GH4169合金激光增材制造過程熱-力發展數值模擬
2022-05-01 02:38:58種潤郭紹慶張文揚李柏泓趙梓鈞黃帥
機械制造文摘·焊接分冊 2022年1期
關鍵詞:有限元
種潤 郭紹慶 張文揚 李柏泓 趙梓鈞 黃帥

摘要:為解決GH4169合金激光增材制造過程中變形甚至開裂的問題,采用直接耦合熱彈塑性有限元方法對GH4169合金單道多層墻體激光增材制造過程溫度和應力演變進行仿真分析。計算表明,激光增材過程沉積試件經過快速加熱和凝固冷卻過程,溫度變化速率超過1×105℃/s。熱循環溫度峰值超過2500℃,最高達2876℃。激光沉積掃描過的區域因冷卻收縮受到約束產生較高的應力。后道沉積時激光掃描到的區域溫度再次升高,先會釋放前道沉積形成的應力,隨著溫度降低會造成更大的應力。熱源加載結束的一瞬間沉積層與基板連接的部分溫度存在反常增加的現象。沉積層殘余應力以拉應力為主,高達875MPa,沿沉積方向的應力分量最大。基板在與沉積層結合部位附近殘余應力達到800MPa左右,與其相對應的遠處分布有殘余壓應力。
關鍵詞:鎳基高溫合金;激光增材制造;有限元;溫度場;應力場 中圖分類號:TG455
前言
鎳基高溫合金GH4169(美國牌號Inconel718)在-253~650℃范圍內可以保持較高的力學性能、高的耐腐蝕性能、高的抗氧化性能、較佳的焊接性能及較高的疲勞性能,因此在航空、航天、石油管道、核工業等領域具有廣泛的應用\[1\]。
增材制造技術,從開發設計模型到制造結構功能部件,徹底改變了傳統制造業模式,推動下一代工程設計和創新的出現。增材制造通過降低復雜幾何構件的成本并極大提高設計自由度,對許多行業產生了重大影響\[2\]。但是,激光增材制造過程中復雜的瞬態極速冷熱循環過程導致熱應力的產生,使零件變形甚至開裂,成為制約激光增材制造技術發展的關鍵問題\[3\]。采用試驗方法實時測量增材制造過程中變化極快的溫度、應力等重要參數十分困難,因此難以對其進行過程監測及控制。另一方面,傳統的試驗試錯方法耗時耗力,而且一種材料、一臺設備上得到的經驗參數通常不能直接應用到其他材料與設備上,使工藝研發成本進一步升高\[4\]。
為克服以上困難,研究人員與設備制造商開始探索數值模擬等方法。其中,采用熱彈塑性法開展增材制造過程熱-力耦合有限元模擬成為當前研究熱點之一。熱-力耦合分析通過同步計算增材制造過程的溫度場與應力場,對溫度、殘余應力與變形等關鍵參量進行預測。杜澤林等人\[5\]研究了成形電流與焊接速度對鋁合金應力與變形的影響,發現熱輸入是影響電弧增材制造應力與變形的關鍵因素。龔丞等人\[6\]采用數值模擬研究了316L不銹鋼激光增材制造單層沉積工藝參量對殘余應力的影響,結果表明,沉積層內沿掃描方向均為拉應力,垂直掃描方向有壓應力和拉應力,高度方向殘余應力數值較小。沉積層內不同方向的殘余應力隨激光功率、掃描速率和送粉量變化呈現不同變化特點。趙宇輝等人\[7\]通過計算驗證Inconel625鎳基高溫合金激光增材制造時采用單點預熱、局部預熱、提高環境溫度和先分區再連接等4種內應力控制方式的有效性,發現這些方法能夠不同程度地降低殘余應力、防止變形開裂。張義福等人\[8\]研究了H13鋼薄壁激光增材制造時單向沉積和來回往復沉積2種掃描策略的殘余應力,結果表明單向沉積壁殘余應力略低于來回往復沉積壁。
由于熱彈塑性有限元法計算量大,受計算規模和計算效率限制目前計算仍以薄壁、圓環\[9\]等簡單形狀、較小尺寸零件為主,薄壁長度以幾十毫米為主。為優化工藝參數、降低其沉積態殘余應力,文中針對GH4169合金薄壁零件激光直接沉積,采用MSCMarc有限元軟件進行數值模擬,并且通過采取合理選擇網格尺寸以及利用對稱性等數值模型改進措施,使能夠模擬的薄壁零件的長度達到120mm,高度達到4mm。
1有限元模型
1.1模型假設
增材制造過程影響因素眾多,很難全部考慮。因此文中模型中考慮如下簡化假設\[7,10\]:①基板與沉積層材料為各向同性的連續統一體;②材料熱、力性能參數隨溫度變化;③熱源簡化為高斯模型且保持恒定,忽略穿透效應;④表面對流換熱系數簡化為常數;⑤基板與沉積層材料服從VonMises屈服準則,塑性區服從流動準則與硬化準則;⑥忽略沉積過程中的汽化;⑦忽略熔池內流動對溫度場、應力場的影響。
1.2熱分析模型
對于密度不變、熱容各向同性的物體,熱平衡控制方程\[11\]如下:
式中:T為溫度;t為時間;為散度;q為熱流;r為位置矢量;Q為體熱源。
金屬體內熱量通過熱傳導傳遞,以傅里葉定律描述:
式中:qcond為熱傳導熱流;k為各向同性熱導率;為梯度;T為溫度。
激光熱輸入采用高斯面熱源模型:
式中:qin為光斑內任一點輸入熱流密度;P為激光功率;η為材料對激光的吸收率;r′為激光光斑半徑;R為任意點到激光熱源中心點的距離。
考慮將對流換熱系數與輻射換熱系數結合為一個等效換熱系數,總熱流損失以牛頓定律表示:
式中:h為等效換熱系數;Ts為表面溫度;T∞為室溫,設為25℃;hconv為對流換熱系數hrad為輻射換熱系數;ε為表面發射率,設為0.3;σ為斯蒂夫玻爾茲曼常數。
1.3力分析模型
力平衡控制方程為:
式中:σ為應力張量;C為四階剛度矩陣;e為彈性應變張量。
力學計算過程中采用大變形假設。
1.4材料添加模型
采用Marc軟件中自帶的“生死單元法”。代表金屬沉積區域的單元從分析中刪除,僅考慮與激活單元對應的節點自由度。數值分析求解過程只計算激活單元的殘差和雅可比行列式,并僅求解激活節點自由度。
與靜態單元法相比,生死單元法有如下優點:沒有因比例因數引起的錯誤或矩陣病態;僅對激活單元執行元素殘差和雅可比計算;通過牛頓-拉夫森線性化,一次只考慮激活的節點自由度,形成的矩陣規模較小。
生死單元法也有如下缺點:使用用戶子程序實現過程較為復雜;每次激活單元時,都必須重新對節點與方程式進行編號,并初始化求解器,這可能會抵消求解較小矩陣的計算優勢;激活單元時,連接未激活單元與激活單元的節點可能不在初始溫度,引入人為誤差。
1.5依賴溫度的材料模型
增材制造過程中材料經歷大范圍溫度變化,隨溫度變化的材料性能參數對增材制造模擬的準確性非常重要。但是,某些隨溫度連續變化的材料性能參數,尤其是在高溫部分很難準確獲得。
基板與沉積材料均為GH4169。查詢《中國航空材料手冊》\[1\]得到GH4169合金1000℃以內材料參數,部分高溫部分參數參考文獻\[12\]。在手冊給出的測量值參數之間線性插值。增材制造過程不會低于室溫,低于20℃的參數不用外推。高于手冊給出最高溫度以上軟件默認線性外推或平推,文中自定義高溫部分材料性能參數。
金屬導熱機制為電子導熱,熔化后的液態金屬電子運動更加劇烈,而且液態金屬出現后增加了對流換熱,因此熱導率在熔點附近會有突變。而屈服強度和彈性模量在接近熔點時會降低至零,液相完全沒有強度。但計算過程需要材料強度和彈性模量非負以避免剛度矩陣病態問題,因此在接近熔點以及熔點以上設置屈服強度與彈性模量為室溫的10%,并假設在此溫度區域內金屬具有理想塑性。對于其他材料性能參數,超出手冊給出的溫度范圍時都使用最高溫度對應的值。計算考慮熔化和凝固的相變潛熱。熔點在1260~1320℃之間,取1320℃為液相線。相變潛熱為297.6J/g。具體參數見表1、表2。
1.6有限元模型
沉積基板尺寸為130mm×50mm×5mm,沉積層尺寸為120mm×1.2mm×4mm。工藝參數為激光功CM率800W,光斑直徑0.8mm,單道沉積寬度1.2mm。掃描速度10mm/s,沉積20層,每層掃描時間12s,沉積總時間為240s。沉積單層層厚0.2mm,總高度4mm。單道多層沉積模型具有對稱性,為減小計算規模、縮短計算時間取一半模型進行模擬。圖1為有限元網格模型。在沉積層及其附近采用小尺寸網格,尺寸為0.2mm×0.2mm×0.2mm。遠離沉積層采用大尺寸網格,中間部分過渡網格尺寸。模型中共有72648個單元,93300個節點。
力學邊界條件:基板底部節點x,y,z3個方向的位移約束均設置為0。對稱面節點x方向的位移約束設置為0,使其只能在對稱面yOz面內移動。熱學邊界條件為對流和輻射散熱,對流換熱系數為40W/(cm2·℃),表面發射率設為0.3,加載在除對稱面外的所有表面。初始溫度20℃,加載在所有節點上。
載荷工況分段加載,沉積過程共240s,設為固定時間步長0.02s。冷卻過程7200s,采用自適應步長策略。
2沉積過程數值模擬
2.1沉積過程溫度場
分別選取沉積至第5層中點、沉積第10層中點、沉積第15層中點和沉積第20層中點時刻的溫度場分布,如圖2所示。圖中灰色部分表示超過熔點(1320℃)的熔池,激光加熱能熔合之前熔覆的部分,形成冶金結合。在沉積方向前沿溫度梯度大,沉積方向后方溫度梯度小。整體溫度梯度變化劇烈。隨著沉積層增加,熱量累積明顯。在沉積至第20層時刻,光源前方有溫度反常高部分。
提取第19層中點到第20層中點的溫度場,如圖3~圖5。激光掃過后,沉積層頂端溫度下降最快,高度越低,溫度降低越慢。基板上表面形成長橢圓狀溫度分布。總體形成溫度分布的尖角。總體上,沉積過程中熔池,隨著沉積層高度上升,表面積增加,沉積層的散熱方式由向基板的傳導為主逐漸轉變為沉積層表面對流輻射散熱為主。
圖6為第2,7,12,17層中點沉積過程熱循環曲線,熱循環曲線峰值溫度下降,谷值溫度逐漸上升,隨沉積過程反復振蕩,振幅減小。隨沉積層高度增加,熱循環曲線峰值溫度非線性增加至2800℃以上,說明沉積過程有熱累積效應。溫度在極短時間內升高并降低,升溫降溫速率均超過105℃/s。
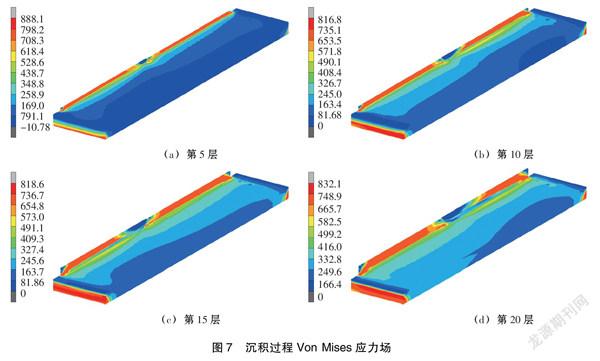
2.2沉積過程應力場
分別選取沉積至第5層中點、沉積第10層中點、沉積第15層中點和沉積第20層中點時刻的應力場分布,如圖7所示。由圖2和圖7,激光沉積掃描過的區域因冷卻收縮受到約束產生較高的應力。后道沉積時激光掃描到的區域溫度再次升高,先釋放前道沉積形成的應力,隨著溫度降低會造成更大的應力。
沉積結束時間為240s。240.06s溫度場中,沉積層與基板連接部分溫度異常升高,如圖8a所示。同時刻應力場中,同一位置VonMises應力非常高,如圖8b所示。由此可推斷,局部區域溫度異常升高的原因可能是該部位沉積層降溫收縮時受基板約束的力非常大,引起大的塑性應變,使轉化為熱能的塑性變形功顯著增加。
3沉積結束數值模擬
3.1殘余應力場
冷卻7200s后的殘余應力場分布如圖9所示。殘余應力主要集中在沉積層上,沿沉積方向的縱向(y向)殘余拉應力最大。沉積層兩端上方外側,由于沒有約束,可以自由收縮,殘余應力較小。垂直于沉積方向的橫向(x向)殘余應力和高度方向z向殘余應力數值較小。基板殘余應力水平較低,與沉積層結合部分以殘余拉應力為主,其他部分以殘余壓應力為主。
在基板上表面,與沉積層結合部分有較大壓應力。基板縱向兩端有部分y向殘余壓應力和z向殘余壓應力分布,橫向遠離沉積層有部分x向和z向殘余壓應力分布。
中截面殘余應力場分布如圖10所示。較大的殘余應力集中在沉積層,以y向殘余拉應力為主。沿深度方向,沉積層與基板連接處均為拉應力,基板向下部分有殘余拉應力。基板底面沿y向為殘余拉應力,x向與z向均為殘余壓應力。
3.2不同路徑殘余應力
文獻\[6,8,13\]中選取薄壁墻對稱路徑上的應力分布。但由應力云圖,應力最大最容易變形甚至開裂的區域是沉積層與基板連接的部分。因此,文中選取沉積層與基板相交的路徑和沉積層棱邊進行分析,示意圖如圖11所示。
圖12為不同路徑的殘余應力分布。如圖12a所示,沿ab0路徑,y方向殘余應力在沉積層和基板連接部分(0mm到0.6mm)是拉應力,沿路徑ab0先快速降低,再逐漸降低,到遠端部分(大于3mm)為較小殘余拉應力。x方向和z方向殘余應力幾乎全是拉應力,沉積層與基板連接部分應力水平高。由圖12b,沿ab1路徑,y方向殘余應力在沉積層和基板連接部分是拉應力,沿路徑ab1逐漸降低至0,遠端部分有較小殘余壓應力。x方向和z方向殘余應力幾乎全是拉應力,沉積層與基板連接部分應力水平高。由圖12c,沿ab2路徑,3個應力分量變化趨勢相似,在沉積層與基板連接部分有極高壓應力,應力沿ab2先急速下降至0,再轉變為拉應力急速升高,隨后逐漸下降至0。沿路徑ab0、路徑ab1和路徑ab2應力分布情況有較大差異。
由圖12d和圖12e,應力沿路徑cd1與路徑cd2分布情況類似,x方向與y方向應力水平較高,在沉積層與基板連接處變化幅度劇烈。3個應力分量在基板內部(-5~0mm)內以拉應力為主,在沉積層(0~4mm)棱邊上以壓應力為主。這是因為冷卻過程中收縮,棱邊沒有約束,自由向內變形。
由圖12f,沿路徑ef,VonMises等效應力在基板兩端較小,在沉積層上迅速上升至700MPa以上。隨著層數上升,薄壁墻兩端低應力區逐漸增大。
4結論
(1)GH4169合金單道20層激光增材制造沉積,隨層數和熱量累積的增加,通過內部的熱傳導散熱速度降低,沉積層越高部分通過表面的對流和輻射散熱越快。
(2)各沉積層經歷自身沉積及后續沉積的加熱冷卻快速熱循環,且其溫度變化幅度依次減小;隨沉積層數增加,沉積熱循環峰值溫度增加且趨于穩定。
(3)墻體完全冷卻后,沉積層整體以殘余拉應力為主,y方向應力分量最大。薄壁墻兩端上方不受約束,應力水平較低。基板應力水平較低。參考文獻
[1]《中國航空材料手冊》編輯委員會.中國航空材料手冊(第2版):第2卷\[M\].北京:中國標準出版社,2001.
\[2\]SunQingqing,SangHaibo,LiuYibo,etal.Crosssectionscantraceplanningbasedonarcadditivemanufacturing\[J\].ChinaWelding,2019,28(4):16-21.
\[3\]王華明.高性能大型金屬構件激光增材制造:若干材料基礎問題\[J\].航空學報,2014,35(10):2690-2698.
\[4\]FrancoisMM,SunA,KingWE,etal.Modelingofadditivemanufacturingprocessesformetals:Challengesandopportunities\[J\].CurrentOpinioninSolidStateandMaterialsScience,2017,21:1-9.
\[5\]杜澤林,張文明.電弧增材制造中鋁合金的應力與變形的模擬\[J\].內燃機與配件,2020(3):110-113.
\[6\]龔丞,王麗芳,朱剛賢,等.激光增材制造工藝參數對熔覆層殘余應力的影響\[J\].激光技術,2019,43(2):263-268.
\[7\]趙宇輝,趙吉賓,王志國,等.Inconel625鎳基高溫合金激光增材制造內應力控制方式研究\[J\].真空,2020,57(3):73-79.
\[8\]張義福,張華,朱政強,等.沉積路徑對激光增材制造結構件殘余應力的影響\[J\].上海交通大學學報,2019,53(12):1488-1494.
\[9\]葛芃,張昭,張少顏,等.圓環構件增材制造殘余應力模擬及尺寸效應分析\[J\].塑性工程學報,2019,26(5):249-255.
\[10\]龔丞,王麗芳,朱剛賢,等.激光增材制造316L不銹鋼熔覆層殘余應力的數值模擬研究\[J\].應用激光,2018,38(3):402-408.
\[11\]GougeM,MichalerisP.Thermomechanicalmodelingofadditivemanufacturing(1stedition)\[M\].Oxford,UnitedKingdom:ElsevierButterworthHeinemann,2017.
\[12\]郭紹慶,周標,李能,等.GH783/GH4169環件異種金屬焊接熱-力過程的有限元分析\[J\].焊接,2011(12):22-26.
\[13\]任朝暉,劉振,周世華,等.鈦合金激光熔絲增材制造的溫度場與應力場模擬\[J\].東北大學學報(自然科學版),2020,41(4):551-556.
種潤簡介:種潤,碩士研究生;主要從事激光增材制造應力與變形數值模擬的研究。
郭紹慶者簡介:通信作者,博士,研究員;主要從事材料焊接性、焊接工藝及增材制造方面的研究;已發表論文50余篇。
基金項目:國家自然科學基金項目(51275496);北京市科技計劃航空發動機及燃氣輪機培育項目(Z181100003318001)。
源文獻:種潤,郭紹慶,張文揚,等.GH4169合金激光增材制造過程熱-力發展數值模擬[J].焊接,2021(3):13-21.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
