雅萬高鐵焊軌基地信息管理系統的開發及應用
2022-05-09 05:12:00高振坤
鐵路計算機應用 2022年4期
彭 鵬,朱 峰,李 力,高振坤
(1.中國鐵道科學研究院集團有限公司 金屬及化學研究所,北京 100081;2.中國電建市政建設集團有限公司,天津 300384)
我國無縫線路鋼軌焊接根據作業條件的不同分為基地焊和現場焊,其中,基地焊接接頭(簡稱:接頭)數占比達80%[1-2]。因此,焊軌基地對接頭質量的控制和管理尤為嚴格。焊軌基地的生產工序較多,且大多采用了配套的自動化生產設備,在生產過程中會產生大量的數據信息[3-4]。充分利用這些信息有利于提高焊軌基地的接頭質量管理水平,對實現接頭的全壽命周期管理具有重要意義[5-7]。
雅加達—萬隆高速鐵路(簡稱:雅萬高鐵)焊軌基地是在境外按照中國標準和技術建設的高鐵焊軌基地,其生產工藝和質量控制水平均達到了國內高鐵焊軌基地的同等水平[8]。針對海外工程的特點,該基地采用了集成化生產線技術和全套國產化焊軌設備。基地在規劃初期就對信息化提出了較高的要求。基于全套國產裝備可實現質量數據的應采盡采,對綜合信息管理類系統的搭建提供了有利條件。本文結合德卡魯爾焊軌基地的特點,從系統架構、業務流程、系統功能等方面,闡述了雅萬高鐵焊軌基地信息管理系統的開發及應用情況。
1 焊軌基地概況
雅萬高鐵焊軌基地主要生產任務是將50 m短鋼軌焊接成500 m長鋼軌,全線接頭與試驗用接頭總數約1.1萬個。該焊軌基地采用“Z字型”工藝布局,設有短軌存放區、焊前處理工位、焊接工位、粗銑工位、熱處理工位、修磨工位、長軌時效及成品區、矯直工位、精磨工位、外觀檢測工位及探傷工位。50 m鋼軌進場后存放在短軌存放區,依次經過焊前處理(除銹、檢查)、焊接、粗銑、熱處理、修磨等工序焊接成500 m長鋼軌;長鋼軌經24 h靜置時效,再經過矯直、精磨、外觀檢測、探傷等工序完成精整和檢查;合格的成品軌再通過輥道線折返至成品區碼放。生產工藝布局情況如圖1所示。

圖1 雅萬高鐵焊軌基地工藝布局
2 系統總體架構
雅萬高鐵焊軌基地信息管理系統的開發根據基地的工藝布局特點,采集并處理與接頭質量相關的數據,實現對生產全過程的信息化管理和監控。系統由監控層、應用層、數據層和基礎層組成,總體架構如圖2所示。
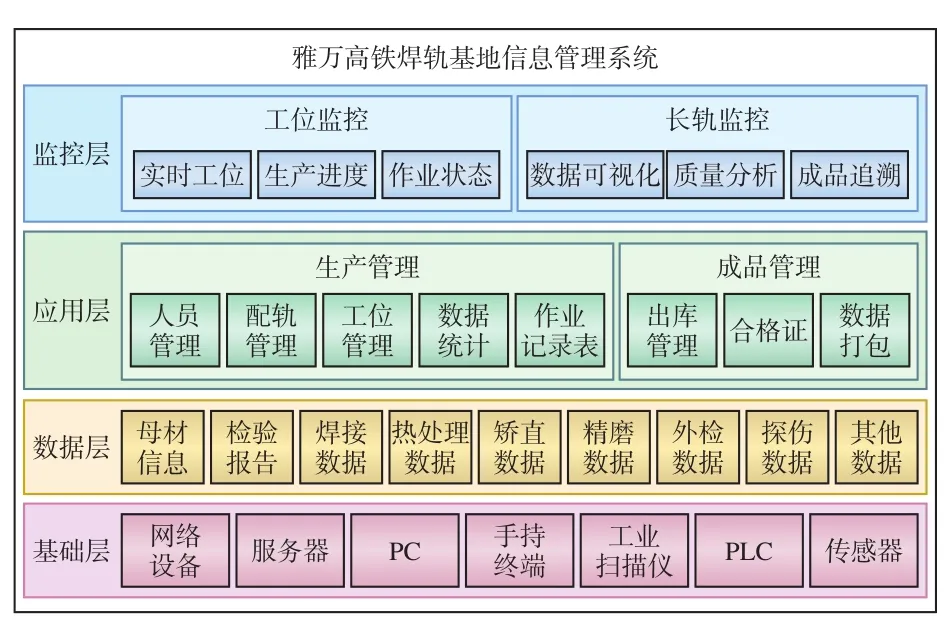
圖2 系統總體架構
2.1 監控層
監控層主要用于管理人員對焊軌基地生產過程和鋼軌焊接質量的實時管控,包括工位監控和長軌監控。工位監控展示生產線實時狀態、生產任務完成進度、作業狀態等信息;長軌監控則采用可視化方式展示接頭質量相關數據,并對接頭質量問題進行追溯和分析。
2.2 應用層
應用層是系統的核心部分,包括生產管理和成品管理。生產管理主要提供工位作業管理和信息統計等功能,包括人員管理、配軌管理、焊接等8個工位的管理、數據統計等,并可生成各工位的生產作業記錄表;成品管理是指在長鋼軌發貨前利用手持終端進行出庫管理,同時,生成合格證明材料及接頭質量數據包。
2.3 數據層
數據層包含了與鋼軌接頭質量相關的所有數據信息,基于服務器構建網絡數據庫進行存儲和管理。主要數據內容包括:母材信息、質量檢驗報告、焊接數據、熱處理數據、矯直數據、精磨數據、外觀檢測數據、探傷數據等。
2.4 基礎層
基礎層是實現系統功能的相關硬件支持,包括搭建高速局域網的網絡設備,運行系統軟件的PC和服務器,采集設備數據的可編程控制器(PLC,Programmable Logic Controller)和各類傳感器,讀取接頭編碼信息的手持終端和工業掃描儀等。
3 系統業務流程
雅萬高鐵焊軌基地信息管理系統以生產作業流程為主線,利用采集終端和操作終端對每個工位的生產情況和接頭的質量數據進行采集處理。系統業務流程如圖3所示。
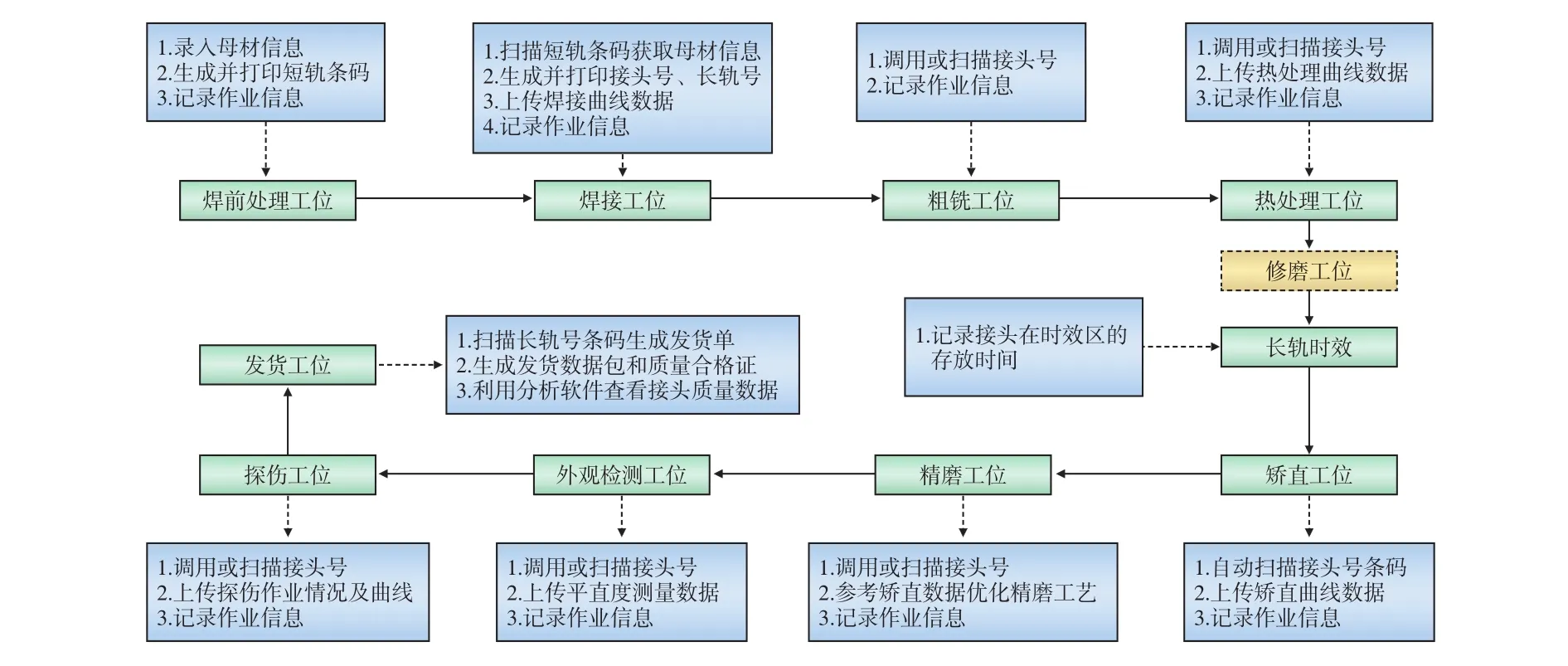
圖3 系統業務流程
3.1 焊前處理工位
焊前處理工位利用掃描槍將鋼軌母材信息錄入系統,生成短軌條碼,打印并張貼在鋼軌軌腰位置。系統記錄操作員、操作時間、外觀尺寸檢查結果等相關作業信息。
3.2 焊接工位
焊接工位通過工業掃描儀自動掃描短軌條碼,錄入接頭兩端的母材信息。系統根據預定的編號規則,自動生成接頭號和長軌號;接頭號打印成條碼張貼在接頭附近的軌腰位置,供后續工位掃描識別使用;長軌號則在長鋼軌兩端分別進行噴涂。閃光焊機生成的焊接曲線數據通過系統自動上傳至服務器,其中的關鍵參數信息可在軟件報表頁面自動同步生成。通過系統還可以記錄操作員、操作時間、接頭外觀質量等相關作業信息。
3.3 粗銑工位
粗銑工位通過自動調用或人工掃描兩種方式識別接頭號,同時記錄操作員、操作時間、工位完成情況等相關作業信息。
3.4 熱處理工位
熱處理工位通過自動調用或人工掃描兩種方式識別接頭號。熱處理設備生成的加熱曲線數據與當前作業的接頭號進行關聯并自動上傳至服務器,關鍵參數信息在軟件報表頁面自動同步生成。系統記錄操作員、操作時間等相關作業信息。
3.5 長軌時效
修磨工位采用人工打磨作業,不采集任何數據。經上述各工位后,帶有接頭號條碼的長鋼軌進入時效區。系統記錄每個接頭的作業時間及在時效區的存放時間,確保長鋼軌上全部接頭滿足24 h以上靜置時長。
3.6 矯直工位
時效完成后的長鋼軌進入矯直工位,該工位通過工業掃描儀自動掃描接頭號條碼,并將矯直曲線數據與接頭號進行關聯后自動上傳至服務器,同時,記錄操作員、操作時間、工位完成狀態等相關作業信息。
3.7 精磨工位
精磨工位通過自動調用或人工掃描兩種方式識別接頭號,同步獲取矯直工位的作業數據。作業人員可參考矯直數據,對精磨工藝進行修正和優化,同時,記錄操作員、操作時間、工位完成狀態等作業信息。
3.8 外觀檢測工位
外觀檢測工位通過自動調用或人工掃描兩種方式錄入接頭號。系統上傳平直度測量數據,并對測量結果的平直度、不平度進行分析,自動判斷接頭外觀質量是否滿足標準要求,同時,記錄操作員、操作時間、檢查結果等作業信息。
3.9 探傷工位
探傷工位通過自動調用或人工掃描兩種方式錄入接頭號。探傷作業情況及波形曲線與當前接頭號關聯并上傳至服務器,同時,記錄操作員、操作時間等作業信息。
3.10 發貨工位
發貨工位通過手持終端掃描待出庫的長軌號,從而形成電子發貨單。系統根據發貨單提取全部接頭質量信息并生成發貨數據包和質量合格證。質量數據包可移交給建設單位和運營單位,利用分析軟件即可查看并追溯成品鋼軌的接頭質量數據。
4 系統功能
雅萬高鐵焊軌基地信息管理系統根據不同用戶層面的操作需求,分為數據管理子系統、工位操作子系統、實時監控子系統及發貨管理App 4個部分內容,其功能架構如圖4所示。
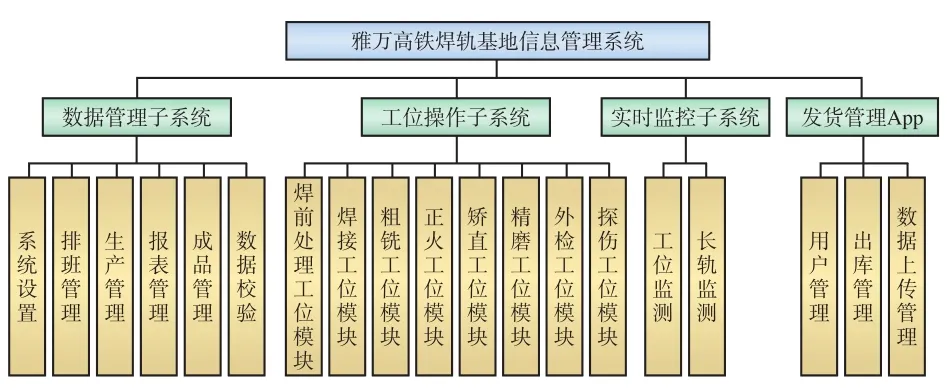
圖4 系統功能架構
4.1 數據管理
數據管理子系統管理整個焊軌基地生產線設備數據、作業人員及生產質量數據,具體功能包括系統設置、排班管理、生產管理、報表管理、成品管理、數據校驗等,子系統界面如圖5所示。

圖5 數據管理子系統界面
(1)系統設置包括對組織機構、用戶權限、操作日志等管理信息的設置,以及對鋼軌型號、速度等級、生產廠家等生產信息的設置。
(2)排班管理主要對焊軌基地作業人員的班次、工位、排班日歷等進行設置和管理。
(3)生產管理是對焊軌基地各工位采集的全部數據信息進行分類展示及管理應用,可實現對任意接頭或長軌的信息檢索,調閱并分析參數信息、焊接曲線、熱處理曲線、平直度曲線等重要質量數據。
(4)報表管理功能可對各工位的生產業務報表進行導出和打印,形成滿足驗收要求的生產記錄文檔。
(5)成品管理包括檢驗報告錄入、產品合格證打印、產品質量數據包生成等功能。
(6)數據校驗功能主要針對長軌接頭數據信息的完整性進行自動復核,避免出現數據重復錄入、接頭數據信息不完整、重復編號等問題。
4.2 工位操作
在每個工位的操作終端上運行有工位操作子系統,用于接頭相關質量數據、作業人員信息、作業狀態、接頭編號等數據信息的采集和錄入,子系統界面如圖6所示。工位操作子系統根據系統業務流程開發了8個獨立模塊,分別針對不同工位的功能需求和數據采集要求進行設計,包括焊前處理工位模塊、焊接工位模塊、粗銑工位模塊、正火工位模塊、矯直工位模塊、精磨工位模塊、外檢工位模塊、探傷工位模塊等。每一個工位模塊都能獨立運行,并通過以太網接入系統服務器,采集的數據可同時保存在本地數據庫和服務器網絡數據庫中。
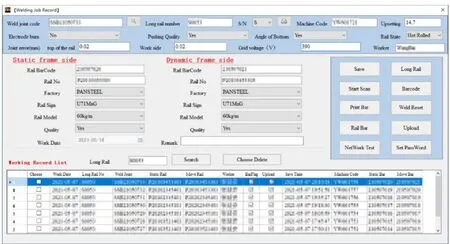
圖6 工位操作子系統界面
4.3 實時監控
實時監控子系統包括工位監測和長軌監測,可對工位操作情況、生產完成情況、接頭質量數據等信息進行可視化展示,供生產管理人員對整個焊軌基地生產情況進行管控,子系統界面如圖7所示。

圖7 實時監控子系統界面
(1)工位監測以接頭編號為索引,展示各工位的流轉情況、作業人員的基本信息和工位數據采集情況,并通過圖形顯示生產任務的完成情況等信息。
(2)長軌監測通過長軌編號和接頭編號檢索接頭作業情況及質量數據,并對采集到的關鍵數據進行曲線繪制和圖形化展示。
4.4 發貨管理
發貨管理App基于安卓系統開發,采用帶有激光掃碼功能的手持終端,主要功能包括:用戶管理、出庫管理和數據上傳管理。
(1)用戶管理用于設置發貨人員的基本信息。
(2)出庫管理利用手持終端掃描待出庫的長軌編號,形成出庫記錄單。
(3)數據上傳管理利用Wi-Fi與數據服務器進行交互,將出庫記錄單中的長軌編號與接頭質量數據進行關聯,形成發貨質量數據包并移交給建設單位和運營單位,實現鋼軌接頭的質量可追溯性。
5 關鍵技術
5.1 多元數據采集
為保證焊軌基地多元數據采集的完整性和準確性,系統采用了直接和間接兩種數據采集模式。直接采集模式是在各工位操作平臺上通過以太網接口連接設備工控機,利用TCP/IP協議傳輸并采集設備生產過程中的全部加工數據。間接采集模式讀取操作終端輸入的文本數據,采用定時器的方式直接上傳至服務器。直接采集可獲取設備的原始數據,進而有利于數據的后期處理和分析;間接采集可實現包括人工錄入和系統定義等更多信息的覆蓋。
5.2 數據安全技術
系統采用網絡數據庫MySql和單機數據庫SQLite相結合的方式,既保證了數據的集中存儲,又保證了各工位的獨立性。服務器端采用熱機雙備技術,建立主/從數據庫實時備份模式,并采用不間斷電源進行供電,保證服務器端數據的安全可靠。各工位操作平臺采用SQLite數據庫,在網絡正常狀態下,數據同時保存在本地和網絡數據庫中;在網絡故障的情況下,數據暫時保存在本地數據庫中,等網絡恢復正常后,再同步至網絡數據庫。
5.3 接頭識別技術
系統采用了條形碼自動識別技術對長鋼軌和接頭進行身份標識,與質量數據進行關聯從而實現對接頭質量的全壽命周期管理。雅萬高鐵焊軌基地的長軌編號由1位字母和4位數字組成,接頭編號由3位字母和8位數字組成。系統采用了Code128條形碼,具有編碼密度高和易識別等特點;基地采用工業級高速條碼掃描儀,可確保在鋼軌高速輸送過程中準確地識取條碼信息。
6 結束語
雅萬高鐵焊軌基地信息管理系統與焊軌基地同步建設、運行,有力地保障了雅萬高鐵焊軌基地生產任務的順利開展。系統實現了對接頭質量信息的應采盡采和各工位的無紙化作業。生產管理人員通過數據管理子系統和實時監控子系統可對生產全過程進行監控,對接頭質量問題進行數據分析和溯源,對各工位及整個生產任務進行統計分析和管理。
該系統的應用提高了雅萬高鐵焊軌基地的信息化水平、生產效率及管理水平,對于鋼軌焊接質量的控制具有重要作用。在現有基礎上可進一步運用大數據技術,與后續鋪軌、運營及維護信息進行整合,實現接頭的全壽命周期管理,更好地保障鐵路運輸安全。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國生殖健康(2019年2期)2019-08-23 08:12:08
中華手工(2017年2期)2017-06-06 23:00:31
故事大王(2016年7期)2016-09-22 17:30:08
汽車觀察(2016年3期)2016-02-28 13:16:26
中外會展(2014年4期)2014-11-27 07:46:46
兒童故事畫報(2013年3期)2013-06-24 05:40:30
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
