仿形進(jìn)階式天然橡膠自動割膠機設(shè)計與試驗
2022-05-12 09:29:08張喜瑞張麗娜邢潔潔劉俊孝董學(xué)虎
農(nóng)業(yè)機械學(xué)報 2022年4期
張喜瑞 曹 超 張麗娜 邢潔潔 劉俊孝 董學(xué)虎
(1.海南大學(xué)機電工程學(xué)院,海口 570228;2.中國農(nóng)業(yè)大學(xué)工學(xué)院,北京 100083;3.海南省農(nóng)業(yè)機械鑒定推廣站,海口 570206)
0 引言
天然橡膠是我國重要的戰(zhàn)略物資和工業(yè)原料,天然橡膠產(chǎn)業(yè)在我國經(jīng)濟(jì)發(fā)展中具有重要作用[1-2]。割膠是指通過特制割膠工具割破橡膠樹產(chǎn)膠功能層樹皮獲得天然乳膠的過程[3],是天然橡膠生產(chǎn)的中心環(huán)節(jié)和關(guān)鍵技術(shù)[4-5]。目前,天然橡膠的獲取依舊延續(xù)傳統(tǒng)人工割膠方式,對膠工技術(shù)要求高,且勞動強度大、生產(chǎn)效率低,割膠所需人工成本占生產(chǎn)成本70%以上[6]。此外,受膠工老齡化和年輕膠工緊缺雙重因素影響,海南及廣東農(nóng)墾等地出現(xiàn)棄割改種等現(xiàn)象,嚴(yán)重阻礙我國天然橡膠產(chǎn)業(yè)的健康發(fā)展[7-8]。為降低人工割膠強度、緩解用工難現(xiàn)狀,通過農(nóng)機農(nóng)藝相融合,研發(fā)智能化割膠裝備替代人工割膠是必然趨勢[9-11],智能化割膠裝備可以有效降低割膠對人工的依賴性,降低割膠人工成本,提高天然橡膠產(chǎn)出率[12-14]。
但是,由于自動化、智能化割膠技術(shù)及裝備研發(fā)正處于起步階段[15-17],嚴(yán)重制約了天然橡膠產(chǎn)業(yè)的健康發(fā)展。目前割膠裝備主要分為電動割膠刀[18-19]、移動式割膠機器人[20-22]和固定式割膠機[23-24]。電動割膠刀在一定程度上能降低膠工勞動強度和割膠技術(shù)難度[25],但只能輔助人工割膠,并未從根源解決膠工短缺的問題。移動式割膠機器人采用機器視覺[26]、深度相機[27]等技術(shù)實現(xiàn)林間導(dǎo)航與軌跡規(guī)劃[28],對作業(yè)環(huán)境要求較高,且成本高昂,并難以適應(yīng)山區(qū)作業(yè)。固定式割膠機整機安裝于橡膠樹干上,整機具有造價成本低、結(jié)構(gòu)輕量化以及割膠運動穩(wěn)定等優(yōu)勢,可穩(wěn)定完成精準(zhǔn)割膠工作,是實現(xiàn)自動化割膠的重要途徑。
國內(nèi)外學(xué)者針對固定式割膠裝備,展開了相關(guān)研究。張春龍等[25]設(shè)計一種鋸切式割膠裝置,針對鋸片直徑、齒數(shù)及切割電機轉(zhuǎn)速等參數(shù)對鋸切式割膠裝置切割功耗的影響進(jìn)行研究。羅慶生等[29]設(shè)計一款便攜式自動割膠機器人,利用開合結(jié)構(gòu)和頂緊螺釘抱緊橡膠樹進(jìn)行割膠工作,提高了割膠機對不同樹徑橡膠樹的適應(yīng)性。文獻(xiàn)[30]研制了一種自動割膠系統(tǒng),采用兩個直線導(dǎo)軌組合式運動方式實現(xiàn)割膠軌跡。汪雄偉等[31]設(shè)計一種固定式全自動智能控制橡膠割膠機,通過距離傳感器反饋數(shù)據(jù),分析獲取適宜割膠深度,實現(xiàn)割刀進(jìn)給量調(diào)節(jié)。高可可等[32]設(shè)計一種固定式割膠機器人,整機采用高分子材料制成,利用超聲波傳感器搭配PID控制算法控制刀具進(jìn)給量。ZHANG等[33]設(shè)計一種懸掛式割膠機,通過柔性輪廓建模和機械間距結(jié)構(gòu)分別控制切割深度和樹皮消耗。張春龍等[34]設(shè)計一種基于激光測距的三坐標(biāo)聯(lián)動割膠裝置,通過控制三坐標(biāo)平臺聯(lián)動,實現(xiàn)割刀按激光測定的空間曲線路徑運動。以上研究為機械化、智能化割膠裝備的設(shè)計提供了多種思路,但相關(guān)裝備的割膠質(zhì)量、安裝穩(wěn)定性難以滿足實際生產(chǎn),且生產(chǎn)成本較高,難以普及。
為進(jìn)一步提高固定式割膠機的割膠質(zhì)量和安裝穩(wěn)定性,以及降低生產(chǎn)成本,結(jié)合國內(nèi)橡膠割膠技術(shù)規(guī)程[35],設(shè)計一種仿形進(jìn)階式天然橡膠割膠機,優(yōu)化割膠運動機構(gòu)和割膠執(zhí)行機構(gòu)等關(guān)鍵部件,采用機械仿形限深降低生產(chǎn)成本,并進(jìn)行林間試驗,以期為天然橡膠種植區(qū)割膠工作提供機具參考。
1 整機結(jié)構(gòu)與工作過程
1.1 整體結(jié)構(gòu)
仿形進(jìn)階式天然橡膠割膠機整機結(jié)構(gòu)如圖1所示,該機器主要由可調(diào)式捆綁機構(gòu)、割膠執(zhí)行機構(gòu)、割膠傳動機構(gòu)和驅(qū)動控制模塊組成,其中可調(diào)式捆綁機構(gòu)由齒型同步帶、楔塊及棘輪金屬捆綁帶組成;割膠執(zhí)行機構(gòu)由直流推桿、末端執(zhí)行器安裝滑塊架、錐齒輪、收刀曲柄、角度調(diào)節(jié)板等組成;割膠運動機構(gòu)由絲杠、圓柱齒輪、減速步進(jìn)電機和步進(jìn)電機等組成;控制模塊采用Arduino uno r3開發(fā)板和多款電機驅(qū)動模塊搭建。
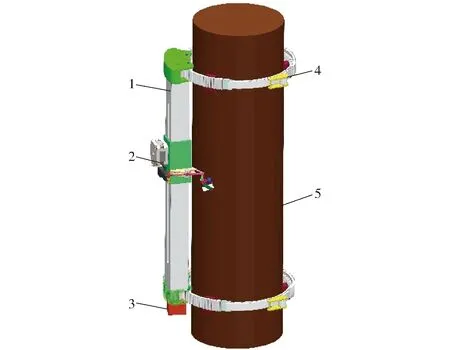
圖1 仿形進(jìn)階式天然橡膠割膠機結(jié)構(gòu)示意圖Fig.1 Structure composition of profiling progressive natural rubber tapping machine1.滑塊支架 2.割膠執(zhí)行機構(gòu) 3.割膠傳動機構(gòu) 4.可調(diào)式捆綁機構(gòu) 5.橡膠樹模型
1.2 工作原理
割膠機通過可調(diào)式捆綁機構(gòu)固定于橡膠樹上,具體割膠過程如下:割膠機藍(lán)牙模塊收到割膠開始指令后,推桿伸出,割膠刀受拉簧預(yù)緊力作用張緊,推桿完全伸出時停止運動;減速電機開始正轉(zhuǎn),帶動割膠執(zhí)行機構(gòu)沿橡膠樹徑向進(jìn)行螺旋上升運動,割膠刀從起割點開始割膠工作,割膠刀到達(dá)結(jié)束點時,減速電機停轉(zhuǎn);推桿收回,通過收刀曲柄,拉動割膠刀收回;減速電機反轉(zhuǎn),割膠執(zhí)行機構(gòu)做螺旋下降運動;割膠刀回至起割點,步進(jìn)電機正轉(zhuǎn),帶動割膠執(zhí)行機構(gòu)沿絲杠下移一段距離(耗皮量)后停止,等待下次割膠開始指令。割膠運動機構(gòu)通過控制模塊控制各個電機的順序動作,以完成割膠運動。
割膠執(zhí)行機構(gòu)沿橡膠樹干進(jìn)行螺旋運動是割膠作業(yè)的關(guān)鍵運動,由割膠運動機構(gòu)完成,其實現(xiàn)原理為:減速步進(jìn)電機輸出軸與圓柱齒輪進(jìn)行傳動,同時輸出軸與絲杠連接,控制減速步進(jìn)電機轉(zhuǎn)動,可同時控制圓柱齒輪與絲杠轉(zhuǎn)動;圓柱齒輪與齒型同步帶的齒圈嚙合傳動,帶動割膠運動機構(gòu)沿齒型同步帶進(jìn)行橢圓運動;在減速步進(jìn)電機作用下,絲杠螺母帶動末端執(zhí)行器沿滑塊支架做直線運動;將橢圓運動和直線運動復(fù)合,實現(xiàn)割膠執(zhí)行機構(gòu)沿橡膠樹干進(jìn)行空間螺旋運動。減速步進(jìn)電機正轉(zhuǎn)時,末端執(zhí)行器螺旋上升;減速步進(jìn)電機反轉(zhuǎn)時,末端執(zhí)行器螺旋下降。
2 關(guān)鍵機構(gòu)設(shè)計
2.1 可調(diào)式捆綁機構(gòu)
齒形同步帶采用聚氨酯鋼絲材料,材料質(zhì)量輕、硬度好,且具有良好的彈性和韌性,一方面能保證不影響橡膠樹的正常生長,另一方面能達(dá)到更好的貼樹仿形效果。齒型同步帶外側(cè)設(shè)計為齒型形狀與圓柱齒輪嚙合傳動,內(nèi)側(cè)設(shè)計為凸臺形狀,每個凸臺間設(shè)有間隙,確保齒型同步帶能夠與橡膠樹緊密貼合。齒型同步帶兩端安裝有棘輪金屬捆綁帶,通過轉(zhuǎn)動棘輪束緊齒型同步帶,將割膠機固定在橡膠樹上。考慮到橡膠樹的橫截面非標(biāo)準(zhǔn)圓形,為保證割膠運動的平穩(wěn)性和割膠質(zhì)量,采用楔塊配合使用的方式,使上下兩個齒型同步帶中心連線與橡膠樹中心軸線保持方向一致,具體結(jié)構(gòu)如圖2所示。
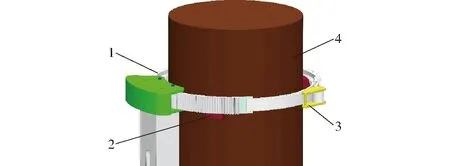
圖2 可調(diào)式捆綁機構(gòu)示意圖Fig.2 Schematic of adjustable binding mechanism1.棘輪金屬捆綁帶 2.楔塊 3.齒型同步帶 4.橡膠樹模型
2.2 割膠傳動機構(gòu)
2.2.1割膠軌跡
為簡化計算,忽略橡膠樹表面的凸起,將樹干視為標(biāo)準(zhǔn)橢圓體,空間螺旋割膠軌跡可視為橢圓柱面螺旋線,如圖3所示。
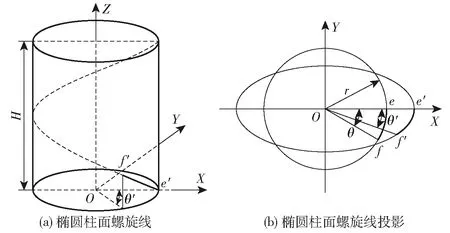
圖3 橢圓柱面螺旋線示意圖Fig.3 Schematics of elliptic cylindrical helices
橢圓方程及參數(shù)方程分別為
(1)
其中
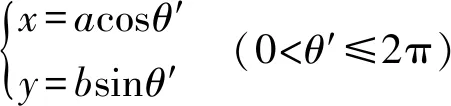
(2)
式中a——橢圓長半軸長度,mm
b——橢圓短半軸長度,mm
θ′——曲線le′f′段對應(yīng)弧長所對應(yīng)角,(°)
該橢圓同胚映射圓半徑為
(3)
式中r——橢圓同胚映射圓半徑,mm
對橢圓方程式(2)求導(dǎo)可得
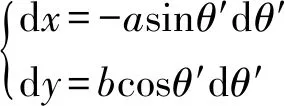
(4)
則橢圓任意微分弧長s為
(5)
即
(6)
角度θ′對應(yīng)弧長s為
(7)
由于同胚映射圓曲線lef段與le′f′段弧長相同,lef段所對應(yīng)同胚映射圓角θ為
(8)
則點f′在螺旋線上的Z軸坐標(biāo)為
(9)
式中H——橢圓柱面螺旋線的螺距,mm
聯(lián)立式(2)、(9)得出橢圓柱面螺旋線即割膠軌跡方程為
(10)
2.2.2割膠傳動機構(gòu)設(shè)計
割膠軌跡直接影響割面平整性,決定割膠質(zhì)量[6]。規(guī)劃割膠運動時,采用常規(guī)半樹周隔日割膠制度,即刀具在橢圓方向上和豎直方向上的運動距離分別為H/2和L/2,設(shè)刀具在x方向和y方向的運動速度分別為vr和vy,刀具螺旋升角為λ。
由圖4可知
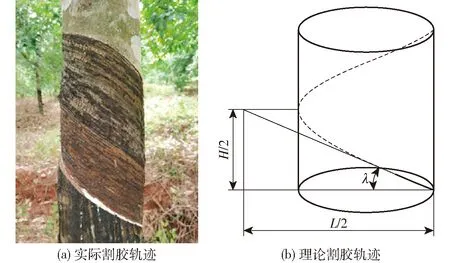
圖4 割膠軌跡示意圖Fig.4 Schematics of tapping trajectory
(11)
式中L——橢圓周長,mm
將割膠軌跡即橢圓柱面螺旋線分化為平面橢圓運動和豎直運動,通過減速步進(jìn)電機帶動圓柱齒輪與齒型同步帶配合傳動實現(xiàn)橢圓方向運動,通過減速步進(jìn)電機帶動絲杠傳動實現(xiàn)豎直方向運動,具體機構(gòu)如圖5所示。
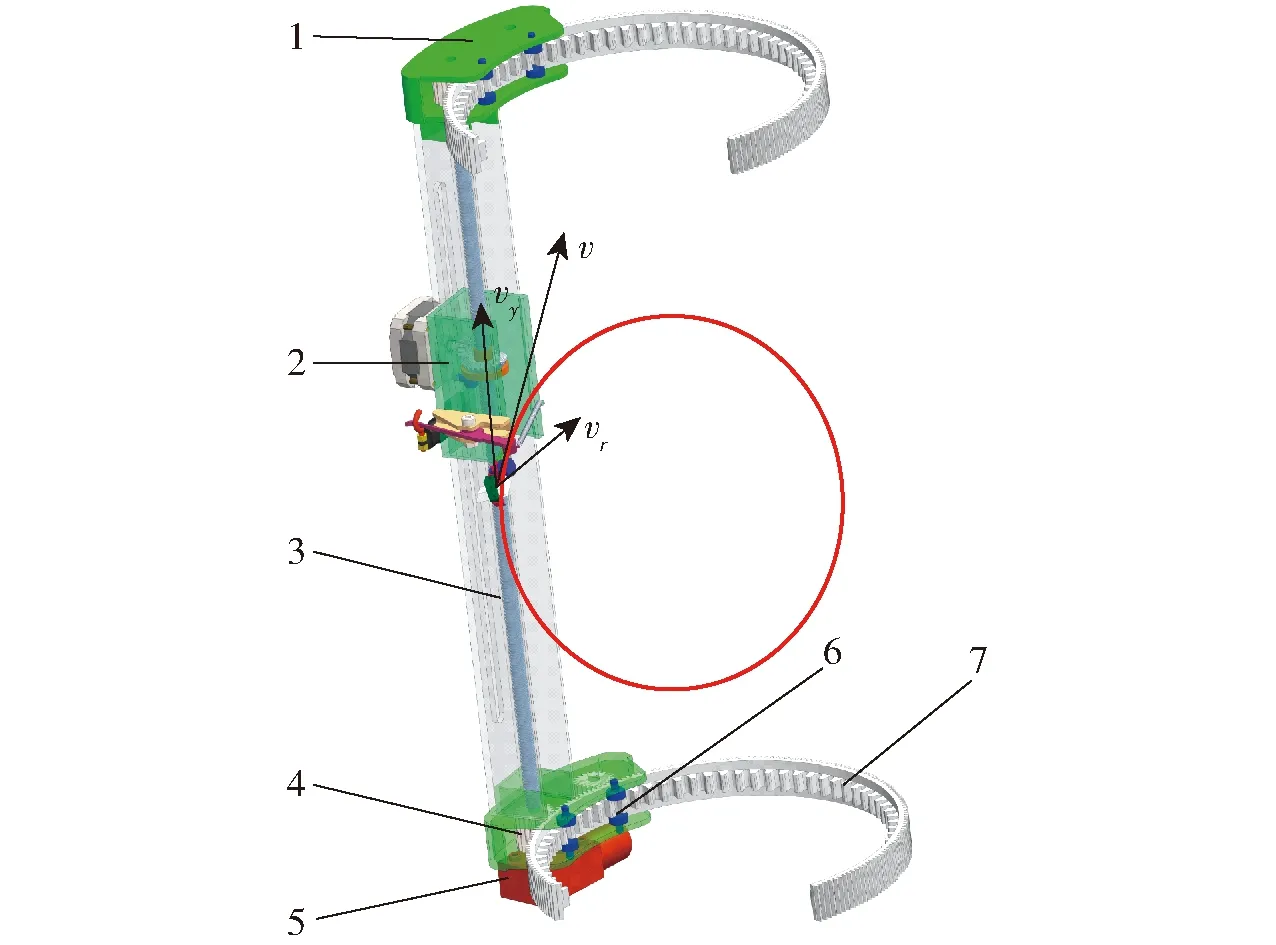
圖5 割膠傳動機構(gòu)示意圖Fig.5 Schematic of transmission mechanism for rubber tapping1.末端執(zhí)行器安裝滑塊架 2.絲杠螺母 3.絲杠 4.圓柱齒輪 5.減速步進(jìn)電機 6.輔助滾輪 7.齒型同步帶
綜上可得
(12)
(13)
式中d——圓柱齒輪分度圓直徑,mm
m——圓柱齒輪模數(shù),mm
p——絲杠導(dǎo)程,mm
z1——圓柱齒輪齒數(shù)
ω——減速步進(jìn)電機轉(zhuǎn)動角速度,rad/s
由式(12)、(13)可知
(14)
選用絲杠導(dǎo)程p為16 mm,圓柱齒輪模數(shù)m為1 mm,通過調(diào)整圓柱齒輪齒數(shù)z1來改變刀具螺旋升角λ,關(guān)系如表1所示。

表1 齒數(shù)與螺旋升角關(guān)系Tab.1 Relationship between number of teeth and helix angle
2.2.3割膠移位機構(gòu)
割膠機完成割膠工作后,刀具部分在推桿的作用下完成收刀,末端執(zhí)行器運動至起始點,此時由控制模塊控制步進(jìn)電機旋轉(zhuǎn),絲杠不動,通過安裝于步進(jìn)電機上的錐齒輪Ⅰ與通過頂針固定于絲杠螺母上的錐齒輪Ⅱ嚙合傳動,使末端執(zhí)行器向下移動一定的位置,移動的高度即為割膠耗皮量,具體結(jié)構(gòu)如圖6所示。
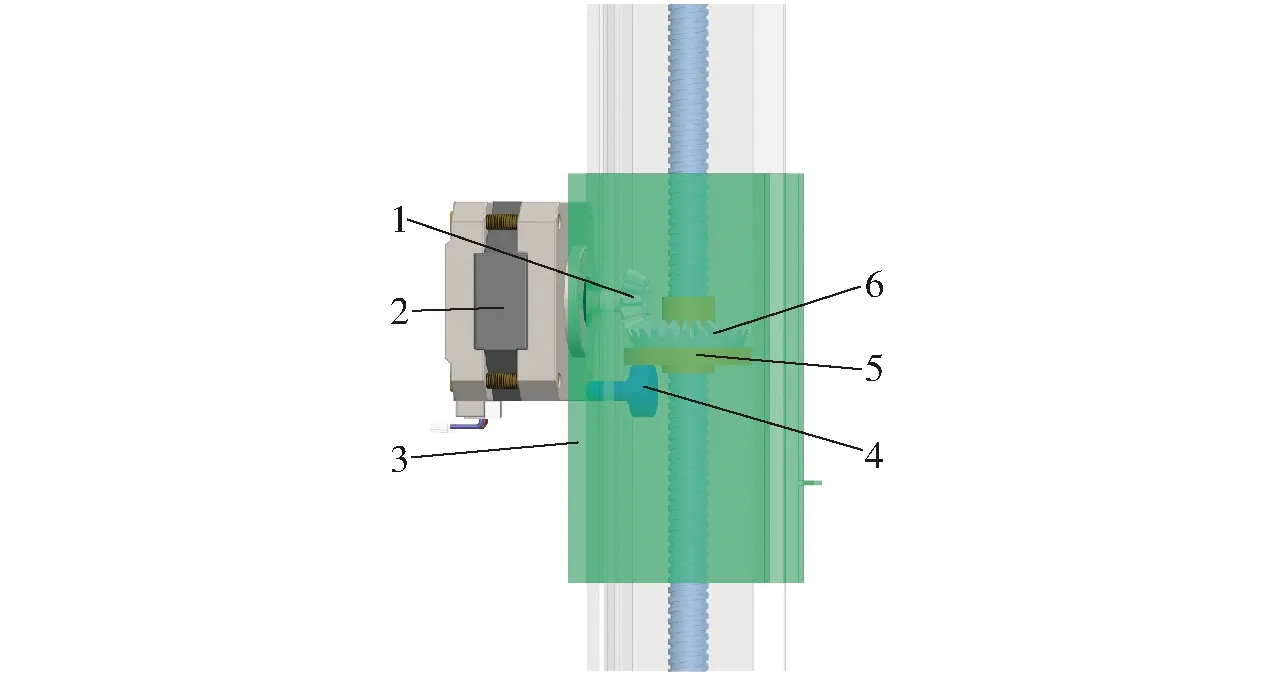
圖6 移位機構(gòu)示意圖Fig.6 Schematic of shifting mechanism1.錐齒輪Ⅱ 2.步進(jìn)電機 3.末端執(zhí)行器安裝滑塊架 4.同步滾輪 5.絲杠螺母 6.錐齒輪Ⅰ
2.3 割膠執(zhí)行機構(gòu)
割膠深度對割膠作業(yè)極為重要,割膠過深易傷樹而過淺則直接影響乳膠產(chǎn)量,依據(jù)割膠技術(shù)規(guī)程中所規(guī)定的割膠生產(chǎn)技術(shù)指標(biāo),即割膠需要控制內(nèi)切口與形成層之間的距離在1.2~1.8 mm之間。
2.3.1仿形機構(gòu)
傳統(tǒng)割膠方式主要依靠人工肉眼識別橡膠樹表皮顏色來判斷、控制割膠深度。現(xiàn)有割膠裝備針對割膠深度控制主要采用兩種方式:一種是仿形限深機構(gòu),通過增設(shè)限深或仿形機構(gòu)限定割膠深度,以達(dá)到控制割膠深度的要求,避免傷樹問題的產(chǎn)生;另一種是采用深度相機,通過對采集圖像進(jìn)行分析反饋,從而達(dá)到控制割膠深度的目的。后者成本較高,且對工作要求苛刻,目前主要采用仿形限深機構(gòu)對割膠深度進(jìn)行控制。
常見的仿形限深機構(gòu)有導(dǎo)向輪和導(dǎo)向桿兩種形式,仿形桿與橡膠樹之間有滑動摩擦力fs,所受阻力較大,反作用于刀架的力Fn直接影響割膠質(zhì)量;導(dǎo)向輪與橡膠樹之間有滾動摩擦力fd,相比仿形桿所受摩擦力較小,對割膠執(zhí)行機構(gòu)的反作用力小,如圖7所示。
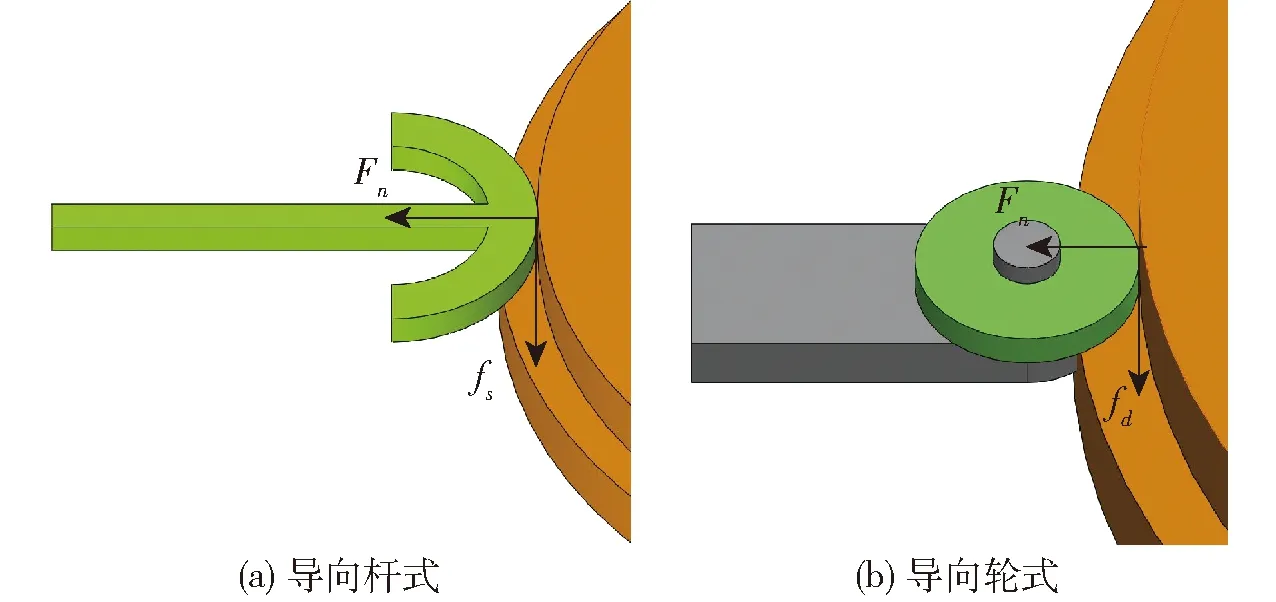
圖7 常用仿形限深機構(gòu)Fig.7 Commonly used profiling depth limiting mechanism
在導(dǎo)向輪的基礎(chǔ)上,改進(jìn)與橡膠樹之間的接觸方式,將導(dǎo)向輪與橡膠樹之間的線接觸轉(zhuǎn)變?yōu)橄奚顫L輪與橡膠樹之間的點接觸,如圖8a所示。同樣,限深滾輪后端圓柱體與橡膠樹已割面相對滾動,對橡膠樹割膠軌跡進(jìn)行仿形;限深滾輪與刀具安裝架之間安裝有限深彈簧,通過調(diào)節(jié)限深彈簧的彈力以達(dá)到對割膠深度的控制,割膠刀與限深滾輪軸向距離為耗皮量τ,如圖8c所示,一般陰線每刀耗皮量為1.8~2 mm,陽線每刀耗皮量為1.4~1.6 mm。
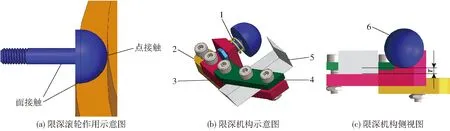
圖8 限深機構(gòu)示意圖Fig.8 Schematics of depth limiting mechanism1.限深彈簧 2.連接塊 3.刀具固定架 4.壓板 5.割膠刀片 6.限深滾輪
2.3.2割膠刀結(jié)構(gòu)參數(shù)和受力分析
考慮經(jīng)濟(jì)性和割膠刀的耐磨性,割膠刀選用硬度為56HRC的鋼質(zhì)材料,經(jīng)過熱處理、定型工序,達(dá)到所需鋼質(zhì)硬度,割膠刀結(jié)構(gòu)參數(shù)及受力分析見圖9。
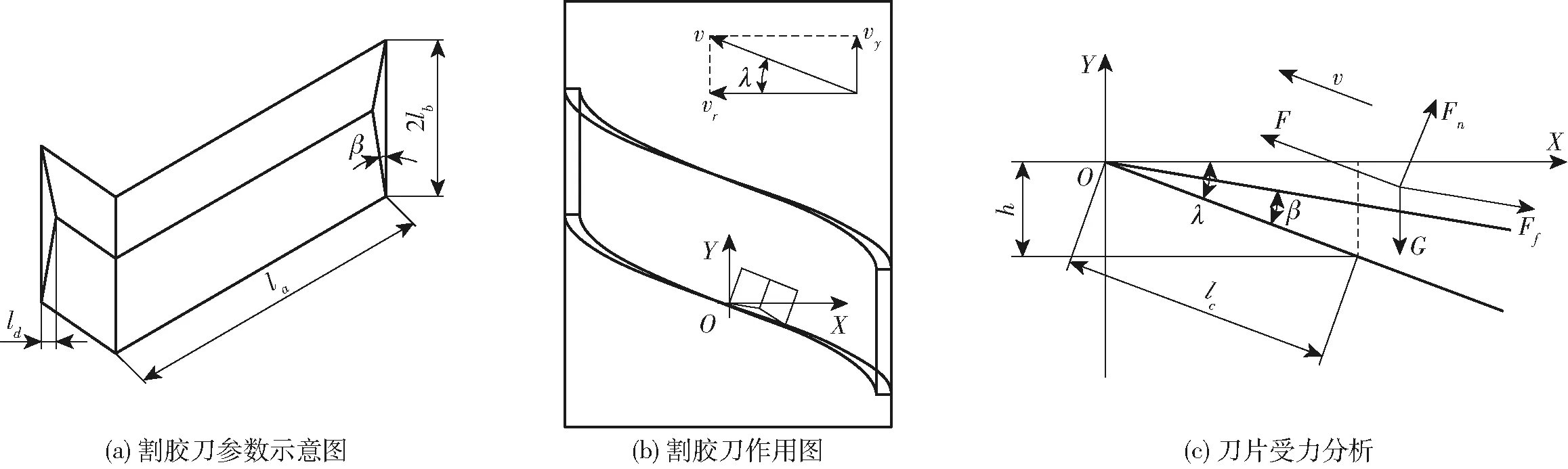
圖9 割膠刀參數(shù)及受力分析 Fig.9 Rubber tapping knife parameters and force analysis
利用達(dá)朗貝爾定理分析,則切入時割膠刀的受力應(yīng)滿足
(15)
式中φ——割膠刀與橡膠樹表皮間的摩擦角,(°)
F——割膠刀切入橡膠樹的力,N
G——割膠刀自重,N
Ff——割膠刀所受摩擦力,N
β——割膠刀的夾角,(°)
μ——割膠刀與橡膠樹表皮間的摩擦因數(shù)
根據(jù)圖9c中的幾何關(guān)系可得
(16)
(17)
式中l(wèi)a——割膠刀切割樹皮長度,即割膠深度,mm
lb——割膠刀寬度的一半,mm
lc——割膠刀切入橡膠樹表皮長度,mm
ld——割膠刀厚度,mm
h——割膠刀切入橡膠樹表皮對應(yīng)高度,mm
對式(15)進(jìn)行簡化可得

(18)
將式(16)、(17)代入式(18)中可得
(19)
為保證割膠運動的連續(xù)性與穩(wěn)定性,速度v需保持不變,因此割膠刀切入橡膠樹表皮的力F也為定值。由式(18)可知影響割膠刀摩擦力Ff的主要因素為摩擦角φ和割膠刀螺旋升角λ。
2.3.3割膠執(zhí)行機構(gòu)
仿形進(jìn)階式天然橡膠割膠機的割膠刀采用拉簧柔性連接方式,既可以為刀具切割橡膠樹皮提供合適的預(yù)緊力,又能避免因剛性連接導(dǎo)致橡膠樹水囊皮被割破。退刀時利用推桿帶動收刀曲柄轉(zhuǎn)動,確保割膠刀回至起割位置時不會與橡膠樹發(fā)生干涉,割膠執(zhí)行機構(gòu)進(jìn)刀、退刀示意圖如圖10所示。
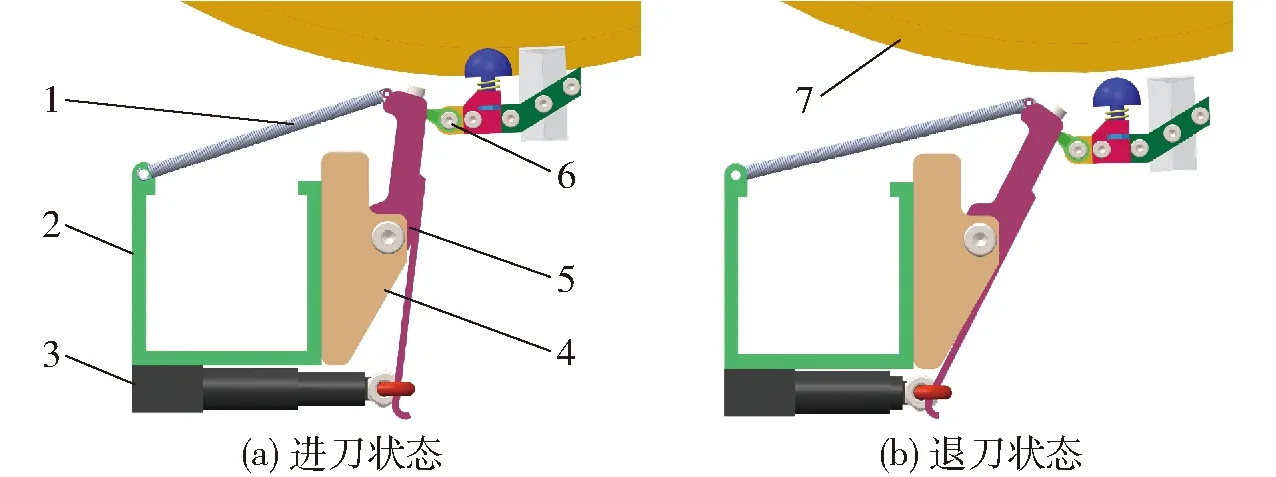
圖10 割膠執(zhí)行機構(gòu)示意圖Fig.10 Schematics of rubber tapping execution mechanism1.拉簧 2.末端執(zhí)行器安裝滑塊架 3.直流推桿 4.收刀固定架 5.收刀曲柄 6.角度調(diào)節(jié)板 7.橡膠樹模型
收刀曲柄與角度調(diào)節(jié)板通過螺栓連接,通過改變角度調(diào)節(jié)板的角度來調(diào)節(jié)割膠刀切入橡膠樹的角度,以水平面為基準(zhǔn),角度調(diào)節(jié)板調(diào)節(jié)范圍為25°~45°,適用于樹圍不同的橡膠樹,如圖11所示。角度調(diào)節(jié)板與刀具安裝板固連,通過壓板和螺栓將割膠刀固定在刀具安裝板上。
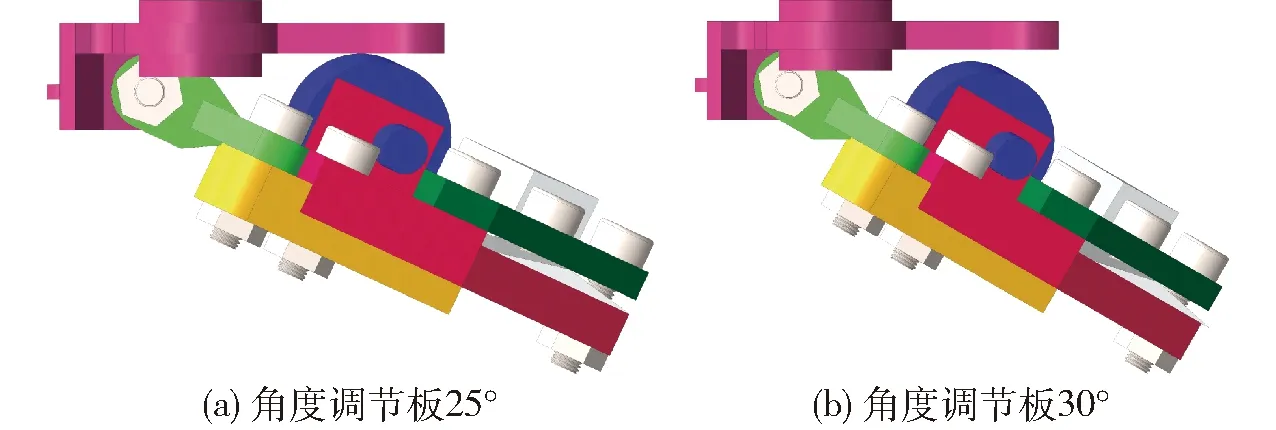
圖11 角度調(diào)節(jié)示意圖Fig.11 Schematics of angle adjustment
2.4 驅(qū)動控制模塊設(shè)計
控制部分[36]采用Arduino uno r3開發(fā)板作為控制器[37-38],通過cnc shield v3擴(kuò)展板和2個A4988型驅(qū)動板驅(qū)動減速步進(jìn)電機和步進(jìn)電機運動,實現(xiàn)割膠運動機構(gòu)的割膠運動和末端執(zhí)行器的移位動作;通過L298N型直流電機驅(qū)動模塊控制直流電機推桿運動,實現(xiàn)末端執(zhí)行器的進(jìn)刀和退刀動作。通過外接12 V直流電源為Arduino uno r3開發(fā)板和驅(qū)動模塊供電,驅(qū)動電機工作,整機控制框圖如圖12所示。
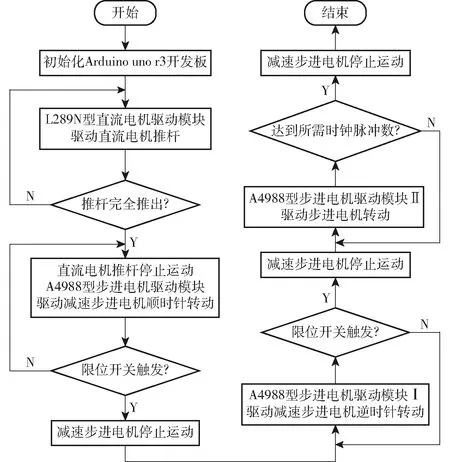
圖12 控制模塊程序框圖Fig.12 Block diagram of control module
選用MNTG型微型電動推桿進(jìn)行進(jìn)刀、退刀動作,最大推拉力60 N,輸入電壓為12 V直流電壓,推桿行程30 mm,內(nèi)置限位開關(guān)確保機器運行的準(zhǔn)確性。
選用HST42H4812-49k-04型兩相四線減速步進(jìn)電機和35BYGH型步進(jìn)電機分別作為割膠運動的動力輸入和移位運動的動力輸入,步距角1.8°,額定電壓12 V直流電壓,為保證割膠機的運動穩(wěn)定性和精準(zhǔn)性,采用細(xì)分驅(qū)動的方式,通過A4988型驅(qū)動模塊將減速步進(jìn)電機的細(xì)分?jǐn)?shù)設(shè)置為半細(xì)分,即400個脈沖步進(jìn)電機轉(zhuǎn)動一圈。為避免接線混亂與信號的干擾,整機采用12 V直流電源供電。為保證割膠機能在林間長時間工作,以電動割膠刀單次割膠耗電量為參考值,電源選用5 600 mA·h鋰電池。
3 林間試驗
為驗證割膠機割膠性能,于2021年6月于海南大學(xué)天然橡膠試驗地進(jìn)行割膠作業(yè)試驗,隨機選擇20棵生長年份及樹圍不同的橡膠樹,對每棵樹進(jìn)行5組試驗,割膠機試驗現(xiàn)場如圖13所示。

圖13 割膠機試驗現(xiàn)場Fig.13 Field test of rubber cutting machine
3.1 試驗方案
固定式割膠機用于實際生產(chǎn)時,需要在整個生產(chǎn)期間均安裝于橡膠樹上,因此固定式割膠機不僅需要較好的割膠質(zhì)量,還必須具備較強的續(xù)航能力,因此,試驗重點對割膠機割膠質(zhì)量和耗電量進(jìn)行測試。割膠質(zhì)量通常以割膠面的平整性來衡量,由于割膠工作結(jié)束后橡膠樹產(chǎn)出的天然乳膠影響對割膠面的觀測,因此,割膠質(zhì)量采用前5 min排膠量來衡量[13];同樣,取5次割膠試驗耗電量的平均值為衡量割膠功耗的指標(biāo)。
經(jīng)預(yù)試驗可發(fā)現(xiàn)影響割膠機前5 min排膠量和耗電量的因素主要有電機轉(zhuǎn)速η、刀具螺旋升角λ和拉簧預(yù)緊力F1。經(jīng)人工割膠速度換算得電機轉(zhuǎn)速范圍為15~25 r/min,割膠機采用陽刀割膠方法,割膠角度即刀具螺旋升角為20°~30°;預(yù)試驗發(fā)現(xiàn)拉簧預(yù)緊力為10~30 N時,有較好的貼樹仿形功能。
采用三因素三水平試驗,試驗因素編碼見表2。
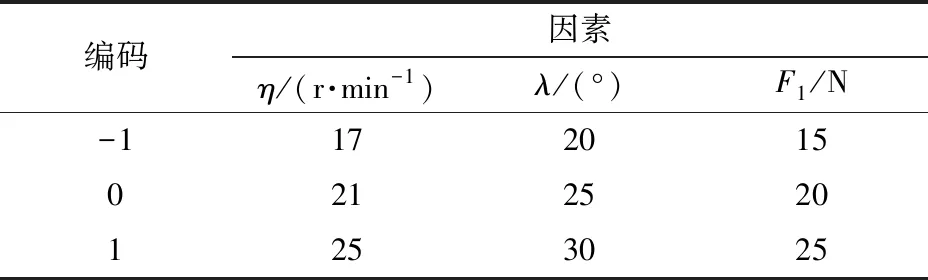
表2 試驗因素編碼Tab.2 Coding of test factors
選用L3(33)正交表,試驗方案見表3,A、B、C為因素編碼值,采用完全隨機試驗設(shè)計。
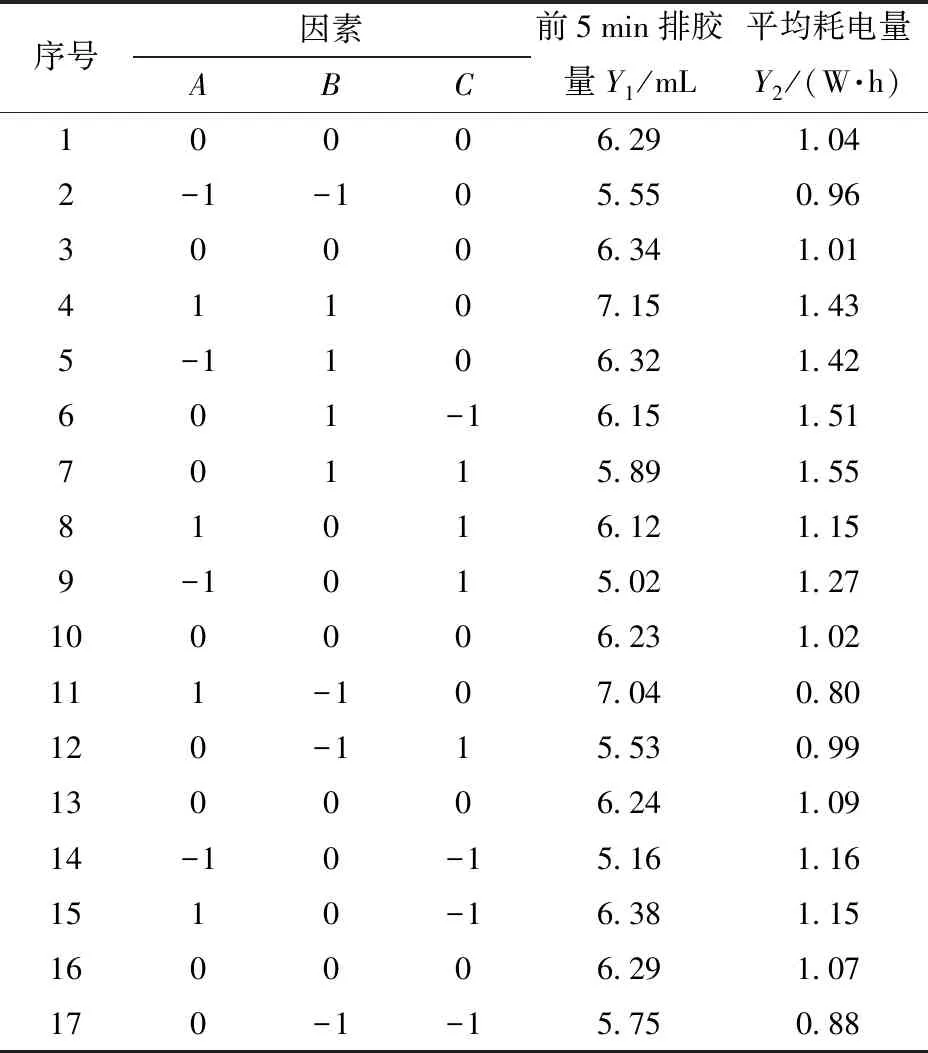
表3 試驗方案和結(jié)果Tab.3 Test scheme and results
應(yīng)用Design-Expert軟件Box-Behnken試驗設(shè)計模塊對試驗結(jié)果進(jìn)行回歸擬合分析,可得前5 min排膠量和平均耗電量的二次多項式回歸模型為
Y1=6.28+0.58A+0.20B-0.11C-0.16AB-0.030AC-0.010BC+0.039A2+0.20B2-0.65C2
(20)
Y2=1.05-0.035A+0.29B+0.033C+0.042AB-0.028AC-0.017BC+0.028A2+0.078B2+0.11C2
(21)

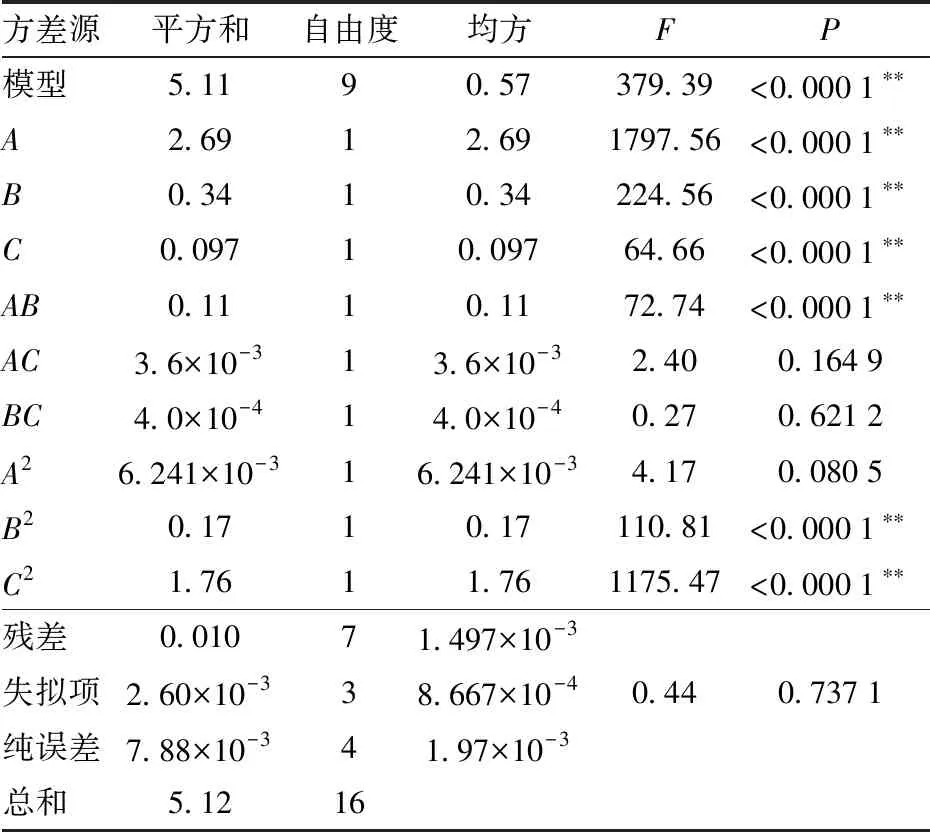
表4 前5 min排膠量二次多項式模型的方差分析Tab.4 Variance analysis of quadratic polynomial model of rubber discharge in the first five minutes

表5 平均耗電量二次多項式模型的方差分析Tab.5 Variance analysis of quadratic polynomial model of average power consumption
3.2 試驗結(jié)果與分析
根據(jù)回歸模型分析結(jié)果,利用Design-Expert軟件繪制各因素交互影響3D響應(yīng)曲面。電機轉(zhuǎn)速和刀具螺旋升角對前5 min排膠量響應(yīng)曲面如圖14a所示,刀具螺旋升角由20°增加到30°過程中,刀具螺旋升角越大,天然乳膠所受下滑分力也越大,前5 min排膠量也越多,刀具螺旋升角越小,天然乳膠所受下滑分力也越小,前5 min排膠量也越少;電機轉(zhuǎn)速和刀具螺旋升角對平均耗電量的響應(yīng)曲面如圖14b所示,刀具螺旋升角由20°增加到30°過程中,功耗為阻力與距離的乘積,刀具螺旋升角越大,割膠軌跡越長,平均耗電量也增加,刀具螺旋升角越小,割膠軌跡越短,平均耗電量也減小;電機轉(zhuǎn)速由17 r/min增加到25 r/min過程中,電機轉(zhuǎn)速越大,平均耗電量越多,電機轉(zhuǎn)速越小,平均耗電量越少。由圖14結(jié)合林間試驗數(shù)據(jù)可得,當(dāng)電機轉(zhuǎn)速21 r/min、刀具螺旋升角25°時,前5 min排膠量為6.29 mL、平均耗電量1.07 W·h,此時為割膠機的最佳參數(shù)組合。
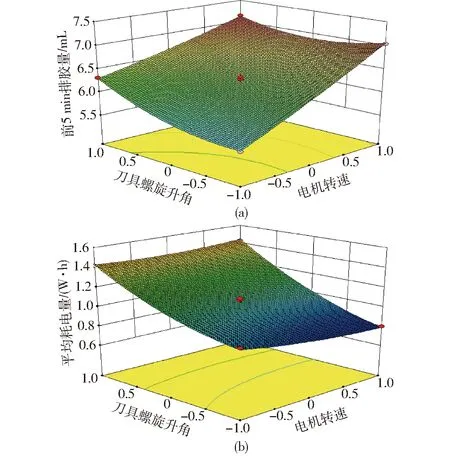
圖14 交互效應(yīng)響應(yīng)曲面(C=0)Fig.14 Interaction response surface
4 結(jié)論
(1)設(shè)計了一種仿形進(jìn)階式天然橡膠割膠機,通過對單一減速步進(jìn)電機實現(xiàn)割膠復(fù)合運動的設(shè)計,一次作業(yè)可實現(xiàn)進(jìn)刀、退刀、割膠等工序,提高天然橡膠的生產(chǎn)效率以及降低割膠對橡膠樹的損傷率。
(2)對割膠軌跡進(jìn)行理論分析,將空間螺旋運動分解為二維的復(fù)合運動,豎直運動采用絲杠傳動的方式,橢圓運動采用圓柱齒輪嚙合傳動的方式,分析豎直運動和橢圓運動的關(guān)系,確定合適的刀具螺旋升角與圓柱齒輪模數(shù)、齒數(shù)和絲杠導(dǎo)程。
(3)進(jìn)行林間割膠試驗,應(yīng)用Box-Behnken試驗設(shè)計模塊確定3個顯著影響因素最優(yōu)值:電機轉(zhuǎn)速21 r/min、刀具螺旋升角25°、拉簧預(yù)緊力20 N。以最優(yōu)參數(shù)組合得到的前5 min排膠量為6.29 mL、平均耗電量為1.07 W·h。
