重載汽車異型前軸批量鍛造工藝分析
2022-05-11 07:03:08呂增印謝曉宇陳遠(yuǎn)方
鍛壓裝備與制造技術(shù) 2022年2期
關(guān)鍵詞:工藝
呂增印,謝曉宇,陳遠(yuǎn)方
(機(jī)械工業(yè)第六設(shè)計(jì)研究院有限公司 國(guó)際工程院,河南 鄭州 450007)
前軸利用轉(zhuǎn)向節(jié)的擺轉(zhuǎn),實(shí)現(xiàn)汽車轉(zhuǎn)向,承受汽車的重量、地面和車架之間的垂直載荷、制動(dòng)力、側(cè)向力以及側(cè)向力所引起的彎矩等。據(jù)研究,車輛下坡急剎車時(shí),前軸將承受總負(fù)荷的2/3,因此對(duì)其強(qiáng)度、剛性和疲勞壽命要求較高[1]。另一方面,重載汽車前軸重量大,尺寸大,形狀復(fù)雜,成形難度系數(shù)高。基于此,找到一種適合重型復(fù)雜汽車前軸的批量生產(chǎn)工藝方法對(duì)前軸鍛造行業(yè)乃至汽車行業(yè)均具有重大意義。
1 前軸鍛件特點(diǎn)
重載汽車前軸鍛件是具有彎曲軸線的零件,將其展開后則是主軸線和分模線為直線的長(zhǎng)軸類鍛件,特點(diǎn)為:鍛件質(zhì)量100kg 以上,展開長(zhǎng)度達(dá)2100 mm 以上;鍛件主軸線上下部分形狀對(duì)稱,而左右截面在某些區(qū)段具有較大的不對(duì)稱性;鍛件形狀復(fù)雜,特別是限位塊和彈簧座工字型一側(cè)的外形反映在鍛模型腔上為深而窄的溝槽,金屬較難填充成形;鍛件縱向截面起伏變化較多,某些部位具有較大的高度落差。根據(jù)上述重載前軸的結(jié)構(gòu)特點(diǎn)可以看出,前軸鍛件對(duì)成形工藝要求非常高。
2 常用鍛造工藝
2.1 錘上模鍛工藝
國(guó)內(nèi)現(xiàn)有多條160kN(16t)模鍛錘機(jī)組,山東某重汽集團(tuán)鍛造廠現(xiàn)有2 條160kN 模鍛錘機(jī)組曲軸、前軸專用生產(chǎn)線。山西某鍛造廠現(xiàn)有2 條160kN 模鍛錘機(jī)組生產(chǎn)重型汽車前軸。內(nèi)蒙古某集團(tuán)有1 條160kN 模鍛錘生產(chǎn)重型車前軸。
典型工藝流程如下:下料→加熱→輥鍛制坯(930 mm 輥鍛機(jī))→模鍛:彎曲、終鍛(160kN 模鍛錘)→熱切飛邊(12.5MN 閉式單點(diǎn)壓力機(jī))→校正(16MN 油壓機(jī))[2]。該工藝優(yōu)點(diǎn):鍛錘堅(jiān)固耐用,維護(hù)簡(jiǎn)單,維修費(fèi)用低,初次投資少,設(shè)備立足國(guó)內(nèi),制造周期短,工藝技術(shù)較易掌握,適合多品種中小批量生產(chǎn),工作萬能性大。該工藝缺點(diǎn):設(shè)備振動(dòng)噪聲大,工人勞動(dòng)強(qiáng)度大,生產(chǎn)的鍛件余量、公差、模鍛斜度大,鍛件精度差,返修率和廢品率高,模具壽命低。
2.2 熱模鍛壓力機(jī)模鍛工藝
在國(guó)內(nèi),熱模鍛壓力機(jī)鍛造線主要分布于汽車及農(nóng)機(jī)公司的鍛造廠等。
典型工藝流程如下:坯料加熱(1250 kW 中頻感應(yīng)加熱)→輥鍛制坯(?1000 mm 輥鍛機(jī),機(jī)械手)→模鍛:彎曲、預(yù)鍛、終鍛(125MN 熱模鍛壓力機(jī),左右各一臺(tái)機(jī)械手)→熱切飛邊(12.5MN 閉式雙點(diǎn)壓力機(jī))→熱精整(15MN 雙曲柄專用壓力機(jī))[3]。該工藝主要優(yōu)點(diǎn):鍛件加工余量小,尺寸精度高,模鍛斜度小,鍛件質(zhì)量穩(wěn)定。適合自動(dòng)生產(chǎn)線,工人勞動(dòng)強(qiáng)度低,生產(chǎn)效率高。該工藝主要缺點(diǎn):生產(chǎn)線投資巨大,主機(jī)裝備制造周期長(zhǎng)。
2.3 成形輥鍛工藝
該工藝是20 世紀(jì)80 年代某車橋廠開發(fā),主機(jī)裝備為?1000 mm 輥鍛機(jī)。
典型工藝流程為:中頻感應(yīng)加熱→掉頭輥鍛3道次→掉頭模鍛整形→掉頭切除飛邊→彎曲整形[4]。工藝主要優(yōu)點(diǎn):設(shè)備投資少,模具費(fèi)用低,生產(chǎn)成本低。工藝缺點(diǎn):采用了掉頭整形和掉頭切邊,生產(chǎn)的鍛件長(zhǎng)度難以保證,誤差大,鍛件局部充不滿較多,手工操作,對(duì)工人操作水平要求較高,勞動(dòng)條件差。
2.4 精密輥鍛+整體模鍛工藝
該工藝是某機(jī)電研究所開發(fā)。典型工藝流程:帶鋸下料→中頻感應(yīng)加熱(1500kW 加熱爐)→4 道次精密成形輥鍛(?1000 mm 自動(dòng)輥鍛機(jī)組)→整體彎曲、模鍛(25MN 或以上摩擦壓力機(jī))→整體切邊(10000kN 或以上摩擦壓力機(jī))→整體校正(10000kN或以上摩擦壓力機(jī))[5]。工藝特點(diǎn):中部工字梁區(qū)段和兩個(gè)彈簧前座由輥鍛成形至鍛件最終尺寸,其余兩端部位由模鍛成形。由于模鍛成型部分占整個(gè)前軸的投影面積的20%~30%,且形狀簡(jiǎn)單,因此可以大大減少模鍛打擊力。鍛件質(zhì)量和壓力機(jī)模鍛件相當(dāng),材料利用率高,設(shè)備投資少。該工藝生產(chǎn)效率低于熱模鍛壓力機(jī)鍛造工藝,略高于錘上模鍛工藝。
2.5 電動(dòng)螺旋壓力機(jī)模鍛工藝
筆者于2014 年承擔(dān)了某重載前軸鍛造項(xiàng)目,項(xiàng)目年生產(chǎn)綱領(lǐng)30 萬件,產(chǎn)品為戴姆勒高端、異型前軸,重量105kg~138kg。工藝設(shè)計(jì)要求:①綠色:振動(dòng)小,噪聲低,能耗低;②高效:全線生產(chǎn)節(jié)拍1.1~1.2件/min;③智能:全線選用數(shù)控設(shè)備,自動(dòng)化控制;④主機(jī)裝備投資、制造周期可控。
基于上述要求,現(xiàn)有常規(guī)鍛造工藝均不能滿足客戶要求。筆者對(duì)國(guó)內(nèi)外前軸鍛造工藝和主機(jī)裝備進(jìn)行了調(diào)研,經(jīng)與客戶和主機(jī)制造廠家充分溝通,保障技術(shù)可靠的前提下,制定如下工藝:
數(shù)控下料(智能鋸切中心)→中頻感應(yīng)加熱(6000kW)→輥鍛制坯(1000 型輥鍛機(jī),2 道次)→彎曲、預(yù)鍛、終鍛(PZS900 電動(dòng)螺旋壓力機(jī))→熱切→沖孔、熱校。各工序工藝設(shè)計(jì)如下。
2.5.1 數(shù)控下料
選用智能鋸切中心一套,技術(shù)特性為:①自動(dòng)完成定尺下料,鋸切最大直徑?200mm;②加熱爐自動(dòng)推送進(jìn)料;③下料節(jié)拍滿足1.1~1.2 件/min。
本套裝置與傳統(tǒng)帶機(jī)床相比,實(shí)現(xiàn)了自動(dòng)定尺、自動(dòng)上下料功能,減少了人工搬運(yùn),為全線自動(dòng)化控制提供了條件。
2.5.2 中頻感應(yīng)加熱
與燃?xì)饧訜釥t相比,中頻感應(yīng)加熱爐的感應(yīng)加熱設(shè)備隨時(shí)啟動(dòng)和關(guān)閉,無點(diǎn)火和停爐的燃料損失;加熱過程易實(shí)行自動(dòng)化,工人勞動(dòng)強(qiáng)度小;能量轉(zhuǎn)換效率高,節(jié)能15%~40%;能減少鍛件加熱坯料的氧化皮損失,降低坯料重量1%~2%;加熱過程穩(wěn)定,可提高生產(chǎn)率10%~30%,提高模具壽命10%~20%。
本工藝中頻感應(yīng)加熱爐主要技術(shù)參數(shù):加熱爐溫達(dá)到1300℃;加熱坯件重量為120kg~250kg;坯料規(guī)格為?140 mm~?200 mm,長(zhǎng)度為600 mm~2000 mm;加熱節(jié)拍為1.2 件/min;加熱用電源的總功率為6000kW,頻率500Hz~1200Hz,對(duì)于較大坯料建議用雙頻分段預(yù)熱、加熱,提高熱效率和透熱性;設(shè)備配有溫控裝置、坯料加熱溫度的測(cè)量、分選設(shè)備、冷卻感應(yīng)線圈的冷卻水裝置、專用變壓器、計(jì)算機(jī)控制器、控制系統(tǒng)及上料裝置等。
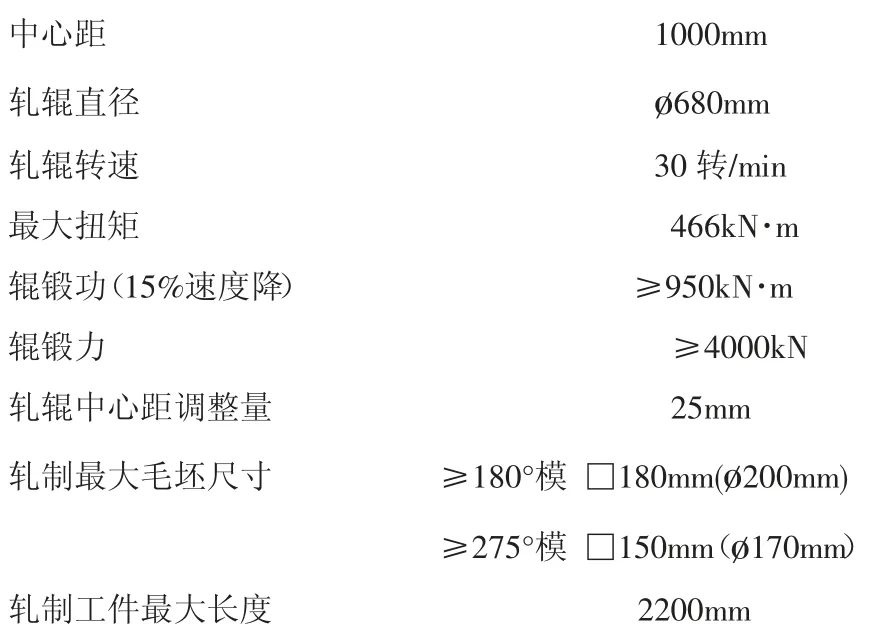
2.5.3 輥鍛制坯
輥鍛多用于以延伸變形為主的鍛造過程,比模鍛具有較高的技術(shù)經(jīng)濟(jì)優(yōu)越性,效率高,約為錘上模鍛的5~10 倍,材料利用率在80%以上、鍛坯內(nèi)在質(zhì)量?jī)?yōu)、勞動(dòng)條件好、并易于實(shí)行機(jī)械化和自動(dòng)化。
本工藝坯料直徑?140mm~?200mm;長(zhǎng)度為600mm~2000mm;生產(chǎn)節(jié)拍為1.2 件/min。
本工藝選用輥鍛機(jī)主要技術(shù)參數(shù):
2.5.4 模鍛成形
模鍛工藝選用PZS900F 電動(dòng)螺旋壓力機(jī)[6],本機(jī)組用于前軸預(yù)鍛、終鍛工序。較熱模鍛壓機(jī)、電液驅(qū)動(dòng)錘、蒸—空模鍛機(jī)有如下的優(yōu)點(diǎn):無下死點(diǎn);不必調(diào)整模具高度;鍛造精度高;鍛造能量大;負(fù)載下不會(huì)悶車;可實(shí)現(xiàn)閉式模鍛;對(duì)同一鍛件能實(shí)現(xiàn)不同能量下的多次打擊;接觸模具時(shí)間短;模具壽命長(zhǎng);電機(jī)直接反轉(zhuǎn),節(jié)省能量;操作簡(jiǎn)單,培訓(xùn)時(shí)間短,維修簡(jiǎn)便;噪聲低。
筆者對(duì)PZS900F 電動(dòng)螺旋壓力機(jī)與KP12500熱模鍛壓力機(jī)技術(shù)參數(shù)、運(yùn)行成本進(jìn)行了對(duì)比,結(jié)果表明電動(dòng)螺旋壓力機(jī)更適應(yīng)重載異型汽車前軸的批量鍛造工藝要求,參見表1、表2。
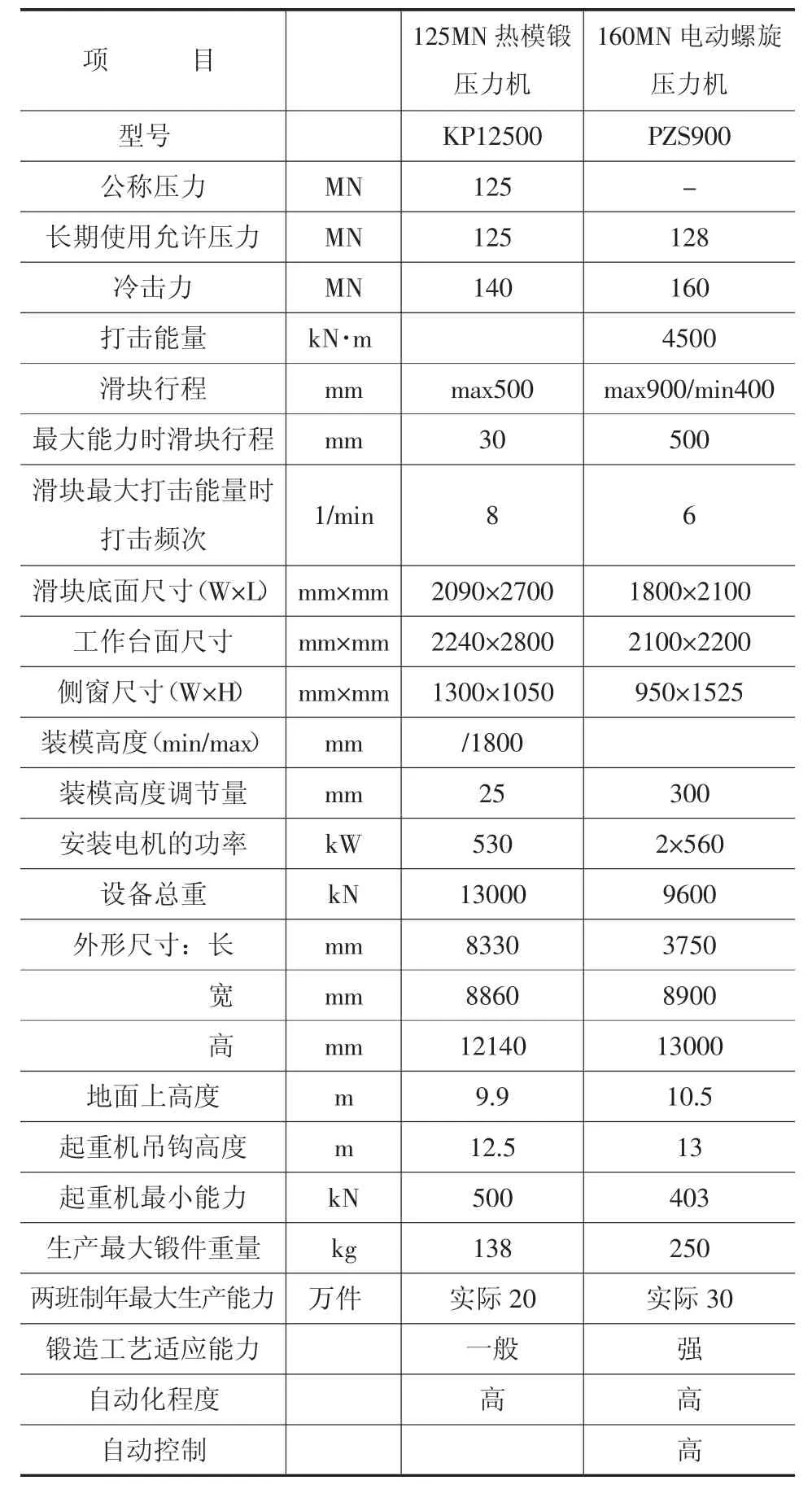
表1 電動(dòng)螺旋與熱模鍛壓機(jī)技術(shù)參數(shù)對(duì)比表
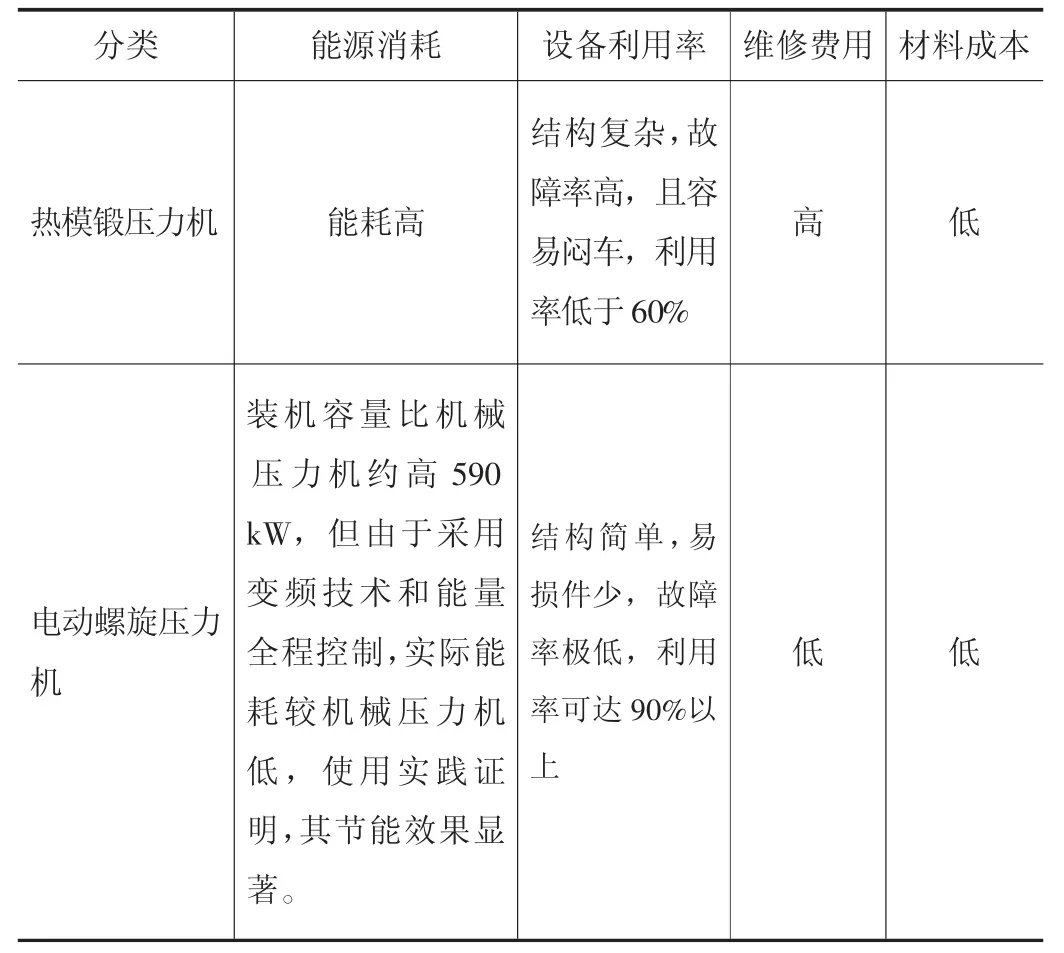
表2 電動(dòng)螺旋與熱模鍛壓機(jī)運(yùn)行費(fèi)用對(duì)比表
2.5.5 切邊
切邊機(jī)是為了完成鍛件鍛后的鍛件與鍛件飛邊分離工作,即前軸鍛件的切邊工序。切邊機(jī)噸位一般取成形主機(jī)噸位的10%,并考慮留有一定的冗余能力,可選用20000kN(2000t)機(jī)械壓力機(jī)。
2.5.6 沖孔、校正壓力機(jī)
對(duì)于前軸鍛件,由于考慮到在切邊后,要發(fā)生翹曲變形。為保證其精度符合產(chǎn)品圖紙的要求,都需要在后道工序添加熱校正工序,通過精整后,保證鍛件的精度和加工余量為最小。本工藝選用5000kN(500t)液壓沖孔校正壓力機(jī)。
2.5.7 其他
本工藝流程中,從中頻感應(yīng)電爐加熱開始,經(jīng)制坯、預(yù)鍛、模鍛、熱切飛邊、精整校正,需配備5 臺(tái)機(jī)器人或機(jī)械手,組成全自動(dòng)精密鍛造線。其它工序的運(yùn)輸、轉(zhuǎn)移及上下料等,用機(jī)械手、運(yùn)輸小車、傳送帶、平衡吊等傳輸方式完成。
基于本工藝的生產(chǎn)線建成后(如圖1),線上各生產(chǎn)設(shè)備均配置了數(shù)據(jù)采集端口,實(shí)現(xiàn)了全線聯(lián)動(dòng)控制,為打造智能化鍛造車間提供了物理?xiàng)l件。經(jīng)測(cè),全線生產(chǎn)率達(dá)到1.2 件/min,鍛件表面成形良好,達(dá)到工藝設(shè)計(jì)要求。

圖1 重載汽車異型前軸批量鍛造生產(chǎn)線
3 結(jié)論
筆者對(duì)上述前軸鍛造工藝方法技術(shù)特征、適用性進(jìn)行了梳理,見表3。

表3 前軸鍛造工藝方法對(duì)比表
從表3 對(duì)比可知,160MN 電動(dòng)螺旋壓力機(jī)模鍛工藝生產(chǎn)效率高,產(chǎn)品質(zhì)量好,裝備投資適中,勞動(dòng)條件好,運(yùn)營(yíng)成本低,適合大批量重載異型汽車前軸的生產(chǎn)。近年來,該種鍛造工藝日益獲得國(guó)內(nèi)外重載汽車鍛造行業(yè)的青睞,必將成為重載汽車前軸批量成形的主流工藝。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
