X80管線鋼激光-MAG復合橫焊打底焊工藝*
2022-04-28 11:59:14苗春雨焦向東朱加雷李京洋王凱
機械制造文摘(焊接分冊)
2022年2期
關鍵詞:焊縫
苗春雨, 焦向東,, 朱加雷, 李京洋, 王凱
(1.北京石油化工學院,北京 102617;2.北京化工大學,北京 100029;3.燕山石化高科技術有限責任公司,北京 100000)
0 前言
激光電弧復合焊是新型高能束焊接方法之一,集合了激光焊與電弧焊兩種熱源的優勢,彌補了激光焊能量利用率低、工藝適應性差的缺點[1],在減小熱輸入、增加熔深、減小焊接缺陷、節約能源等方面表現出了極大優勢[2-3]。與傳統電弧焊相比,激光電弧復合橫焊可實現較大板厚的單面焊雙面成形,不僅可以綜合激光焊和電弧焊兩者的優點,還可彌補橫焊過程中熔池金屬下淌,焊接工序復雜,焊接缺陷多等缺點,有利于增加熔深,提高橫焊焊接接頭尺寸均勻性、微觀組織均勻性,可以大大提高橫焊接頭質量與性能[4-5]。激光電弧復合橫焊也具有廣泛的應用領域,在輸油管線、船舶和壓力容器等大型厚壁件常常使用橫焊的連接形式[6-9],將激光-電弧復合橫焊應用到厚壁件中,在提高焊接速度、焊接質量,減少焊接變形,抑制橫焊側壁未熔合和未焊透等焊接缺陷方面將表現出極大優勢[10-12]。
1 試驗部分
1.1 試驗設備及材料
采用IPG公司生產的型號IPG YLS-4000的光纖激光器進行試驗,焊機使用唐山松下產業機器有限公司生產的多功能MIG/MAG焊機,型號為YD-500GL5,試驗設備和激光-MAG復合橫焊原理如圖1所示。
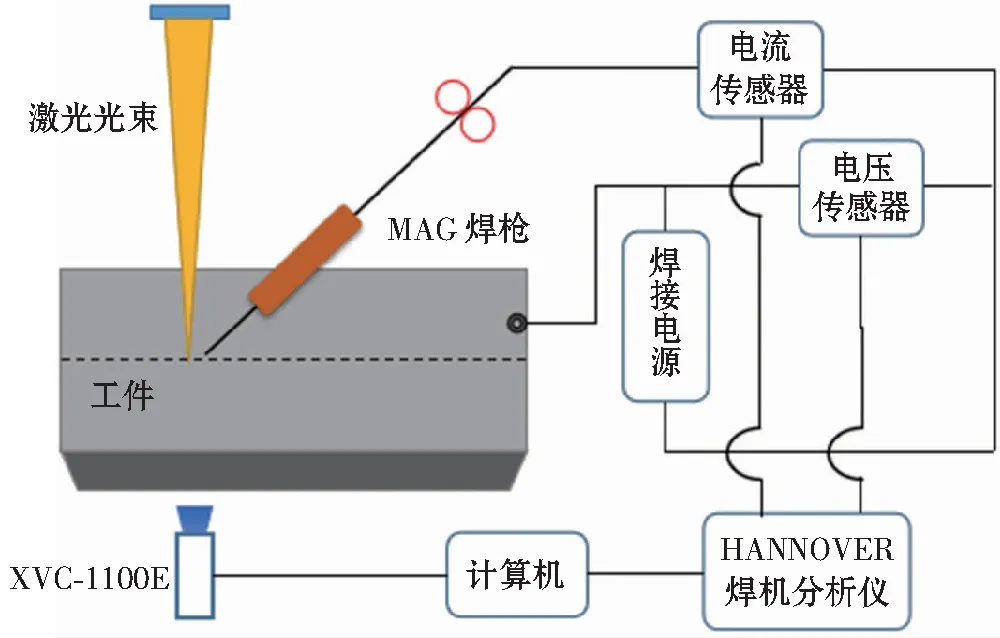
圖1 激光-MAG復合橫焊試驗系統
選用西氣東輸工程專用的X80管線鋼為試驗材料,試件尺寸為400 mm×70 mm×10 mm,坡口角度為上坡口30°,下坡口20°,鈍邊為4 mm。X80管線鋼化學成分見表1。根據國際標準ISO 3183: 2012《石油和天然氣工業管道輸送系統用鋼管》,X80管線鋼性能見表2。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
燕山大學學報(2014年2期)2014-03-11 15:28:16
