特斯拉雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)的研發(fā)
2022-04-28 03:43:24洪五貴洪隆彪
機(jī)械工程師 2022年4期
洪五貴, 洪隆彪
(江蘇帝浦拓普智能裝備有限公司,江蘇 昆山 215300)
0 引言
隨著新能源汽車的興起,其中尤其以特斯拉汽車為代表,銷量節(jié)節(jié)攀升,其中特斯拉雨刮器閥體需求也隨著增加,目前特斯拉雨刮器閥體因零部件較多(如圖1),組裝工藝繁瑣,組裝精度高,閥體水形角度種類多,功能測(cè)試工藝復(fù)雜。目前還是采用人工作業(yè)的方式,需要消耗大量的人力物力,且人工勞動(dòng)強(qiáng)度高,工作量大,不良率高,閥體規(guī)格種類繁多,切換料號(hào)生產(chǎn)頻繁,人工組裝已無(wú)法滿足日益增長(zhǎng)的生產(chǎn)需求。為了解決以上問(wèn)題,本文開(kāi)發(fā)了一臺(tái)雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)。
1 雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)的特點(diǎn)
1)效率高。經(jīng)實(shí)踐證明設(shè)備UPH≥450,而人工UPH只有150,效率提升3倍。2)通用性強(qiáng)。該設(shè)備可存儲(chǔ)多種產(chǎn)品規(guī)格的生產(chǎn)程序,在幾分鐘內(nèi)就可以切換不同規(guī)格的產(chǎn)品生產(chǎn),根據(jù)客戶訂單需求,程序一鍵切換即可。3)自動(dòng)化程度高。該設(shè)備只需人工更換閥體托盤(pán),添加供料盤(pán)物料,其它組裝與測(cè)試動(dòng)作由設(shè)備自動(dòng)完成。4)泛用性強(qiáng)。對(duì)于不同尺寸、外形的閥體,只要更換定位仿形基座,調(diào)整伺服系統(tǒng)與六軸機(jī)械手的參數(shù),即可實(shí)現(xiàn)不同尺寸和不同外形的閥體組裝與功能測(cè)試。
2 雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)整體結(jié)構(gòu)及工作原理
2.1 雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)整體結(jié)構(gòu)
雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)整體結(jié)構(gòu)如圖2所示。
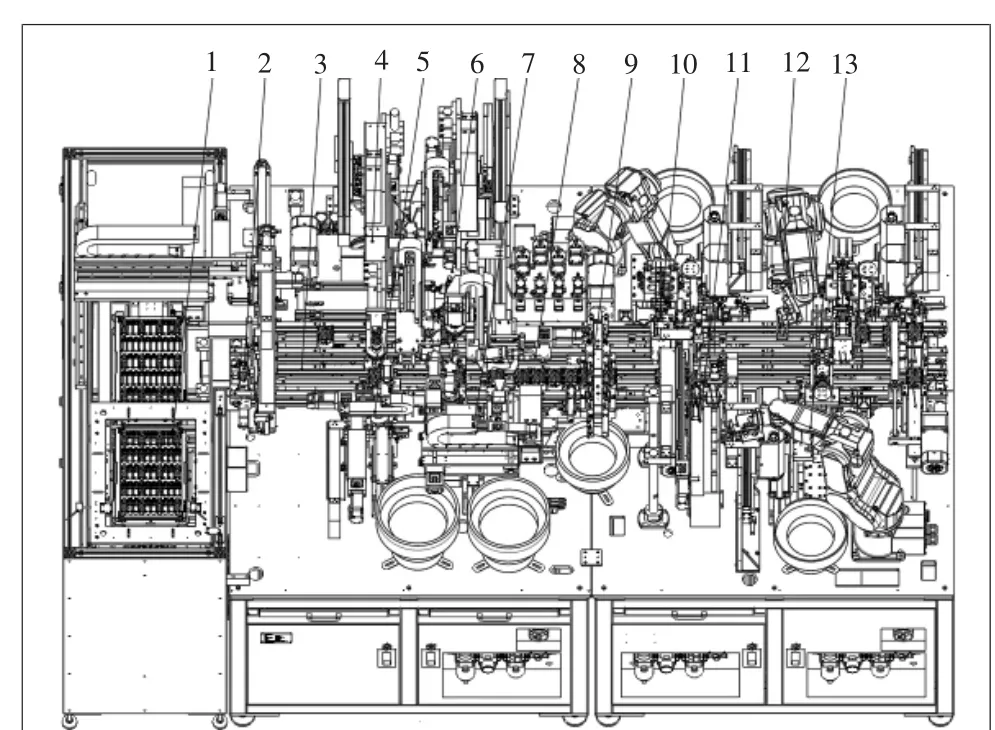
圖2 OC閥體自動(dòng)組裝機(jī)整體結(jié)構(gòu)
2.2 雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)工作原理
1)人工將擺滿待組裝閥體的托盤(pán),放入上下料模組1中,同步人工從上下料模組1取出,擺滿組裝測(cè)試完成產(chǎn)品的托盤(pán)。待組裝閥體的托盤(pán),通過(guò)上下料模組1中升降機(jī)構(gòu)向上運(yùn)動(dòng)至橫移機(jī)構(gòu)處,與底下一層Tray盤(pán)實(shí)現(xiàn)分離,橫移機(jī)構(gòu)對(duì)Tray盤(pán)二次定位后,移動(dòng)到上下料位置,上下料模組1中XYZ搬運(yùn)模組夾取Tray盤(pán)內(nèi)閥體搬運(yùn)至回流線上的載具2內(nèi),同時(shí)XYZ搬運(yùn)模組3從載具2內(nèi)夾取成品后,返回到上下料位置,把成品放到空的托盤(pán)內(nèi),裝好閥體的載具2流出。
2)載具2由回流線模組3帶到硅膠動(dòng)塞組裝模組5工站處,載具二次定位打開(kāi),對(duì)載具2精定位,載具內(nèi)閥體負(fù)壓吸附打開(kāi)(硅膠動(dòng)塞組裝完成后,保持中心位置不會(huì)發(fā)生變化),上相機(jī)Z方向視覺(jué)檢測(cè)閥體組裝內(nèi)徑中心,反饋給XYZ搬運(yùn)模組,硅膠動(dòng)塞由振動(dòng)盤(pán)供料,分離并錯(cuò)位定位,硅膠動(dòng)塞組裝模組5中的XYZ搬運(yùn)模組負(fù)壓吸取硅膠動(dòng)塞,運(yùn)動(dòng)至下相機(jī)檢測(cè)工位。Z方向視覺(jué)檢測(cè)硅膠動(dòng)塞外徑中心,后計(jì)算引導(dǎo)與閥體組裝,XYZ搬運(yùn)模組完成動(dòng)作后,返回硅膠動(dòng)塞吸取位等待下一次動(dòng)作,裝好硅膠動(dòng)塞的載具2流出。
3)載具2由回流線模組3帶入彈簧&動(dòng)塞蓋組裝模組7工站處,載具二次定位打開(kāi),對(duì)載具2精定位,載具內(nèi)閥體負(fù)壓吸附一直保持,保證硅膠動(dòng)塞組裝完成后,保持中心位置在載具2移動(dòng)過(guò)程中不會(huì)發(fā)生變化。上相機(jī)Z方向視覺(jué)檢測(cè)載具2內(nèi)閥體組裝內(nèi)徑中心,彈簧由振動(dòng)盤(pán)供料,分離并錯(cuò)位定位,動(dòng)塞蓋由振動(dòng)盤(pán)供料,分離并錯(cuò)位定位,彈簧&動(dòng)塞蓋組裝模組7中XYZR搬運(yùn)模組附帶相機(jī)Z方向視覺(jué)檢測(cè)動(dòng)塞蓋上方排水孔位置大小,負(fù)壓吸取動(dòng)塞蓋,R軸計(jì)算旋轉(zhuǎn),運(yùn)動(dòng)至彈簧組裝位,與彈簧預(yù)組裝后,彈簧&動(dòng)塞蓋組裝模組7中XYZR搬運(yùn)模組運(yùn)動(dòng)至下相機(jī)檢測(cè)工位,Z方向視覺(jué)檢測(cè)彈簧直徑、中心位置后,引導(dǎo)與閥體本體組裝,完成組裝后,XYZR搬運(yùn)模組返回動(dòng)塞蓋吸取位等待下一次動(dòng)作,裝好彈簧&動(dòng)塞蓋的載具2流出。
4)載具2由回流線模組3帶入3D掃描模組8工站處,載具二次定位打開(kāi),對(duì)載具2精定位,3D掃描模組8中的X橫移軸攜帶3D線激光掃描檢測(cè)動(dòng)塞蓋與閥體基準(zhǔn)面段差值,系統(tǒng)記錄量測(cè)數(shù)據(jù),3D掃描完成的載具2流出。
5)載具2由回流線模組3帶入氣密性測(cè)試模組9工站處,載具二次定位打開(kāi),對(duì)載具2精定位,帶入氣密性測(cè)試模組9中的測(cè)試機(jī)構(gòu)分別使用4組不同定制硅膠堵頭對(duì)N1/N1/N5噴嘴孔與N3/N4噴水孔進(jìn)行密封,充氣機(jī)構(gòu)對(duì)閥體持續(xù)注入空氣,斷開(kāi),測(cè)試閥體密封值是否有變化,系統(tǒng)記錄量測(cè)數(shù)據(jù),完成氣密性測(cè)試的載具2流出。
6)載具2由回流線模組3帶入NG排除模組11工站處,載具二次定位打開(kāi),對(duì)載具2精定位,搬運(yùn)機(jī)構(gòu)對(duì)3D掃描數(shù)據(jù)NG、氣密性測(cè)試NG等不良品,分類放入不良收納盒,完成NG排除的載具2流出。
7)載具2由回流線模組3帶入N5噴嘴插入模組13工站處,載具二次定位打開(kāi),對(duì)載具2精定位,噴嘴由振動(dòng)盤(pán)供料,分離并錯(cuò)位定位后,機(jī)械手負(fù)壓吸取噴嘴后,放置到插入基座定位PIN孔內(nèi),磁力吸附,噴嘴由氣缸鉚入到閥體內(nèi),然后由機(jī)械手調(diào)整N5水形角度,組裝好N5噴嘴的載具2流出。
8)載具2由回流線模組3帶入N1噴嘴插入模組12工站處,載具二次定位打開(kāi),對(duì)載具2精定位,噴嘴由振動(dòng)盤(pán)供料,分離并錯(cuò)位定位,機(jī)械手負(fù)壓吸取噴嘴后,放置到插入基座定位PIN孔內(nèi),磁力吸附,噴嘴由氣缸鉚入到閥體內(nèi),然后由機(jī)械手調(diào)整N1水形角度,組裝好N1噴嘴的載具2流出。
9)載具2由回流線模組3帶入N2噴嘴插入模組10工站處,載具二次定位打開(kāi),對(duì)載具2精定位,噴嘴由振動(dòng)盤(pán)供料,分離并錯(cuò)位定位,機(jī)械手負(fù)壓吸取噴嘴后,放置到插入基座定位PIN孔內(nèi),磁力吸附,噴嘴由氣缸鉚入到閥體內(nèi),然后由機(jī)械手調(diào)整N2水形角度,組裝好N2噴嘴的載具2流出。
10)載具2由回流線模組3帶入開(kāi)閉壓測(cè)試模組6工站處,載具二次定位打開(kāi),對(duì)載具2精定位,開(kāi)閉壓測(cè)試模組6中的搬運(yùn)機(jī)構(gòu)夾取載具2內(nèi)閥體放置到水箱仿形基座內(nèi),閥體二次定位,充水機(jī)構(gòu)對(duì)閥體持續(xù)注入0.08~0.20 MPa純凈水,測(cè)試閥體開(kāi)啟壓力與關(guān)閉壓力,測(cè)試完成后,不良品放入不良品盒,良品放回載具2內(nèi),完成開(kāi)閉壓測(cè)試的載具2流出。
11)載具2由回流線模組3帶入水形測(cè)試模組4工站處,載具二次定位打開(kāi),對(duì)載具2精定位,水形測(cè)試模組4中的搬運(yùn)機(jī)構(gòu)夾取載具2內(nèi)閥體放置到水箱仿形基座內(nèi),閥體二次定位,注水機(jī)構(gòu)對(duì)閥體持續(xù)注入0.2 MPa純凈水。N1/N5水平與垂直背光源打開(kāi),視覺(jué)檢測(cè)計(jì)算N1/N5水平與垂直水形角度,N2水平與垂直背光源打開(kāi),視覺(jué)檢測(cè)計(jì)算N2水平與垂直水形角度,同步N3/N4噴水孔噴水至擺錘底部,槽型光電檢測(cè)擺錘擺動(dòng),N3/N4噴水孔是否貫穿,注水機(jī)構(gòu)返回。測(cè)試完成后,不良品放入不良品盒,良品放回載具2內(nèi),完成水形測(cè)試的載具2流出到Tray盤(pán)上下位置,等待新的動(dòng)作循環(huán)。
2.3 雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)核心噴嘴插入模組主體結(jié)構(gòu)
此機(jī)的核心是噴嘴插入模組,因閥體設(shè)計(jì)要求,噴嘴在閥體內(nèi)保持一定的保持力,所以插入時(shí)要破壞閥體本身,要求插入閥體的力量大于180 N。且不同規(guī)格的閥體噴嘴與閥體的角度是不同的,角度種類很多,每款閥體的角度都是噴嘴閥體孔芯為球心,在30°的球面內(nèi),在角度調(diào)整完成前,插入仿形吸嘴不可以脫離噴嘴,防止噴嘴角度發(fā)生偏移。角度調(diào)整時(shí),如果用線性模組來(lái)完成,則機(jī)構(gòu)龐大且非常復(fù)雜,開(kāi)發(fā)成本高,如使用負(fù)載20 kg以上的六軸機(jī)械手,則外形龐大,占用設(shè)備運(yùn)動(dòng)空間多,價(jià)格昂貴,不適合雨刮器組裝線體。所以需要開(kāi)發(fā)一套合適的機(jī)構(gòu)來(lái)實(shí)現(xiàn)此動(dòng)作。
設(shè)計(jì)一套插入力200 N的機(jī)構(gòu)來(lái)完成噴嘴插入動(dòng)作,機(jī)構(gòu)基準(zhǔn)面上設(shè)計(jì)有2個(gè)φ12 mm 的定位PIN孔,限制前后左右方向的偏擺,基準(zhǔn)面兩側(cè)各安裝一款吸附力為78.4 N的電磁鐵,限位上下方向的偏擺,然后用4 kg六軸機(jī)械手附帶的壓力保持氣缸來(lái)實(shí)現(xiàn)噴嘴插入閥體,4 kg六軸機(jī)械手來(lái)完成每款閥體的角度調(diào)整都是噴嘴以閥體孔芯為球心在30°的球面內(nèi)的水形角度調(diào)整。
噴嘴插入模組主體結(jié)構(gòu)如圖3所示。
2.4 雨刮器OC閥體自動(dòng)組裝&測(cè)試機(jī)主要核心噴嘴插入模組動(dòng)作
1)噴嘴整列供料。噴嘴整列供料動(dòng)作如圖3所示,人工將噴嘴倒入振動(dòng)盤(pán),供料盤(pán)工作,電磁鐵控制器按照設(shè)定頻率(頻率可調(diào))提供給電磁鐵脈沖電流,使得彈簧鋼板產(chǎn)生周期性的斜向上的振動(dòng)力,從而引起料斗圍繞其垂直軸做扭擺振動(dòng)。噴嘴沿料斗內(nèi)的螺旋軌道運(yùn)動(dòng),按照設(shè)計(jì)姿態(tài)整列出料到噴嘴吸取位10。
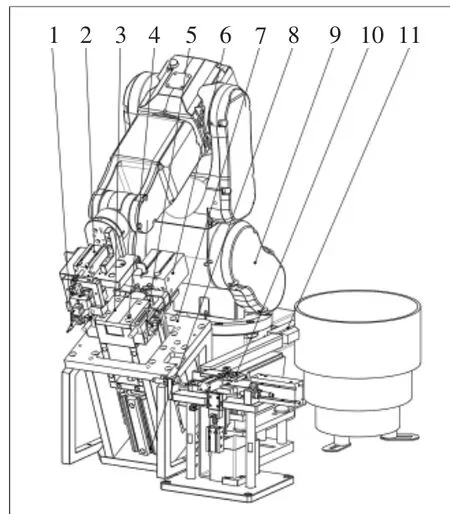
圖3 噴嘴插入模組主體結(jié)構(gòu)
2)取噴嘴。六軸機(jī)械手9將仿形吸嘴模塊1移動(dòng)至噴嘴吸取位10,仿形吸嘴模塊1負(fù)壓打開(kāi),吸取噴嘴。
3)插入噴嘴。插入基座7向上頂升至插入位,六軸機(jī)械手9將仿形吸嘴模塊1放到基準(zhǔn)面3定位PIN孔中,電磁鐵5磁力吸附,插入氣缸6頂出,噴嘴插入閥體。
4)噴嘴角度調(diào)整。噴嘴鉚入閥體后,壓力保持氣缸2打開(kāi),插入氣缸6退回,電磁鐵5磁力關(guān)閉,插入基座7向下退回,六軸機(jī)械手9調(diào)整水形角度后,壓力保持氣缸2退回,六軸機(jī)械手9返回安全位。
2.5 核心模組噴嘴中插入氣缸設(shè)計(jì)計(jì)算舉例
已知噴嘴鉚入閥體實(shí)際需要的推力F1要大于180 N,噴嘴才能刺入閥體塑膠本體。客戶端空壓機(jī)工作壓力P是0.3~0.5 MPa,插入速度必須小于80 mm/s。使用環(huán)境為普通電子車間。
選擇氣缸類型時(shí),因考慮空間、安裝和成本,初選氣缸為自由安裝氣缸CDU型,缸徑D為32 mm。為防止活塞和缸蓋相碰,氣缸行程選取20 mm。客戶端空壓機(jī)工作壓力P設(shè)定為0.4 MPa。
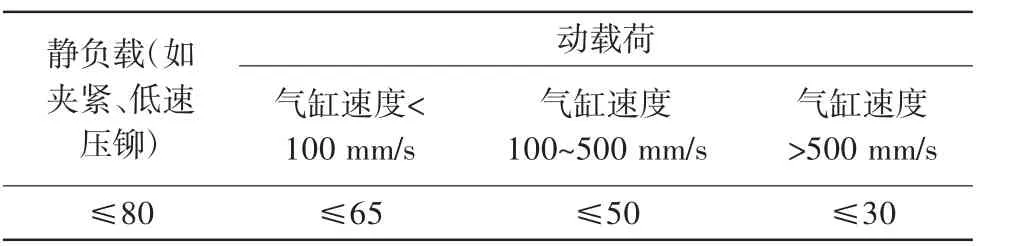
表1 負(fù)載率η選取參考表%
得出:F2=0.65×3.14÷4×16×16×0.4≈209 N。
氣缸選擇核定:實(shí)際需要推力<?xì)飧椎睦碚撏屏Γ碏1<F2,得出180 N<209 N,所以氣缸缸徑φ32 mm滿足要求。
3 結(jié)語(yǔ)
本設(shè)備解決了批量多角度產(chǎn)品種類的自動(dòng)化需求,PLC存儲(chǔ)多種零部件的選料程序,在幾分鐘內(nèi)就可切換不同規(guī)格產(chǎn)品種類生產(chǎn),現(xiàn)公司原型機(jī)已導(dǎo)入特斯拉新能源汽車生產(chǎn)線中,已批量生產(chǎn)4臺(tái),產(chǎn)值達(dá)到2000多萬(wàn)元,其中核心技術(shù)已申請(qǐng)專利保護(hù),例如“一種雨刮器組裝設(shè)備”(專利號(hào)ZL 2021 1 0708743.4)、“一種角度可調(diào)節(jié)的噴嘴鉚壓機(jī)構(gòu)”(ZL 2021 1 0598994.1)等兩項(xiàng)發(fā)明專利已經(jīng)在公示中。目前客戶使用,反饋效果良好,有著良好的市場(chǎng)前景。
