基于倍福CX 控制器的管材上料系統設計
2022-05-11 07:03:06桑偉峰
鍛壓裝備與制造技術 2022年2期
桑偉峰
(江蘇金方圓數控機床有限公司,江蘇 揚州 225127)
隨著激光切管機應用的快速興起,市場對管材上料機的需求日益增加。基于倍福控制器開發了一套管材自動上料系統,通過管材上料機可以對管材進行篩選分離,確保每次只有一根管材輸送至待加工區域。這樣大大減少了人力,提高了生產效率,滿足了工業自動化生產要求。
1 管材上料機結構
如圖1、圖2 所示,管材上料機包括捆料機構、送料機構、限高機構、測寬機構、送料夾鉗以及托料機構組成。捆料機構作為儲料裝置,用于存放待加工管材,送料鏈條起到輸送分離管材的作用,限高及測寬機構為了過濾不滿足上料寬度高度條件的管材,托料裝置以及送料夾鉗則是為了將管材輸送至主機卡盤位置。通過對各個機構動作的控制和監控,可以保證上料機構的正常運行,避免造成危險。
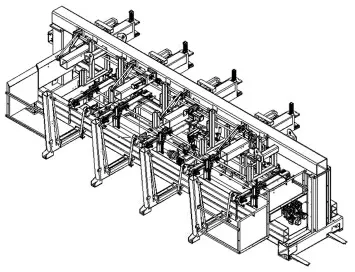
圖1 管材上料機軸測圖

圖2 管材上料機結構示意圖
2 管材上料電氣系統
如圖3 所示,控制器采用倍福CX5020 嵌入式PC,該控制器具有豐富的接口資源,其以太網接口用于連接操作面板和驅動器,DVI 接口用于連接顯示器或者觸摸屏,USB 口可以用于鼠標鍵盤以及U 盤等外圍部件連接。

圖3 倍福CX5020 控制器
總線耦合器用于連接EtherCAT 與EtherCAT 端子模塊,一個站點由一個總線耦合器、任意多個EtherCAT 端子模塊和一個總線末端端子模塊組成,該耦合器將來自以太網的傳遞報文轉換成E-bus 或者K-bus 信號[1]。采用倍福EL1809、EL2809 以及EL3104IO 端子模塊對上料機里的電氣元件及外圍設備進行實時控制。如表1 所示。

表1 管材上料機控制系統IO 分配表
3 運動控制系統搭建
這里采用倍福公司運動控制軟件TwinCAT NC PTP,TwinCAT 是基于Windows 操作系統的自動化控制軟件,而NC PTP 即點對點的運動控制,如圖4 所示。通過倍福系統的實時核可以構建機床的實時控制系統[2]。將控制程序中的變量鏈接到Twin-CAT System Manager 中的IO、伺服驅動等,可以對其外圍部件進行監控和控制。TwinCAT PLC 支持IEC61131-3 標準中規定的IL、LD、FBD、SFC 和ST五種語言,并且支持導入多種運動控制庫,可以直接調用功能庫中的功能塊,這樣可以減少重復編程的工作量,而且便于工程技術人員編寫調試[3]。如圖5所示。
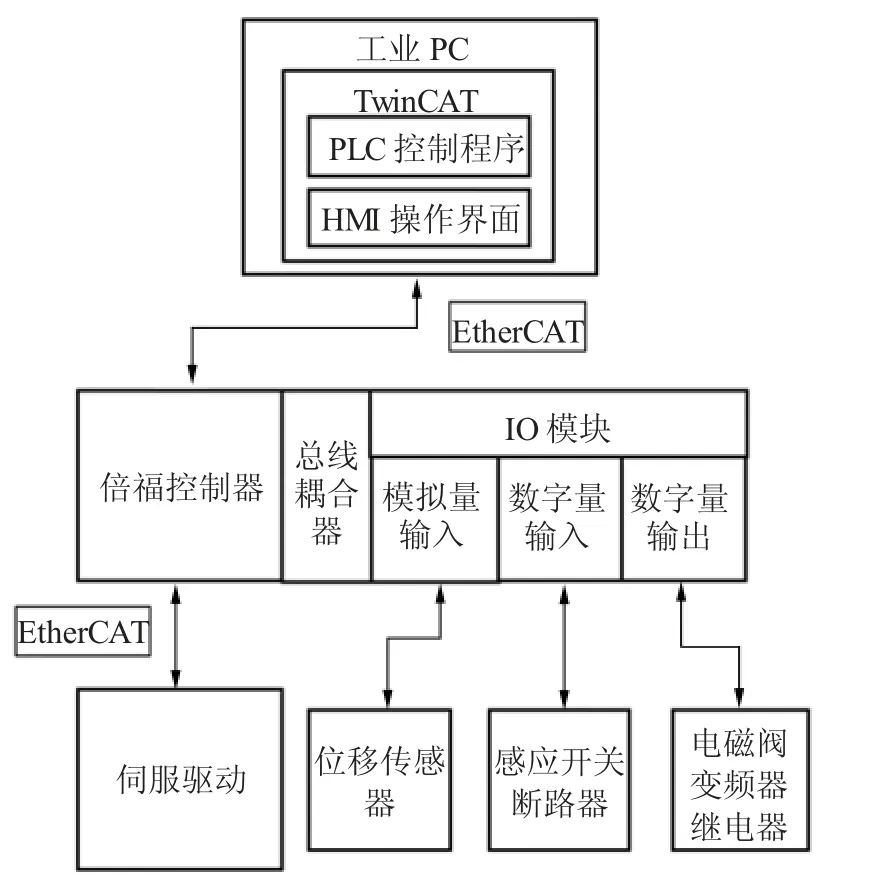
圖4 電氣系統總體構成

圖5 控制系統資源列表
4 HMI 上料控制界面
TwinCAT2 自帶可視化Visualization 功能,可以按照其可視化編輯器提供的各類控件對上料機界面開發,在聯機模式下這些圖形元素便會隨對應控制程序的變量值變化[4],在實際應用里,減少開發人員HMI 界面開發難度,而且方便了操作人員的使用。如圖6 所示。

圖6 HMI 人機界面
5 結語
筆者采用軟PLC控制器結合工業現場總線EtherCAT 以及搭載HMI 人機界面的顯示器開發出了一套滿足工業自動化需求的管材上料系統。通過對倍福控制器的研究,深入理解其設計思想,并將其成功應用到管材上料機構中,實現了對管材上料的自動控制,解決了實際工程應用中的一大難題。
