基于水輪發(fā)電機鏡板鏡面加工中非材質缺陷導致拖尾現(xiàn)象的解決方案
2022-04-28 03:43:24鄒銀行劉甲元
機械工程師 2022年4期
鄒銀行, 劉甲元
(東方電氣集團東方電機有限公司,四川 德陽 618000)
1 鏡板的作用及加工過程簡述
鏡板是水輪發(fā)電機組推力軸承的關鍵部件之一,機組運行中它與推力瓦進行摩擦,并承受整臺機組軸向負荷。鏡板油膜厚度一般只有0.03~0.05 mm,如果鏡面有刮痕、高點、毛刺等缺陷,則可能破壞油膜及推力瓦面,甚至造成燒瓦事故;而鏡面的平面度和表面粗糙度若達不到要求(Ra 0.1~0.3 μm),則軸承的承載能力下降,摩擦損耗增加,因此對鏡板的材質、加工精度和表面粗糙度都有較高要求。鏡板鏡面主要是利用立車加工,主要工藝包括粗車、時效、半精車、精車、砂輪磨削、研磨、拋光等,使鏡面的平面度、平行度及表面粗糙度得到可靠保證。粗車主要是檢查加工余量,去除多余的加工量。時效是鏡板粗車后在露天放置1 個月,釋放應力,以防止在精車過程中變形。半精車是為精車做準備,在半精車過程中,鏡板的平面度、平行度等形位公差要基本得到保證,同時鏡板每個面留0.20 mm 加工余量。精車時將各重要加工面的粗糙度加工至Ra 0.8~1.6 μm。砂輪磨削階段是精修鏡面與把合面的平行度及2 個重要面各自的平面度,同時將粗糙度提高至Ra 0.8 μm 以上。研磨是利用W20、W10 磨料將鏡板鏡面粗糙度加工至Ra 0.1~0.3 μm,以滿足設計要求。圖1 為研磨過程,拋光是將鏡面研磨后拋光,以保證整個鏡面無色差,表現(xiàn)出鏡面發(fā)光的特征[1]。

圖1 鏡板鏡面研磨
2 目前鏡板加工存在的問題
幾乎在同一段時間,公司承擔的A 電站5 號、B 電站1 號、C電站1 號及2 號鏡板鏡面加工結束后,表面出現(xiàn)“拖尾”現(xiàn)象,多則千余處,少則百余處。“拖尾”頭部有一針孔,后部是一扇形拖尾,針孔及拖尾脈絡清晰,手觸摸時有明顯的峰谷,拖尾方向與鏡板加工時的旋轉方向相反(如圖2),此“拖尾”嚴重影響了鏡面的表面質量。在技術層面講,不處理鏡板鏡面“拖尾”會影響鏡板耐磨性、配合穩(wěn)定性、耐腐蝕性、疲勞強度[2],甚至會對整個發(fā)電機組的運行性能產生不良影響,后續(xù)處理成本極高,甚至對公司的質量信譽度產生不可挽回的影響。從生產層面講,鏡板如此集中地出現(xiàn)質量問題,對產品機加齊套形成了制約,影響了產能的充分釋放,甚至對其它任務及時排產形成擠壓,嚴重阻礙了生產的順利進行[3]。因此,分析鏡板鏡面出現(xiàn)“拖尾”現(xiàn)象的原因并提出了解決方案勢在必行。

圖2 鏡面大面積拖尾
3 原因分析
3.1 人的因素
鏡面加工后出現(xiàn)“拖尾”現(xiàn)象的鏡板加工時,操作者為固定操作者,與之前沒有“拖尾”現(xiàn)狀的鏡板加工操作者人員及其搭配結構、班次等均無變化。因此,可以排除造成鏡板鏡面加工后出現(xiàn)“拖尾”現(xiàn)象的人為因素。
3.2 環(huán)境因素
鏡板鏡面集中出現(xiàn)“拖尾”現(xiàn)象的加工時間為12 月份左右,在四川地區(qū)最低溫度大約在4 ℃左右,不足以影響階段加工質量。加工設備所在廠房環(huán)保措施到位,根據(jù)廠房管理經驗,可以確定環(huán)境因素不是導致鏡板鏡面出現(xiàn)“拖尾”現(xiàn)象的原因。
3.3 設備精度因素
鏡板鏡面加工所使用的設備為立車車床,根據(jù)歷史加工效果,對鏡板加工排產為3 臺固定立車,本次出現(xiàn)“拖尾”現(xiàn)象的鏡板也分別在這3 臺立車加工。經專業(yè)設備檢測,機床精度滿足加工鏡板要求,且在鏡板鏡面出現(xiàn)“拖尾”現(xiàn)象之前,其它鏡板都在此3 臺立車上加工,沒有出現(xiàn)“拖尾”現(xiàn)象,因此造成鏡板鏡面加工后出現(xiàn)“拖尾”現(xiàn)象的原因中,可以排除設備精度因素。
3.4 加工工藝流程
鏡板鏡面的加工工藝流程為粗車、時效、半精車、精車、砂輪磨削、研磨、拋光等,此工藝流程已固化,比較成熟。本次鏡板鏡面加工工藝流程與之前鏡板鏡面的加工工藝流程相同,可以排除加工流程是造成鏡面“拖尾”現(xiàn)象的原因。
3.5 加工用研磨工具
鏡面加工流程中所使用的研磨工具為研磨盤,研磨盤為圓柱形結構,其作用面叫研磨面,其面積比鏡板環(huán)帶面積大,即研磨面可以完全覆蓋鏡板鏡面,研磨面由環(huán)型和徑向槽構成,研磨盤使用時間過長會對研磨面槽的質量產生影響。通過對之前鏡板加工的經驗總結,研磨面槽變淺加工出的鏡面會出現(xiàn)粗糙度達不到要求的現(xiàn)象,所以研磨盤使用一段時間后會對其研磨面槽加深處理。對此,通過對研磨盤研磨面的槽及面重新銑修,并對研磨盤旋轉軸承重新打磨、潤滑后,對試樣研磨加工,鏡面仍出現(xiàn)大量“拖尾”,因此造成鏡板鏡面加工后出現(xiàn)“拖尾”現(xiàn)象的原因中,可以排除研磨工具的影響。
3.6 研磨磨料
通過分析論證,上述幾個環(huán)節(jié)中人、環(huán)境因素、設備精度、加工工藝流程、研磨工具都不是鏡板鏡面出現(xiàn)“拖尾”現(xiàn)象的原因。研磨磨料在此工藝系統(tǒng)中充當“刀具”的角色,研磨磨料為W20、W10 白剛玉磨料。針對W20、W10磨料,其使用特性為先用W20 白剛玉磨料研磨后粗糙度為Ra0.3~0.4 μm,再用W10 白剛玉磨料繼續(xù)研磨后粗糙度Ra≤0.3 μm。本次出現(xiàn)“拖尾”現(xiàn)象鏡板鏡面粗糙度都是Ra≤0.3 μm,即研磨前工藝流程結束后,先使用W20磨料后繼續(xù)使用W10 磨料才可以研磨至圖樣要求。首先假設白剛玉磨料存在問題,如果存在,則要判斷W20 出現(xiàn)質量問題還是W10,或者兩者都出現(xiàn)問題,下面將通過試驗來驗證。
4 試驗驗證
以留有加工余量的鏡板作為試件,加工至研磨前狀態(tài),用出現(xiàn)質量問題的同批次W20、W10 磨料作為研磨磨料。首先用W20 磨料研磨后鏡面沒有“拖尾”現(xiàn)象,繼續(xù)使用W10 磨料研磨鏡面出現(xiàn)大量“拖尾”現(xiàn)象,且特征及數(shù)量與產品鏡板“拖尾”很相似,此試驗證明,W10 磨料存在質量問題,但W20 是否與W10 存在關聯(lián)因素,需要進一步驗證。針對此,采購不同廠家W20、W10 磨料,簡稱新W201磨料、W101磨料,為了排除采購一家W20 及W10帶來的不確定性,決定從另一家采購W20 及W10 磨料,簡稱新W202磨料、W102磨料。下面將舊W20 磨料、舊W10 磨料、新采購的W201磨料、W101磨料、W202磨料、W102磨料采用正交法試驗,具體如表1 所示。
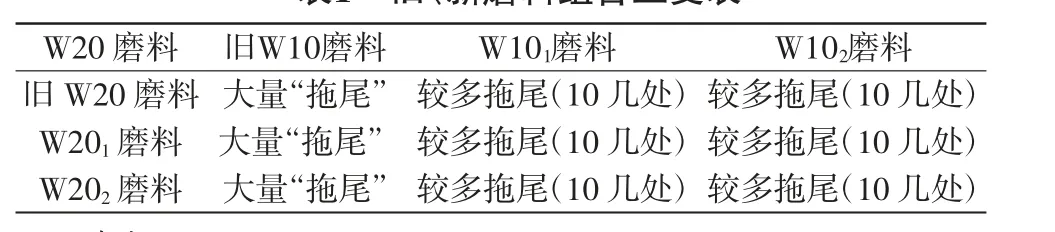
表1 舊、新磨料組合正交表
說明:表中數(shù)據(jù)已做處理。
通過表1 進一步分析論證得出結論:不管是舊W20磨料還是新W20 磨料,與舊W10 磨料組合都會使鏡板鏡面出現(xiàn)大量“拖尾”現(xiàn)象,而新W10 磨料不管是與舊W20磨料還是新W20 磨料組合鏡板鏡面“拖尾”數(shù)量明顯大幅減少,證實了W20 磨料與W10 磨料沒有明顯的關聯(lián)關系,又進一步證實W10 磨料原材料質量是影響本次鏡板鏡面集中出現(xiàn)“拖尾”現(xiàn)象的原因。但是,即使更換W10 磨料,鏡板表面仍出現(xiàn)10 余處“拖尾”,只是數(shù)量上比使用舊W10 磨料少很多倍,如圖3 所示。

圖3 鏡面少量“拖尾”
對于磨料采購,目前沒有絕對的檢驗標準,因此對于磨料是否完全滿足鏡面加工質量無法下結論。僅僅依靠從多家廠家采購W10 磨料,然后通過實驗驗證可加工性,對于以營利為目的企業(yè)此方法顯然不可取。
確定了本次鏡板鏡面集中出現(xiàn)大面積“拖尾”現(xiàn)象的環(huán)節(jié)是研磨環(huán)節(jié),下面從研磨環(huán)節(jié)運動學上加以分析,在研磨環(huán)節(jié)中切削運動的主運動是立車主軸帶動鏡板的旋轉運動,研磨盤面積比鏡板面面積大,工作時鏡板鏡面與整個研磨盤面完全接觸,靠磨料的摩擦帶動研磨盤做旋轉運動。因此,主軸轉速快,研磨盤轉速相應加快。工作中無進給運動,因此無吃刀量及進給量。從運動學分析可知,鏡板加工中的轉速是切削三要素中的單因素變量,接下來考慮是否通過工藝參數(shù)上的改進措施,讓鏡板鏡面“拖尾”在數(shù)量上已經出現(xiàn)大幅減少的情況下完全消失[4]。
5 改進措施
在選擇W101磨料、W102磨料已經將鏡板鏡面“拖尾”數(shù)量減少到10 余處左右的基礎上,考慮是否采用優(yōu)化鏡板加工速度的方法從工藝上進一步進行解決,以便完全消除鏡板鏡面“拖尾”現(xiàn)象。假設此方法可行,對此假設,選取5 組切削速度利用新采購的W101磨料、W102磨料在試件做試驗,具體如表2 所示。表2 中的第2 個切削速度“3.5 m/min≤r≤5 m/min”是根據(jù)加工經驗大數(shù)據(jù)統(tǒng)計出的數(shù)據(jù),即之前加工鏡板所使用的切削速度,以此切削速度為參照[5],左右各選擇切削速度,得出結論。

表2 不同廠家生產W10磨料與切削速度正交試驗表
從表2 可以得出,針對兩家不同廠家生產的W101磨料、W102磨料與選取的5 組切削速度做正交試驗,結果發(fā)現(xiàn),不同磨料對應的速度不同,其表面“拖尾”的數(shù)量不同,但W101磨料、W102磨料分別對應一種切削速度,使鏡板鏡面不再有“拖尾”現(xiàn)象出現(xiàn),鏡面表面質量合格如圖4所示。充分論證上述假設的正確性。將實驗得出的數(shù)據(jù)固化,如表3所示。

圖4 鏡面沒有“拖尾”
采用新采購的W10,鏡板鏡面表面“拖尾”數(shù)量由之前千百余處下降至10 幾處,接著通過優(yōu)化調整切削速度使鏡面“拖尾”完全消失。接下來,運用此新采購的W10 磨料按照試驗出的相對應的切削速度(如表3)依照之前的加工設備、人員、研磨工具,用相同的加工工藝流程加工之前出現(xiàn)“拖尾”的鏡板,鏡板鏡面沒有出現(xiàn)“拖尾”現(xiàn)象,滿足表面質量設計要求。在后續(xù)其它電站鏡板鏡面加工過程中,通過運用已固化的參數(shù),鏡面沒有出現(xiàn)“拖尾”現(xiàn)象。
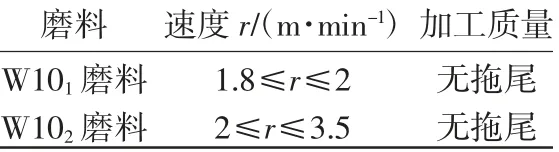
表3 磨料與切削速度匹配關系
6 結語
本文通過對幾個電站鏡板鏡面加工中出現(xiàn)的大面積“拖尾”現(xiàn)象,從幾個重要環(huán)節(jié)進行分析、論證、試驗驗證、優(yōu)化改進,從而得出以下結論:
1)之前公司使用的舊W10 白剛玉磨料存在原材料質量問題,是導致鏡面出現(xiàn)大面積“拖尾”現(xiàn)象的原因,更換W10 磨料后,鏡板鏡面“拖尾”數(shù)量大幅減少,只有10 余處左右。
2)再通過工藝上調整鏡板加工中的工藝參數(shù)切削速度找到了與新采購的W101磨料、W102磨料分別匹配的最優(yōu)切削速度,進而達到了鏡板鏡面“拖尾”完全消除的目的,鏡面質量得到保證,生產也順利進行。
3)在生產環(huán)節(jié)遇到鏡板鏡面集中突發(fā)的質量問題,通過從不同廠家采購W10 磨料,再加上工藝參數(shù)優(yōu)化的方法解決了鏡板鏡面加工出現(xiàn)“拖尾”的現(xiàn)象,通過固化W10 磨料廠家、批次及對應的切削速度,后期鏡板加工中可保持鏡板鏡面加工的穩(wěn)定性。
4)通過此方法雖然解決了當下鏡板鏡面加工的困境,但是公司采購流程、磨料價格等因素影響,磨料生產廠家會隨時出現(xiàn)變動,進而帶來磨料質量的不確定性。所以從公司發(fā)展的前瞻性來講,要從根本上解決“拖尾”,需要從磨料物理特性入手,因此后期團隊會對白剛玉磨料體積、與煤油相配密度及加工速度等方面細致分析,提出磨料采購驗收、檢驗、使用標準,以期從研磨磨料源頭上解決導致鏡板鏡面出現(xiàn)“拖尾”現(xiàn)象的原因。
