減少TA12A 鈦合金鍛造過程表面開裂工藝研究
2022-05-11 07:03:10黃艷華馮繼才
鍛壓裝備與制造技術 2022年2期
黃艷華,馮繼才,彭 暉,樊 凱
(湖南金天鈦業科技有限公司,湖南 常德 415000)
1 前言
TA12A 是一種近α 熱強鈦合金,主要用于制造航空發動機的壓氣機和風扇的盤件、葉片和機匣等零件[1-4]。其名義成分為Ti-5.5Al-3.5Sn-3.0Zr-0.7 Mo-0.3Si-0.4Nb-0.4Ta,所含合金元素種類較多,且含量較高,β 穩定元素含量低,工藝塑性差,尤其是在相變點(Tβ)以下鍛造,鍛造過程極易開裂,打磨損耗大,造成了很大的生產成本浪費,而且延長了生產周期。因此,開展減少TA12A 鈦合金鍛造過程開裂工藝研究,提高TA12A 鈦合金鍛造成品率,穩定生產過程,實現降本增效,非常有必要。
2 實驗方法
通過現場觀察與分析,TA12A 合金在相變點(Tβ)以下鍛造過程中,坯料表面及端頭均會出現不同程度的開裂,主要原因為表面及端頭溫降導致塑性變差,拔長時出現開裂問題。本實驗目標產品為?400mm 規格TA12A 大規格棒材,在兩相區開展鍛造實驗,每火次鍛造前采用石棉包覆,觀察鍛造過程及鍛后表面開裂情況。通過多次實驗后得出以后主要控制參數:石棉與坯料接觸的一面需均勻涂覆一層玻璃粉;每火次加熱出爐后,坯料包裹石棉的時間應控制在5min 以內,為防止石棉在鍛造過程中掉落,需在鍛前采用10mm~20mm 壓下量壓緊石棉。
3 實驗結果及分析
公司2020 年生產了5 批TA12A 合金?400mm規格棒材,未采用石棉包覆,2021 年采用本實驗方法生產了8 批TA12A 合金?400mm 規格棒材。2021 年的8 批產品除采用本實驗方法石棉包覆外,其他鍛造工藝與2020 年的5 批產品完全一致。2020 年TA12A 在兩相區鍛造過程中出現的典型開裂照片見圖1,開裂嚴重,打磨難度大,成品率較低,5 批次產品鍛造成品率平均值為63.29%,嚴重增加了公司的生產成本。
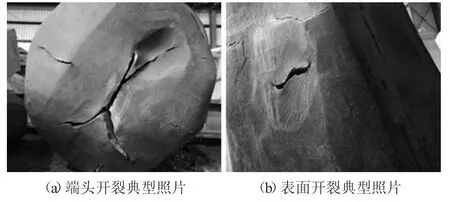
圖1 2020 年TA12A 未包覆石棉鍛造過程開裂典型照片
2021 年TA12A 采用本實驗方法在兩相區開展石棉包覆鍛造的過程照片見圖2,鍛造后表面質量情況見圖3。采用石棉包覆后,能有效減少坯料表面溫降,避免坯料表面與砧子直接接觸,減少了坯料與砧子間的摩擦,對于降低坯料表面開裂具有顯著作用。
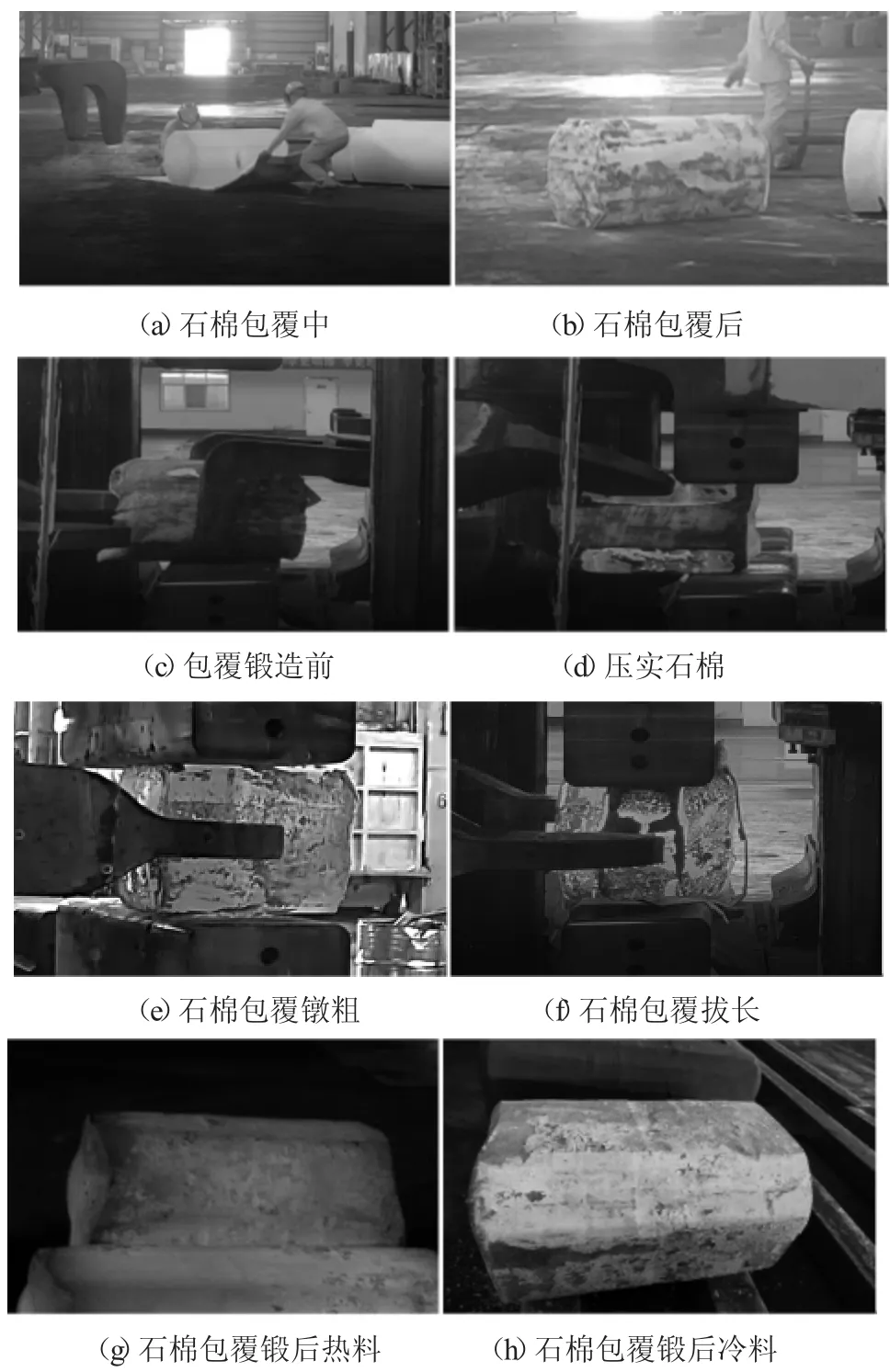
圖2 2021 年TA12A 石棉包覆鍛造的過程照片

圖3 包覆石棉TA12A 鍛坯鍛后表面情況
公司2020 年生產的5 批TA12A?400mm 棒材和2021 年生產的8 批次TA12A?400mm 棒材的鍛造成品率見表1,對比圖見圖4。從表1 的數據及圖的對比圖可以得出,通過采用石棉包覆工藝顯著提升了TA12A 鍛造成品率,平均鍛造成品率由原63.29%提升至71.45%,平均成品率提升約8.16%。

圖4 ?400mm 規格TA12A 棒材成品率對比圖
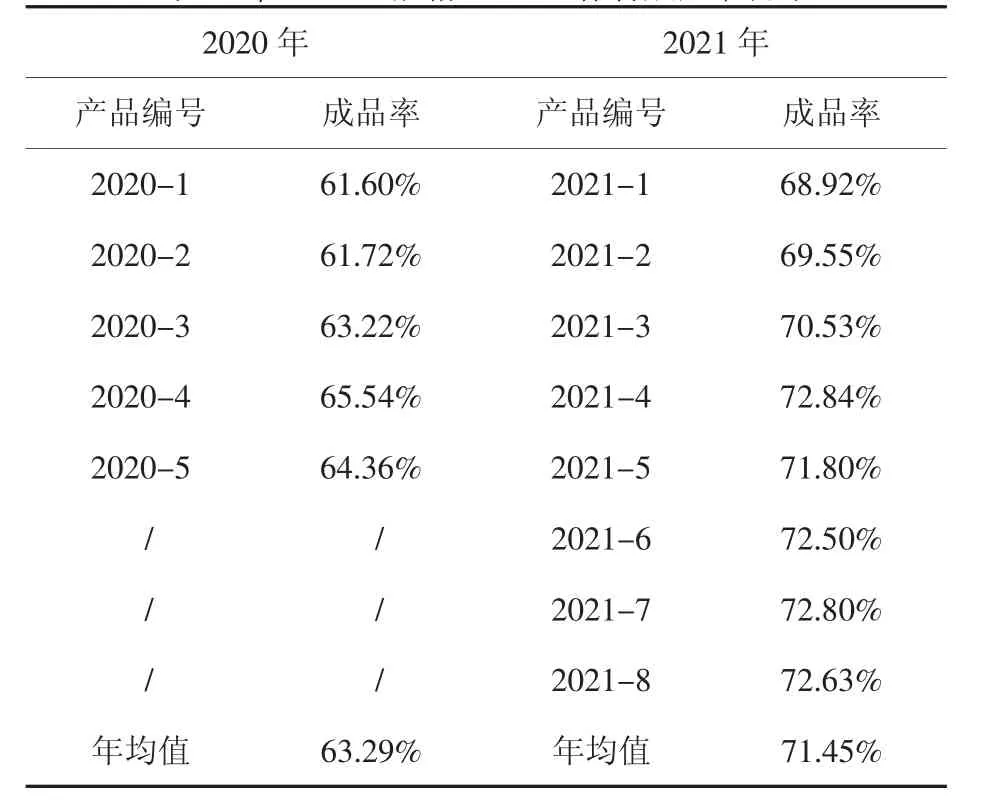
表1 ?400mm 規格TA12A 棒材成品率統計
對公司2020 年生產的5 批TA12A?400mm 棒材和2021 年生產的8 批次TA12A?400mm 棒材的各項力學性能檢測數據結果進行了統計,具體見表2。2021 年各項力學性能檢測結果相比2020 年均有所提高,各項力學性能Cv 值較2020 年有所下降,批次穩定性提高,生產過程更加穩定。
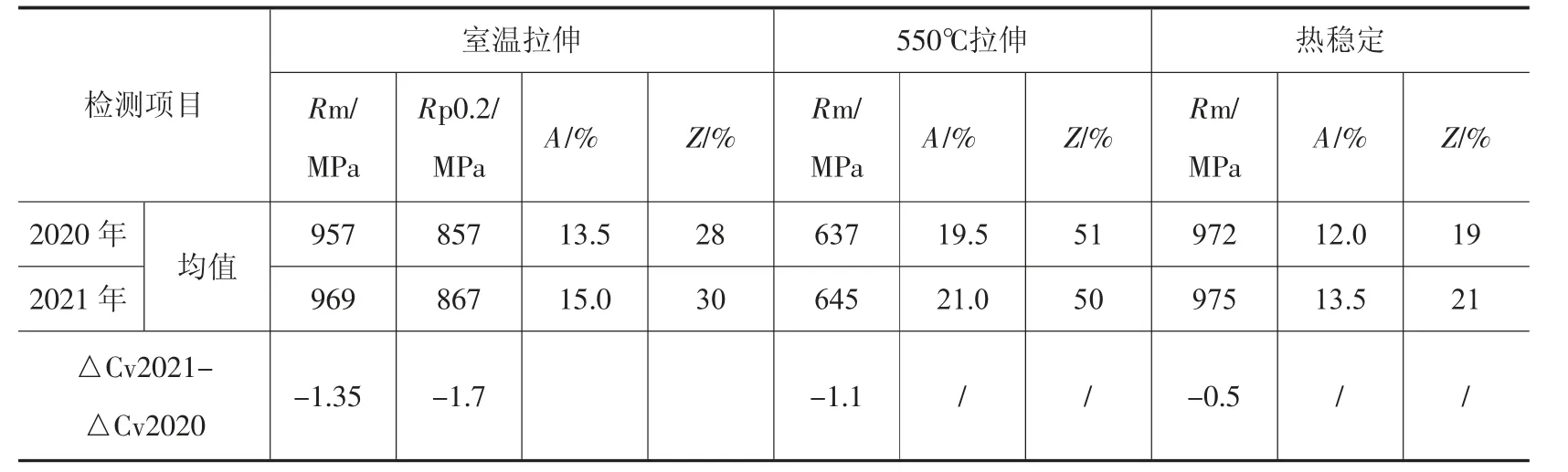
表2 ?400mm 規格TA12A 棒材各項力學指標檢測結果
4 結論
(1)TA12A 在兩相區鍛造時采用石棉包覆工藝,能有效減少坯料表面溫降,避免坯料表面與砧子直接接觸,對減少坯料表面開裂具有顯著作用。通過采用石棉包覆工藝顯著提升了TA12A 鍛造成品率,平均鍛造成品率由原63.29%提升至71.45%,平均鍛造成品率提高約8.16%。
(2)TA12A 在兩相區鍛造時采用石棉包覆工藝,生產過程較未包覆石棉時更加穩定,產品批次穩定性提高。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
