風(fēng)電齒輪箱花鍵軸激光熔覆表面修復(fù)工藝
2022-05-10 12:10:36肖利輝豐冬軍趙樂川包為剛
機械制造 2022年4期
關(guān)鍵詞:檢測
□ 肖利輝 □ 豐冬軍 □ 趙樂川 □ 包為剛
中車戚墅堰機車車輛工藝研究所有限公司 江蘇常州 213000
1 研究背景
目前,風(fēng)力發(fā)電機齒輪箱的失效故障占風(fēng)力發(fā)電機總失效故障的40%[1],是風(fēng)力發(fā)電機主要的停機故障。在齒輪箱失效故障中,齒輪失效導(dǎo)致齒輪箱失效的占比為30%。齒輪箱承受載荷較大,而且工況復(fù)雜,在運行過程中,軸承內(nèi)圈硬度比花鍵軸配合面硬度高,沖擊變形會造成花鍵軸軸承檔產(chǎn)生不同程度的變形和磨損[2]。對已使用5~10 a的風(fēng)電齒輪箱進行拆解、檢測和分析,發(fā)現(xiàn)花鍵軸軸承檔都有不程度的磨損,而風(fēng)電齒輪箱其它部件的性能仍能滿足使用要求。對此,筆者提出對花鍵軸軸承檔磨損失效采用激光熔覆技術(shù)進行修復(fù)。激光熔覆噴涂熱輸入小,不僅可以修復(fù)磨損的尺寸,而且能夠使修復(fù)后的花鍵軸軸承檔具有優(yōu)異的耐磨性[3-4]。在安全可靠運行的前提下,激光熔覆修復(fù)技術(shù)結(jié)合傳統(tǒng)修復(fù)工藝,可以最大程度降低花鍵軸的報廢率,并降低風(fēng)電齒輪箱的運維成本。
2 花鍵軸情況
1.5 MW風(fēng)電齒輪箱花鍵軸如圖1所示,花鍵軸軸承檔磨損狀態(tài)如圖2所示。經(jīng)過取樣檢測可知,花鍵軸以調(diào)質(zhì)處理作為最終熱處理狀態(tài),表面布氏硬度(HB)為280~320,材料為42CrMo4合金結(jié)構(gòu)鋼,成分分析見表1。花鍵軸性能強度分析見表2。
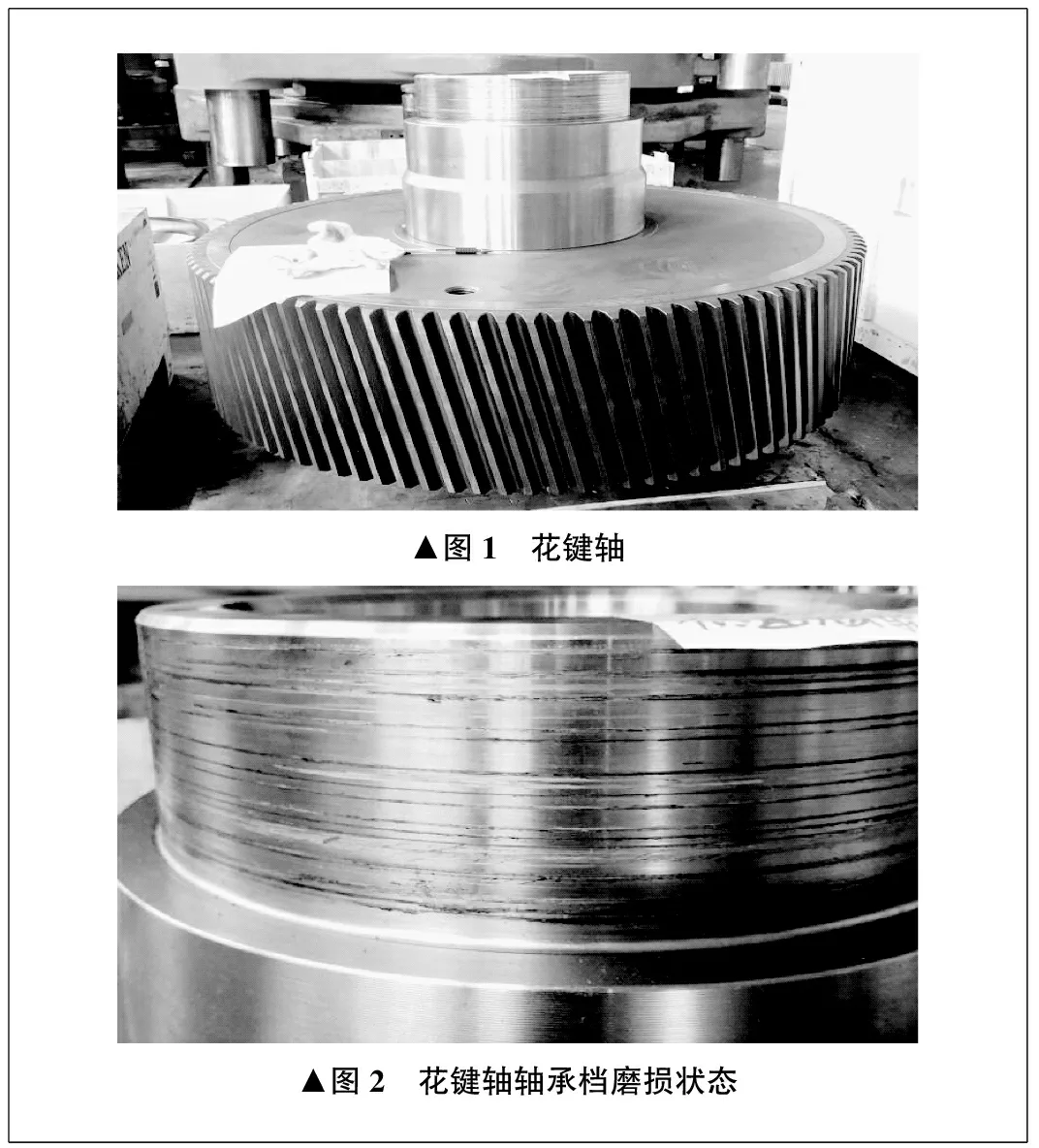

表1 花鍵軸材料成分分析

表2 花鍵軸性能強度分析
花鍵軸軸承檔設(shè)計尺寸參數(shù)見表3。

表3 花鍵軸軸承檔設(shè)計尺寸參數(shù) mm
3 激光熔覆工藝
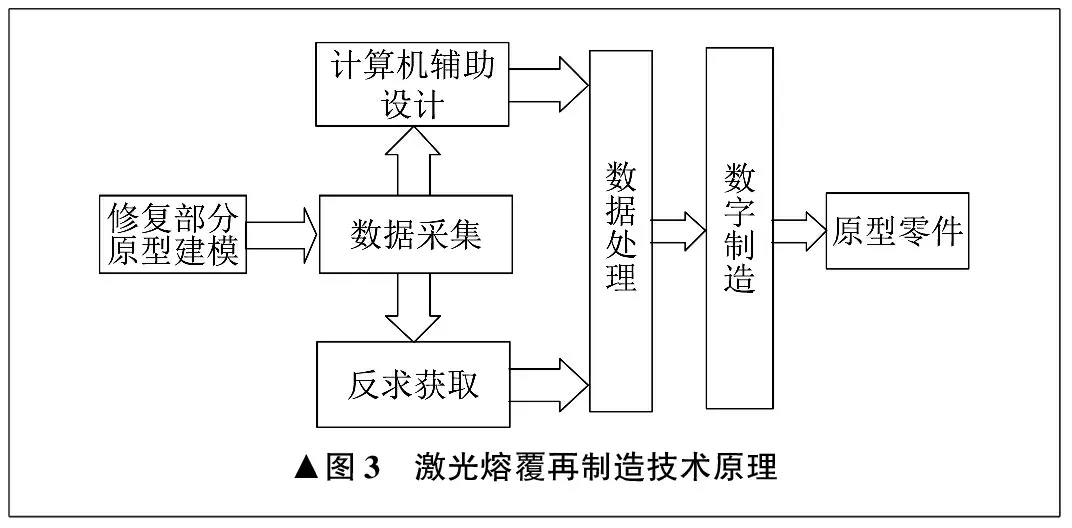
3.1 概述
激光熔覆是一種表面改性技術(shù),以不同的添料方式在被熔覆基體表面上添加金屬或非金屬涂層材料,經(jīng)過激光輻照,使涂層材料與基體表面薄層同時熔化,并快速凝固形成稀釋度極低,與基體表面成冶金接合的表面涂層,可以顯著改善基體表面的耐磨、耐蝕、耐熱、抗氧化及電氣特性[5]。采用激光熔覆工藝,可以達到表面改性或修復(fù)的目的。激光熔覆再制造技術(shù)原理如圖3所示[6]。
對于試驗采用的自熔性合金粉末,參考目標硬度、熱膨脹系數(shù)相近、熔點相近、潤濕性等方面,筆者選擇Inconel-625鎳基合金粉末。
3.2 前期準備
對花鍵軸軸承檔修復(fù)部位疲勞層進行清理,然后對待修復(fù)部位進行機械加工。花鍵軸軸承檔的設(shè)計尺寸見表3,要求加工量為設(shè)計尺寸單邊加工小于0.5 mm,遵循最小去除量原則。車削磨損部位時要注意兩端與未車削軸頸交接處確保斜角約60°過渡,以便激光熔覆和消除軸頸原始磨損部位應(yīng)力集中的問題。磨損部位初加工后,經(jīng)著色檢測確認無潛在缺陷,然后檢測記錄磨損部位加工后尺寸。清理前,做好花鍵軸周邊部位防護工作,確保防護嚴密。
激光熔覆前進行的相關(guān)工作包括三方面。
第一,對激光熔覆采用的粉末進行烘干處理。
第二,確保高純氬氣、氧氣、乙炔的數(shù)量能夠滿足生產(chǎn)需要。
第三,承載10 t的精準平臺、托輪架及伺服電機動力系統(tǒng)確保能夠承載,并確保在花鍵軸激光熔覆過程中勻速轉(zhuǎn)動,保證熔覆質(zhì)量。
在整個激光熔覆過程中,熔池通過數(shù)字化工業(yè)相機監(jiān)控,確保熔覆質(zhì)量。
3.3 測量和探傷
花鍵軸軸頸熔覆區(qū)域部位為新的機加工面,需進行尺寸檢測、無損檢測,拍照并存檔。
選用千分尺對花鍵軸軸頸熔覆區(qū)域進行尺寸檢測。檢測尺寸時需進行徑向與軸向多點檢測,客觀反映出原始段的圓度。
選用著色探傷對花鍵軸軸頸熔覆區(qū)域進行無損檢測,檢測表面硬度,定量確認最終熔覆內(nèi)容和尺寸,檢測結(jié)果作為原始記錄。
3.4 具體步驟
(1) 對去除疲勞層后的待修復(fù)部位進行徹底清理,采用酒精除油,并用清洗溶劑清洗,確定無任何油漬與殘留物。
(2) 根據(jù)軸頸的實際尺寸進行機器人編程,校驗程序的可靠性,采用同步送粉的方法對軸頸進行熔覆。花鍵軸熔覆過程中,確保花鍵軸能夠低速、均勻、連續(xù)轉(zhuǎn)動,軸向不發(fā)生竄動。轉(zhuǎn)子轉(zhuǎn)速低于10 r/min,旋轉(zhuǎn)時轉(zhuǎn)子軸徑向跳動小于0.02 mm[7]。為避免分段熔覆產(chǎn)生的熱輸入不均勻和形位差異造成熔覆厚度不均勻而產(chǎn)生的熔覆結(jié)構(gòu)應(yīng)力,采用沿圓周方向連續(xù)激光熔覆。控制轉(zhuǎn)子表面溫度不高于室溫+50 K,確保最小熱影響程度及熔覆結(jié)構(gòu)應(yīng)力。按照已確定的花鍵軸軸承檔激光熔覆工藝參數(shù),實施激光熔覆。軸向單層熔覆區(qū)域一次性完成,避免軸向交接處接合強度不足的安全隱患。
(3) 激光熔覆單層后必須進行打磨清理,冷卻后進行著色探傷檢測,合格后方能繼續(xù)下一層熔覆。
(4) 最后一層激光熔覆的厚度需要大于基體面0.5~1 mm,確保加工余量。
(5) 熔覆結(jié)束后對表面的高點進行打磨處理,以便于精修加工。
(6) 進行熔覆尺寸、硬度檢測和探傷檢測,拍照并存檔。
整個熔覆過程實現(xiàn)激光器運行、機器人程序、旋轉(zhuǎn)動力驅(qū)動裝置運行的閉環(huán)聯(lián)動控制,確保熔覆工藝的穩(wěn)定可靠性,使熔覆質(zhì)量得到有效保障。熔池實現(xiàn)自動化監(jiān)控,避免肉眼觀察熔池的視覺偏差導(dǎo)致誤判,控制花鍵軸表面溫度不高于室溫+50 K。
3.5 檢查驗收
對花鍵軸軸承檔進行磁粉探傷,不允許有裂紋存在。對修復(fù)區(qū)域的關(guān)鍵尺寸進行檢測,確認合格后進入后續(xù)工序。
4 工藝檢測
對完成激光熔覆的花鍵軸性能進行對比分析,激光熔覆后花鍵軸如圖4所示。

4.1 金相組織檢測
對完成激光熔覆的花鍵軸進行金相組織檢測,金相組織檢測結(jié)果如圖5所示。對焊縫區(qū)和熱影響區(qū)的顯微組織進行分析,發(fā)現(xiàn)熔覆層的晶粒均勻細小,多數(shù)晶粒呈現(xiàn)不規(guī)則形狀。過渡區(qū)組織沿厚度方向由粗大逐漸變細小。激光熔覆后的組織為回火屈氏體、貝氏體和鐵素體[8]。
4.2 硬度檢測
激光熔覆單層厚度為1.5 mm,共熔覆三層。對激光熔覆的花鍵軸進行硬度檢測[9]。對共三層熔覆層按照厚度進行四等分,另將基體表面區(qū)域分為兩層,第一層至第四層為熔覆層粉末區(qū)域,第五層至第六層為基體表面區(qū)域。采用10 kg載荷對試樣從左向右每間隔10 mm進行檢測,共檢測三次,硬度檢測結(jié)果見表4。由表4可知,熔覆粉末區(qū)域硬度高于基體表面區(qū)域,滿足使用要求。
4.3 彎曲試驗
彎曲直徑選取2倍花鍵軸厚度,彎曲心部直徑為44 mm。1號和3號試樣為激光熔覆后花鍵軸,2號和4號試樣為未進行激光熔覆的花鍵軸,彎曲至熔覆層斷裂試驗隨即停止[10]。彎曲試驗結(jié)果見表5,由表5可知,激光熔覆后的花鍵軸抗彎能力與實物相同,側(cè)彎能力優(yōu)于未進行激光熔覆的花鍵軸。

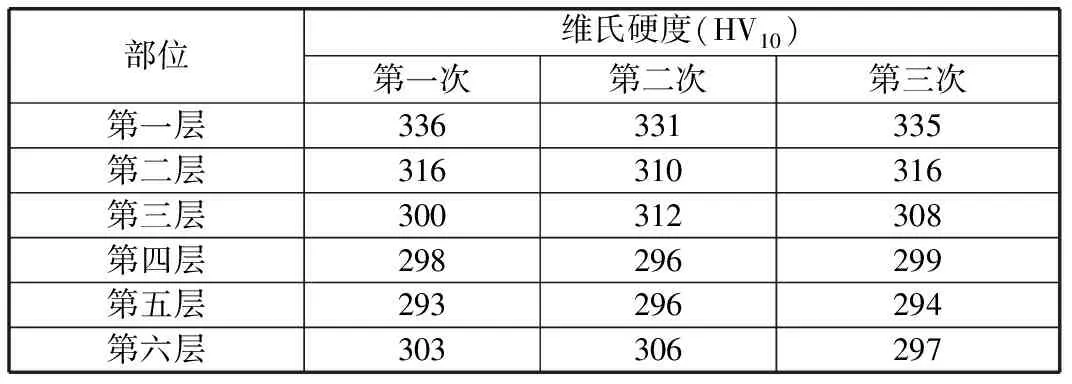
表4 激光熔覆后花鍵軸硬度檢測結(jié)果

表5 彎曲試驗結(jié)果
4.4 剪切試驗
剪切試驗在萬能材料試驗機上進行,試驗速率不大于0.1 kN/s,材料42CrMo4合金結(jié)構(gòu)鋼的抗剪切強度為465 MPa~651 MPa。1號和2號試樣為激光熔覆后花鍵軸,剪切試驗結(jié)果見表6。由表6可知,熔覆材料與花鍵軸的接合力滿足使用要求,熔覆材料與母體的接合較好。

表6 剪切試驗結(jié)果
5 結(jié)束語
筆者結(jié)合現(xiàn)場使用粉末對花鍵軸軸承檔磨損區(qū)域進行激光熔覆修復(fù),對激光熔覆后的花鍵軸硬度、彎曲、剪切、金相特性進行分析,得到滿足使用要求的花鍵軸。熔覆層與花鍵軸基體接合良好,表面成形良好,經(jīng)過探傷,確認表面無裂紋等缺陷,滿足花鍵軸使用力學(xué)指標。激光熔覆工藝為后續(xù)花鍵軸軸承檔的修復(fù)提供了參考。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
