精準控制B0到型材輸送面的距離b,就可實現型材噴印距離的精準調節控制。該精準調節距離b的表達式如下:
b=(L-dEG)tanα
(2)
船用型材主要分為角鋼和球扁鋼[1-4]。
從型材的截面尺寸出發,確定以型材截面尺寸和噴印精準調節距離b之間的數學模型,探究調節距離b的規律性。
2.1 角鋼數學模型
船用角鋼主要分為等邊角鋼和不等邊角鋼。
等邊角鋼邊寬度始終相等,角鋼在被噴印過程中其輸送角度始終等于45°。等邊角鋼[5]噴印模型如圖5所示。

圖5 等邊角鋼噴印模型示意圖
被噴印工件為等邊角鋼,精準調節距離b的計算公式如下:
(3)
其中,d0為邊寬度,d為邊厚度。
不等邊角鋼又可以分為不等邊不等厚角鋼和不等邊等厚角鋼。不等邊不等厚角鋼[1,6]噴印模型如圖6所示。
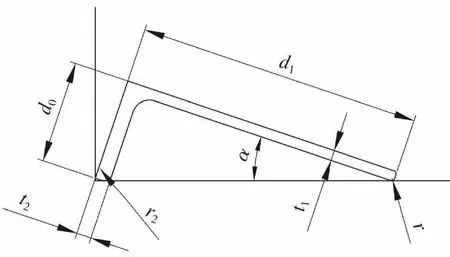
圖6 不等邊不等厚角鋼噴印模型示意圖
圖6中,t1為腹板厚度,t2為面板厚度,r為腹板端部圓角半徑,r2為面板內側圓角半徑,d0為面板寬度,d1為腹板寬度。
被噴印工件為不等邊不等厚角鋼[1,6],精準調節距離b的計算公式如下[7]:
(4)
不等邊等厚角鋼[1,5]噴印模型如圖7所示。
圖7中,r1為邊端圓弧半徑,d0為短邊寬度,d1為長邊寬度。
被噴印工件為不等邊等厚角鋼[1,5],精準調節距離b的計算公式如下[7]:
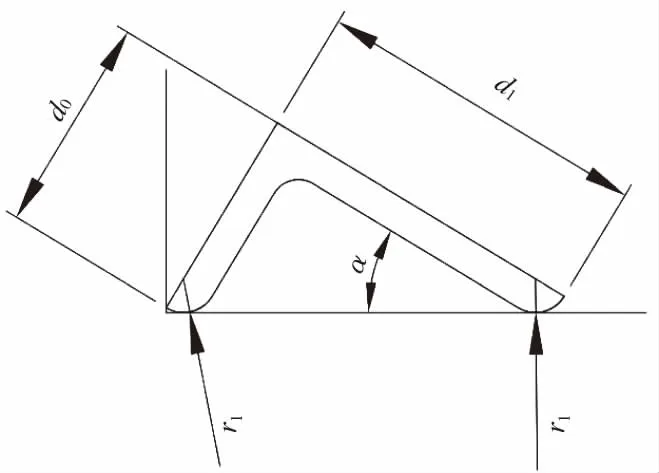
圖7 不等邊等厚角鋼噴印模型示意圖
(5)
2.2 球扁鋼數學模型
球扁鋼[4]噴印模型如圖8所示。
圖8中,d0為寬度,d1為高度,r1為球端圓角半徑,t為腹板厚度。

圖8 球扁鋼噴印模型示意圖
被噴印工件為球扁鋼[4],精準調節距離b的計算公式如下[7]:
(6)
3 應用實例
輸入數據:L=600 mm。
根據等邊角鋼的標準規格參數和公式(3),得出等邊角鋼噴印精準調節距離b的數值見表1。

表1 等邊角鋼噴印精準調節距離b
續表1
根據不等邊不等厚角鋼的標準規格參數和公式(4),得出不等邊不等厚角鋼噴印精準調節距離b的數值見表2。

表2 不等邊不等厚角鋼噴印精準調節距離b

續表2
根據不等邊等厚角鋼的標準規格參數和公式(5),得出不等邊等厚角鋼噴印精準調節距離b的數值見表3,最小輸入不等邊等厚角鋼為L100×63。

表3 不等邊等厚角鋼噴印精準調節距離b

續表3
根據球扁鋼的標準規格參數和公式(6),得出球扁鋼噴印精準調節距離b的數值見表4,最小輸入球扁鋼為100×7。

表4 球扁鋼噴印精準調節距離b
續表4
通過上述數學模型和表1~表4中精準調節距離b的具體數值,總結出精準調節距離b與型材類型以及型材規格的規律如下:
(1)對于等邊角鋼(現行標準為GB/T 706—2016),等邊角鋼規格越大,精準調節距離b越小。
(2)對于不等邊不等厚角鋼(現行標準為CB 3269—1988和YB/T 4562—2016),精準調節距離b的規律和特點呈現如下:
①同一標準下,不等邊不等厚角鋼型號越大,精準調節距離b越小;
②不同標準的不等邊不等厚角鋼,同一種型鋼型號的精準調節距離b相差較大,且YB/T 4562—2016標準的型材比CB 3269—1988標準的型材精準調節距離b小。
③精準調節距離b的差異主要取決于不等邊不等厚角鋼截面尺寸的差異,同時也反映出各種型材標準之間的差異性。
(3)對于不等邊等厚角鋼(現行標準為GB/T 706—2016),精準調節距離b的規律和特點呈現如下:
①不等邊等厚角鋼型號越大,精準調節距離b越小;
②等邊角鋼L100×80比較特殊,其精準調節距離b比其他的等邊角鋼都大,而且差值較大。
(4)對于球扁鋼(現行標準為GB/T 9945—2012),精準調節距離b的規律和特點呈現如下:
球扁鋼型號越大,精準調節距離b越小。
4 結束語
對于船用型材噴印系統,開展了型材噴印距離精準調節的研究,提出了精準調節的控制方法,創建了各種規格和尺寸的型材噴印距離精準調節的具體公式,并給出應用實例說明,揭示出噴印距離精準調節的規律性。
