全自動剝鋅機陰極板自動接駁系統(tǒng)的設(shè)計*
2022-05-10 12:10:28高澤宇趙曉燕
機械制造 2022年4期
關(guān)鍵詞:系統(tǒng)
□ 高澤宇 □ 石 峰 □ 趙曉燕 □ 王 凱 □ 郭 鑫
1.礦冶科技集團(tuán)有限公司 北京 1001602.北礦機電科技有限責(zé)任公司 北京 100160
1 現(xiàn)有情況分析
濕法冶鋅以勞動條件好、環(huán)保,以及生產(chǎn)利于連續(xù)化、自動化、大型化等優(yōu)點,成為當(dāng)今世界金屬鋅冶煉的一種主流工藝[1-2]。目前,由于人工剝鋅效率低,工人勞動強度大,國內(nèi)各鋅冶煉企業(yè)陸續(xù)開始使用自動剝鋅系統(tǒng)成套設(shè)備[3-4]。
在實際使用過程中,自動剝鋅系統(tǒng)往往無法達(dá)到設(shè)計時的生產(chǎn)效率,造成這一現(xiàn)象的一個主要原因是陰極板在天車與自動剝鋅系統(tǒng)之間對接,需要花費大量時間。因此,盡管各單體設(shè)備的工作效率很高,但是陰極板在電解槽和自動剝鋅系統(tǒng)之間的傳輸受到限制,導(dǎo)致自動剝鋅系統(tǒng)等待或空載運行,嚴(yán)重影響自動剝鋅系統(tǒng)的工作效率。
陰極板接駁裝置用于陰極板在天車與自動剝鋅系統(tǒng)之間的轉(zhuǎn)運。自動剝鋅系統(tǒng)的進(jìn)板端用于接收天車吊裝來的陰極板,并將陰極板運輸至自動剝鋅系統(tǒng)。自動剝鋅系統(tǒng)的出板端用于接收自動剝鋅系統(tǒng)輸出的陰極板,并配合天車將陰極板運走[5]。
現(xiàn)有的陰極板接駁裝置主要有兩種。一種是由天車直接與傳輸鏈進(jìn)行對接,陰極板直接在傳輸鏈上由天車放置或取出[6]。這種裝置在工作時需要人工輔助,以保證天車的姿態(tài)。在對接時,需要人工檢查陰極板是否放置到位。由此,陰極板接駁的速度受到大幅影響。一旦工人疏忽,會引起陰極板掉落、卡板等故障,造成陰極板損壞,甚至設(shè)備嚴(yán)重?fù)p傷。另一種是通過對接裝置,先將陰極板存放在指定位置,然后通過運載小車實現(xiàn)陰極板輸入與輸出自動剝鋅系統(tǒng)[7]。采用這種裝置,縮短了天車取放陰極板的時間,但是在運輸過程中仍然需要人工輔助,并沒有徹底解決問題。同時,由于裝置結(jié)構(gòu)缺陷,無法應(yīng)用于3.2 m2大極板剝鋅系統(tǒng),無法適應(yīng)濕法鋅冶煉未來的發(fā)展趨勢。
2 接駁系統(tǒng)總體設(shè)計
筆者所設(shè)計的全自動剝鋅機陰極板自動接駁系統(tǒng)包括運載裝置、放置裝置、電驅(qū)動系統(tǒng)、控制系統(tǒng)等,以運板鏈為自動剝鋅系統(tǒng)的輸入端與輸出端,自動接駁系統(tǒng)作為天車與運板鏈的中轉(zhuǎn),完成陰極板在天車與自動剝鋅系統(tǒng)間快速、平穩(wěn)的傳輸作業(yè)過程,保證運板鏈及自動剝鋅系統(tǒng)連續(xù)工作。自動接駁系統(tǒng)執(zhí)行機構(gòu)如圖1所示。
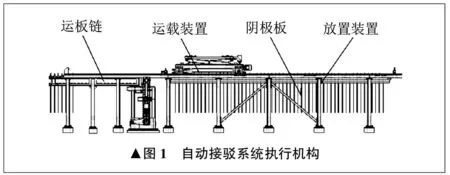
自動接駁系統(tǒng)的工作流程如下:運載裝置在初始位等待,天車將從電解槽吊出的待剝鋅陰極板放置到進(jìn)板端的陰極板放置裝置上,陰極板運載裝置的舉升機構(gòu)下降,并水平移動;到位后,舉升機構(gòu)上升,舉起固定數(shù)量的陰極板,并反方向水平移動;運載裝置移動到位后,待運板鏈停止,運載裝置的舉升機構(gòu)下降,陰極板落于運板鏈上;運載裝置回到初始位,等待進(jìn)入下一工作流程。
3 運載裝置設(shè)計
運載裝置主要由車架、陰極板托架、舉升叉組件、車輪組件、水平輪組件、電機減速機、絲杠驅(qū)動單元等組成,結(jié)構(gòu)如圖2所示。
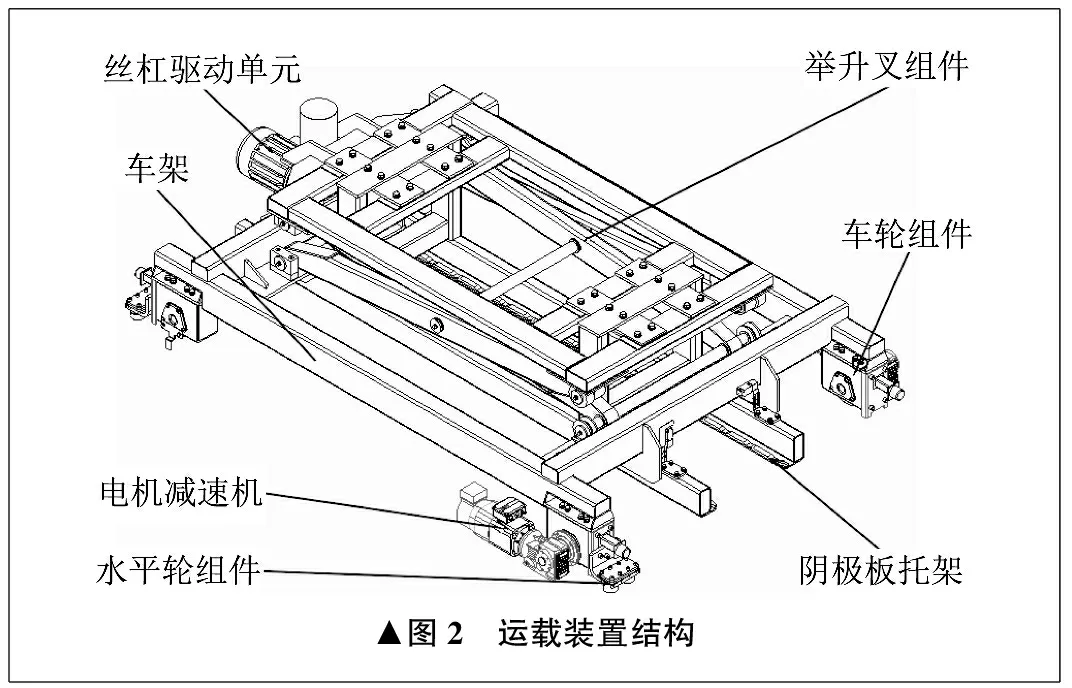
車輪組件安裝于車架上,使運載裝置可以在導(dǎo)軌上水平運動。水平輪組件安裝于運載裝置一側(cè)的兩個車輪組件上,與導(dǎo)軌接觸,起到導(dǎo)向和防止脫軌、傾覆的作用。運載裝置主體由兩個安裝于前側(cè)兩個車輪組件上的電機減速機驅(qū)動,實現(xiàn)沿固定軌道的水平運動。通過建模計算可知,運載裝置質(zhì)量為2 100 kg。設(shè)計運載裝置最多可接收共計19塊陰極板,每塊陰極板的質(zhì)量約為120 kg,則負(fù)載質(zhì)量M2約為2 280 kg,總質(zhì)量M為4 380 kg。運載裝置運行速度為v1,運載裝置最高運行速度v1max為0.5 m/s。根據(jù)自動剝鋅機運行要求,運板小車的運行功率Pm為:
Pm=Mgμmv1
(1)
式中:g為重力加速度,取9.8 m/s;μm為金屬滾輪與金屬導(dǎo)軌之間的滾動摩擦因數(shù),為0.07。
由式(1)計算可得運載裝置最大運行功率為1.5 kW,則單側(cè)車輪至少需要提供的運行功率Pd為0.75 kW。主動輪組直徑dm為0.230 m,當(dāng)運載裝置達(dá)到最大運行速度時,主動輪組轉(zhuǎn)速ωm為:
電機減速機的使用因數(shù)fB根據(jù)選型手冊取1.5,則單側(cè)電機減速機的扭矩Tm為:
Tm=9 550PdfB/ωm=258.64 N·m
單臺電機減速機功率選擇為1.5 kW,確定電機轉(zhuǎn)速為1 400 r/min,扭矩為256 N·m,速比為25.91。
舉升叉組件安裝于車架上,在絲杠驅(qū)動單元的驅(qū)動下,可以實現(xiàn)升降運動。陰極板托架安裝在舉升叉組件上,托架上設(shè)有托板,托板上帶有齒板,齒板與陰極板的吊耳配合,在陰極板托架上升時,齒板可以通過吊耳托起陰極板。
根據(jù)設(shè)計,陰極板托架的行程為100 mm,則滾珠絲杠電機運行速度v2的最高值為0.02 m/s。根據(jù)陰極板托架上升運行要求,舉升運行功率Ps為:
Ps=(μs+1)M2gv2
(2)
式中:μs為導(dǎo)向面的摩擦因數(shù),為0.005。
由式(2)計算可得陰極板托架舉升的最大運行功率為0.45 kW。根據(jù)選型手冊,絲杠電機的傳動效率為0.2,則絲杠電機功率至少為2.25 kW。對照選型手冊,選用運行功率為2.6 kW,轉(zhuǎn)速為1 000 r/min的絲杠電機。根據(jù)負(fù)載和絲杠電機功率,對照機械設(shè)計手冊和選型手冊,選用絲杠公稱直徑為58 mm,絲杠導(dǎo)程l為12 mm,最大扭矩為179 N·m的滾珠絲杠。絲杠做舉升運動,軸向力主要為M2所產(chǎn)生的重力,則絲杠的扭矩Ts為:
(3)
式中:ηs為進(jìn)給絲杠的正效率,根據(jù)導(dǎo)向面摩擦因數(shù)查表后取0.95。
由式(3)計算可得,絲杠扭矩Ts為45.16 N·m,小于絲杠電機最大扭矩(179 N·m),因此所選絲杠電機符合安全使用要求。
4 放置裝置設(shè)計
放置裝置用于接收和暫存陰極板,以配合天車和運載裝置完成陰極板的接駁作業(yè)過程。放置裝置主要由放置架主體、齒板架組件、定位組件、限位座組件、導(dǎo)向組件等組成,結(jié)構(gòu)如圖3所示。

齒板架組件安裝于放置架主體的內(nèi)側(cè),用于存放陰極板。齒板架組件上設(shè)有與天車及運載裝置上陰極板放置間距相等的齒形卡槽,齒形卡槽與陰極板的導(dǎo)電梁配合,用以限制陰極板放置的間距和位置,保證運載裝置和天車可以快速、準(zhǔn)確取出和放置陰極板。導(dǎo)向組件主要由兩條平行導(dǎo)軌組成,便于運載裝置在放置裝置上實現(xiàn)水平方向行進(jìn)。限位座組件分布于導(dǎo)向組件的前后兩端,用于限制運載裝置行進(jìn)的極限位置,防止運載裝置從前后方向駛離放置裝置而發(fā)生事故。定位組件主要由定位錐和傳感器組件組成。定位錐組件用于吊運陰極板的天車的定位,并具有一定糾偏能力,使天車可以自動運行到指定位置,完成陰極板的取出和放置過程,大幅減少人工干預(yù)。傳感器組件用于運載裝置的定位,以便運載裝置能夠準(zhǔn)確停在放置裝置的指定位置,取出和放置陰極板。
5 控制系統(tǒng)設(shè)計
運載裝置滿載后總體慣性較大,對控制響應(yīng)和定位精度的要求比較高,因此選用以S120變頻控制系統(tǒng)為核心的驅(qū)動單元和以S7-1200可編程序控制器為核心的控制單元,組成獨立控制系統(tǒng)來進(jìn)行控制[8-9]。
S120變頻控制系統(tǒng)是新一代驅(qū)動產(chǎn)品,集電壓-頻率正比控制、矢量控制、伺服控制于一體,具備強大的基本定位功能[10]。
運載裝置滿載之后,運行速度較快,在到位抱閘時陰極板會由于慣性產(chǎn)生較大幅度的晃動。另一方面,運載裝置滿載之后質(zhì)量較大,慣性較大,抱閘后難以實現(xiàn)精準(zhǔn)定位。對此,采用S120變頻控制系統(tǒng)驅(qū)動單元,對驅(qū)動電機進(jìn)行精準(zhǔn)控制。采用兩段式抱閘的方式,實現(xiàn)運載裝置的精確定位和陰極板的晃動消除。運載裝置啟動并進(jìn)入勻速狀態(tài)后,運載小車在快要到達(dá)預(yù)定位置時通過固定位置傳感器1,此時進(jìn)行第一階段減速,使運載小車進(jìn)入低勻速模式,陰極板因為減速時所產(chǎn)生的慣性,開始擺動。運載裝置通過固定位置傳感器2,此時進(jìn)行抱閘,在低速情況下,運載裝置的慣性對位移的影響會大幅減小,從而實現(xiàn)精準(zhǔn)定位。仍在擺動的陰極板通過抱閘時產(chǎn)生的減加速度抵消原有擺幅,實現(xiàn)平穩(wěn)放置。兩個固定位置傳感器的位置通過計算確定。
6 應(yīng)用
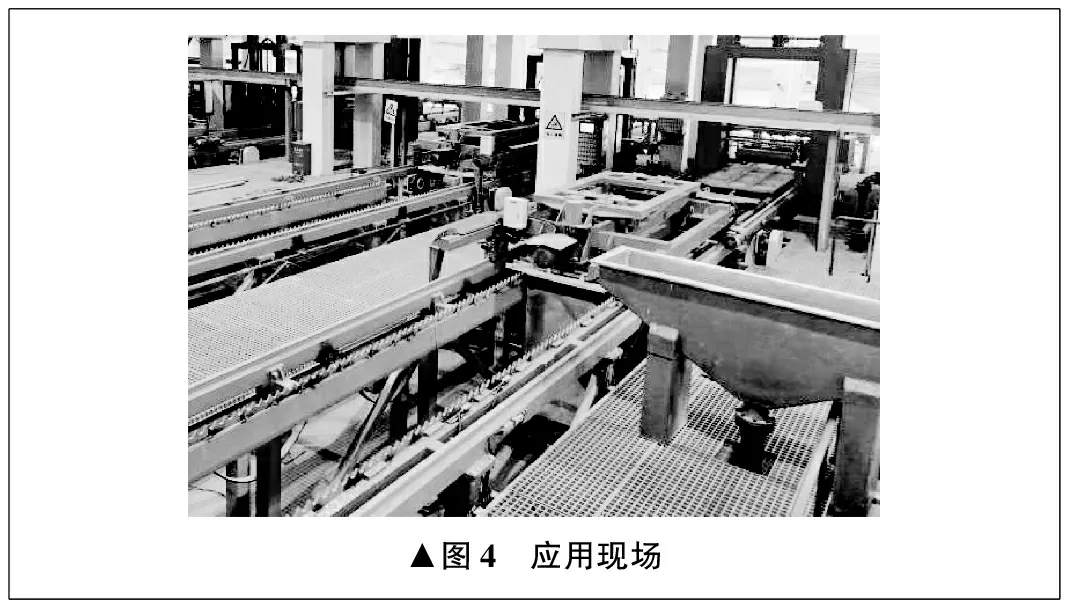
筆者通過前期大量調(diào)研,針對陰極板在天車和自動剝鋅系統(tǒng)之間接駁困難的問題,對現(xiàn)有對接系統(tǒng)進(jìn)行改進(jìn),設(shè)計了全自動剝鋅機陰極板自動接駁系統(tǒng),并成功進(jìn)行了工業(yè)應(yīng)用,應(yīng)用現(xiàn)場如圖4所示。
7 結(jié)束語
筆者將設(shè)計的全自動剝鋅機陰極板自動接駁系統(tǒng)作為陰極板在天車與自動剝鋅系統(tǒng)之間的中轉(zhuǎn)平臺,實現(xiàn)在天車與自動剝鋅系統(tǒng)同時工作的情況下完成陰極板的對接和轉(zhuǎn)運,高效穩(wěn)定完成了陰極板在自動剝鋅系統(tǒng)與天車之間的接駁作業(yè)過程。應(yīng)用這一自動接駁系統(tǒng),可以實現(xiàn)天車與自動接駁系統(tǒng)、自動接駁系統(tǒng)與自動剝鋅系統(tǒng)之間的連續(xù)化、自動化、無人化作業(yè),縮短設(shè)備的空載和等待時間,提高生產(chǎn)效率,降低人工和運營成本,為實現(xiàn)濕法鋅冶煉全流程自動化及建設(shè)智能化工廠奠定了基礎(chǔ)。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
