選區激光熔化TC4鈦合金疲勞裂紋擴展行為研究
2022-04-28 03:46:04孫文博馬玉娥
航空科學技術 2022年3期
關鍵詞:后處理
孫文博 馬玉娥
摘要:選區激光熔化增材制造(AM-SLM)技術廣泛應用于鈦合金結構部件制造。SLM鈦合金材料疲勞性能具有明顯各向異性。研究SLM鈦合金在不同方向載荷下的疲勞裂紋擴展行為對于航空結構耐久性/損傷容限設計具有重要意義。基于此,本文設計了與打印方向呈0°、45°、75°和90°的4種不同取樣角度及未處理和熱處理的鈦合金緊湊拉伸試驗件(CT),完成了應力比R=0.1下的疲勞裂紋擴展速率試驗,得到了da/dN—?K關系曲線,分析研究了取樣角度及后處理對疲勞裂紋擴展的影響。結果表明,75°和90°試件的裂紋擴展速率較快,45°試件最慢。45°和75°試件在疲勞試驗中會出現裂紋偏轉現象,且45°試件疲勞斷面沿厚度方向存在較小坡度。經過熱處理后,75°試件疲勞裂紋擴展速率顯著降低。
關鍵詞:選區激光熔化增材制造;鈦合金;各向異性;疲勞裂紋擴展;后處理
中圖分類號:TB31/V250.3文獻標識碼:ADOI:10.19452/j.issn1007-5453.2022.03.009
與傳統制造工藝相比,選區激光熔化增材制造技術(SLM)具有提高材料利用率、縮短零部件的加工周期、減重設計以及復雜成形等優點,可廣泛用于航空典型結構部件加工制造[1-3]。SLM加工過程中材料逐層堆積成形,熔化-凝固過程和層與層之間的熔合不良、氣孔等缺陷使得增材制造鈦合金的力學性能呈現各向異性行為[4-5]。飛行器在服役過程中承受載荷并非垂直或平行于增材制造材料的打印方向。在結構設計中,忽略這種由載荷方向與打印方向夾角產生的疲勞各向異性問題會導致嚴重的設計缺陷,造成無法估量的損失。為充分利用增材制造疲勞性能各向異性,提高材料的利用效率,達到結構減重目的,加快SLM技術在航空器大型主/次承力結構中的應用。亟須研究載荷方向與SLM材料打印方向之間夾角的不同對疲勞裂紋擴展性能的影響。
根據目前SLM材料的疲勞特征研究,影響SLM打印結構的疲勞性能主要因素有:不同打印參數導致的材料微觀組織、內部缺陷[6-9]和后處理方式[10-13]。Sterling等[7]研究了孔隙率對AM鈦合金疲勞性能的影響,著重分析了缺陷的形狀、尺寸、位置和數量對疲勞壽命的影響。有學者研究了增材制造類型對AM合金疲勞性能的影響[8-9],認為不同增材制造鈦合金微觀組織及疲勞特性相似。基于多尺度損傷機理,Wan等[14]建立了慮及取樣角度和孔隙率影響的細觀模型,并預測了AM TC4結構的疲勞壽命。Eric等[15]考慮了缺陷和表面粗糙度的影響并基于高周疲勞試驗數據,建立數值模型,分析了AM TC4的疲勞性能。在SLM材料微觀組織上可明顯看到沿成形方向的層狀組織結構。這種層狀結構勢必對疲勞特性有所影響。Xie等[16]針對增材制造TC4鈦合金疲勞性能進行研究,發現材料從裂紋萌生區到穩定擴展區時轉折點的應力強度因子值與試件的取樣角度有關,垂直打印方向相比于水平方向提高了5%。Wu等[17]采用X射線掃描技術分析研究了增材制造合金內部缺陷分布與疲勞各向異性之間的關系。Wu等[18]和Wang等[19]分析并預測了增材制造合金疲勞裂紋分叉現象及裂紋路徑預測問題。Jiao等[20]考慮了不同打印角度對疲勞裂紋擴展行為的影響,分析了不同試驗溫度下應力比對疲勞性能的影響。
為研究SLM TC4鈦合金的疲勞裂紋擴展規律以及取樣角度對其影響機制,本文設計并采用SLM技術制備了與打印方向呈0°、45°、75°和90°的4種不同取樣角度的緊湊拉伸試驗件(CT試樣),研究并分析了取樣角度和后處理對疲勞裂紋擴展規律和特征的影響。
1疲勞裂紋擴展試驗
1.1試驗件設計
根據ASTM E647疲勞裂紋擴展速率試驗標準設計了與打印方向呈0°、45°、75°和90°的4種不同類型CT試件,如圖1所示。紅色箭頭代表試件打印方向,加載方向與打印方向夾角的不同分別對應4類試件。試件厚度B=10mm,寬度W=50mm,初始裂紋長度a0=10mm。試驗件選用BLTTC4金屬粉末,由西安鉑力特公司采用BLT-S300設備打印而成。金屬粉末的化學成分見表1。打印參數選擇激光束能量350W,直徑0.08mm,掃描速度1000mm/s。采用相互交叉掃描策略,堆積層厚度0.06mm。試樣獨立成形后在800±5℃高溫下進行4h應力釋放,然后在氬氣環境中冷卻到室溫,完成相應熱處理后進行疲勞裂紋擴展試驗。

1.2疲勞裂紋擴展速率試驗
試驗采用MTS810液壓伺服疲勞試驗機,正弦應力加載,應力比R=0.1,Pmax=5.19kN,加載頻率20Hz。采用數碼顯微鏡QM413T對疲勞裂紋進行實時觀測,試驗過程中對試件前后兩側裂紋長度進行記錄并取其平均值作為最終裂紋長度。


2結果與討論
2.1疲勞裂紋擴展速率
0°、45°、75°和90°試件的a—N曲線如圖2所示,并與不經過后處理的75°試件進行對比。可以很明顯觀測到,0°和75°試件的a—N變化規律基本重合,45°試件壽命更長。在相同循環數下,0°和75°試件會出現較長的可見疲勞裂紋,45°試件的穩定擴展區較長且相對平緩。在裂紋總長度an為15mm時,45°試件循環數是0°試件的1.66倍。在不進行熱處理的情況下,75°試件的疲勞性能較差,且可觀測到裂紋在17mm和22.5mm時的加速擴展現象,從而大大降低了疲勞壽命。熱處理過后75°試件的疲勞壽命提高到了原來的3.4倍。在相同打印條件下,45°試件抵抗疲勞裂紋擴展的性能更強,其疲勞壽命是0°試件的1.37倍左右。不同裂紋長度及斷裂時的疲勞循環數對比見表2。
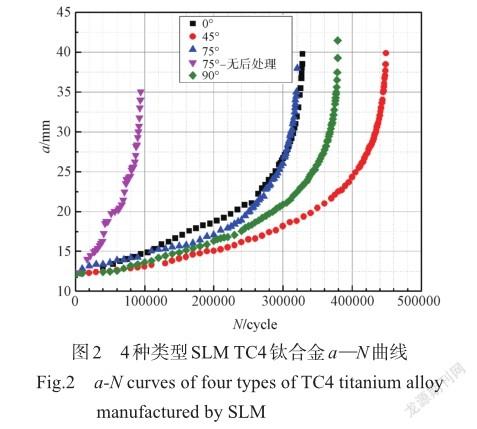

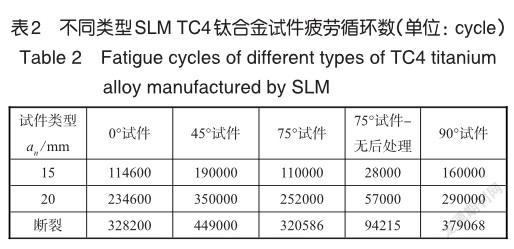
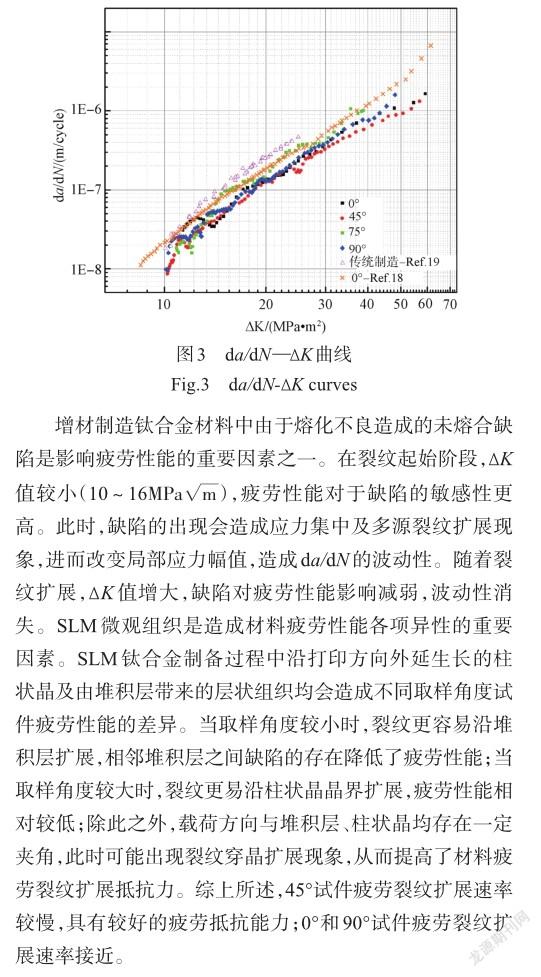
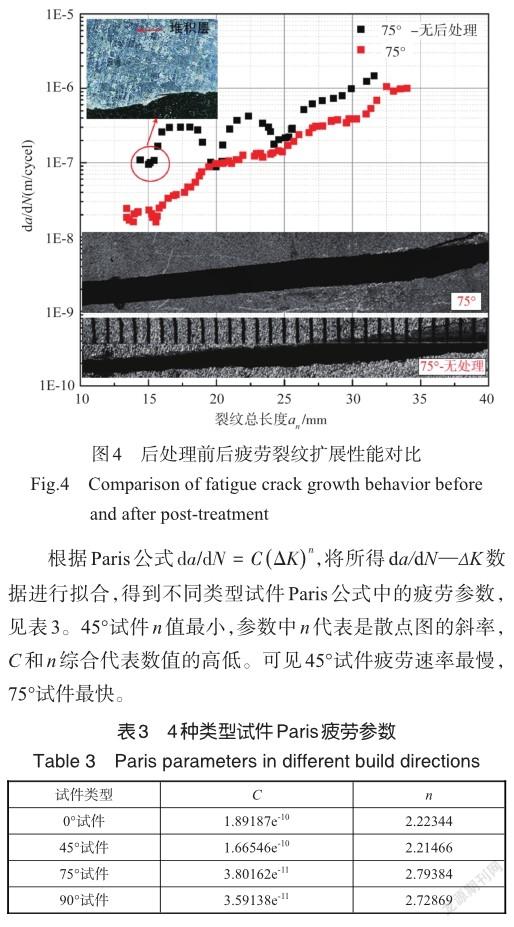
圖4對比了75°試件熱處理前后疲勞裂紋路徑并繪制疲勞裂紋擴展速率與裂紋長度之間的關系。在不經過任何后處理時,SLM TC4鈦合金疲勞裂紋擴展速率多次出現波動。而出現波動的位置與圖2中裂紋加速時的裂紋長度相同。通過分析熱處理前試件的金相組織(見圖4左上),可觀察到明顯的堆積層。裂紋總長度為15mm時,有二次裂紋出現,且此時裂紋發生較大偏轉。經過熱處理后,盡管試件的裂紋路徑整體相同,但是裂紋路徑上微小的鋸齒狀裂紋有所減少。疲勞裂紋擴展速率大幅降低,且波動現象消失。
2.2疲勞斷口分析
對4種不同類型試件的疲勞斷口進行拍攝,得到不同疲勞裂紋擴展階段的斷口,如圖5所示。在SLM制造過程中,相鄰激光束之間存在因能量不足而產生的熔化不良區域。此區域中更容易產生較大缺陷,在層與層堆積界面處存在較弱的界面性能,當承受軸向載荷時,此處會更容易發生破壞。因此,對于0°試件,宏觀整體斷口較為平整,且可觀測到相互交叉的小凹槽,如圖5(a)所示。這種現象是由于本試驗所有試件均采用相互交叉掃描策略造成的。0°試件裂紋路徑基本水平,未觀測到明顯的裂紋偏轉現象。加速擴展后期相當于在靜力載荷下的撕裂,此處斷面較粗糙,肉眼觀測下呈灰色,且有大量孔隙。對于45°和75°試件,宏觀斷口不如0°試件平整,由于堆積層與載荷方向存在一定夾角,裂紋擴展需綜合考慮堆積層與微觀組織的影響。此時,裂紋面不再平整,且會出現裂紋偏轉現象。此外,45°試件斷面沿厚度方向存在較小的坡度,如圖5(b)所示。對于90°試件,堆積層與加載方向平行,此時斷面可觀測到微小鋸齒狀的層狀結構,此層狀結構與材料成形時粉末堆疊相對應,如圖5(d)所示。90°試件的斷面最為粗糙,其可觀測到的孔隙和夾雜物更多。
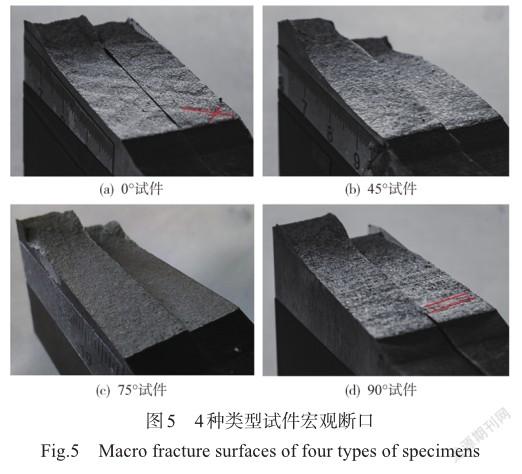
圖6對比了熱處理前后75°試件疲勞斷面。在未進行后處理時,75°試件斷面雖然較為平整,但粗糙度較高。在亞表面區域,由于應力集中會造成局部區域出現拉伸載荷下的韌性斷裂,造成材料的提前破壞,如圖6(a)所示。通過對斷面局部放大,可觀測到多處未完全熔合的金屬粉末缺陷及二次裂紋。多個裂紋源的出現導致了不規則的裂紋前緣,降低了SLM TC4的疲勞性能。通過熱后處理,可以有效減小亞表面缺陷,消除部分殘余應力及應力集中的影響,進而提高抵抗疲勞裂紋擴展的性能。此時,疲勞斷面更加光滑,如圖6(b)所示。

3結論
本文設計并研究了與打印方向呈0°、45°、75°和90°的4種不同角度的SLM TC4鈦合金疲勞裂紋擴展行為,探究了后處理的影響,得到了da/dN—?K曲線,并對比分析了不同試件的疲勞斷面,得到結論如下。
(1)在相同打印條件下,SLM TC4鈦合金疲勞裂紋擴展速率與試件取樣角度的有關。45°試件疲勞裂紋擴展速率較慢,具有較好的疲勞抵抗能力。0°和90°試件疲勞裂紋擴展速率接近,而75°試件的疲勞裂紋擴展速率稍高于其他三種試件。
(2)0°試件的宏觀整體斷面較為平整,且可觀測到相互交叉的小凹槽;45°和75°試件會出現裂紋偏轉現象,且45°試件斷面沿厚度方向存在較小的坡度;90°試件宏觀斷面最為粗糙,可觀測到與材料成形時粉末堆疊相對應的層狀結構。
(3)經過熱處理后,75°試件疲勞裂紋擴展性能得到較大改善,疲勞裂紋擴展速率曲線的波動性基本消失;且疲勞斷面上可觀測未熔合缺陷及二次裂紋顯著減少。
參考文獻
[1]任永明,林鑫,黃衛東.增材制造Ti-6Al-4V合金組織及疲勞性能研究進展[J].稀有金屬材料與工程, 2017, 46 (10): 3160-3168. Ren Yongming, Lin Xin, Huang Weidong. Research progress ofmicrostructureandfatiguebehaviorinadditive manufacturing Ti-6Al-4V alloy[J]. Rare Metal Materials and Engineering, 2017,46(10):3160-3168. (in Chinese)
[2]周梅萍,王中興,趙云,等.航空領域增材制造技術專利動態分析[J].航空科學技術, 2020, 31 (1): 44-51. Zhou Meiping, Wang Zhongxin, Zhao Yun, et al. Analysis on patent situation of additive manufacturing technology in aeronautic field[J]. Aeronautical Science & Technology, 2020, 31 (1): 44-51. (in Chinese)
[3]孫詩譽,栗曉飛.增材制造零件適航審定路徑分析及啟示[J].航空科學技術,2021,32(10):42-48. Sun Shiyu, Li Xiaofei. Analysis and inspiration of airworthiness certification path for additive manufacturing parts[J]. Aeronautical Science & Technology, 2021, 32 (10): 42-48.(in Chinese)
[4]王華明.高性能大型金屬構件激光增材制造:若干材料基礎問題[J].航空學報, 2014,35(10):2690-2698. Wang Huaming. Materials’fundamental issues of laser additive manufacturing for high-performance large metallic components[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35 (10): 2690-2698. (in Chinese)
[5]郝曉寧.激光增材制造毛坯與傳統鍛件鑄件差異性分析[J].航空制造技術, 2017(5):82-86. Hao Xiaoning. Difference analysis between laser additive manufacturingandconventionalforgingandcasting[J]. Aeronautical Manufacturing Technology, 2017(5): 82-86. (in Chinese)
[6]Walker K F,Liu Q,Brandt M. Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting[J]. International Journal of Fatigue,2017,104:302-308.
[7]Sierling A J,Torries B,Shamsaei N,et al. Fatigue behavior and failure mechanisms of direct laser deposited Ti-6Al-4V[J]. Materials Science & EngineeringA,2016,655:100-112.
[8]Zhai Y W,Lados D A,Brawn E J,et al. Fatigue crack growth behaviorandmicrostructuralmechanismsinTi-6Al-4V manufactured by laser engineered net shaping[J]. International Journal of Fatigue,2016,93:51-63.
[9]Zhai Yu W,Galarraga H,Lados D A. Microstructure,static properties,and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing:LENS and EBM[J]. Engineering FailureAnalysis,2016,69:3-14.
[10]Daniel G,Frank P,Freerk S,et al. Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting[J]. International Journal of Fatigue,2017,94:211-217.
[11]Johannes G,Dominik K,Tim L,et al. Fatigue life of additively manufactured Ti-6Al-4V in the very high cycle fatigue regime[J]. International Journal of Fatigue,2017,94:236-245.
[12]Matteo B,Vigilio F,Michele B,et al. Low- and high-cycle fatigue resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting:Mean stress and defect sensitivity[J]. International Journal of Fatigue,2018,107:96-109.
[13]Imade K,Etienne P,Patrice P,et al. Influence of SLM process parameters on the surface finish,porosity rate and fatigue behavior of as-built Inconel 625 parts[J]. Journal of Materials Processing Technology,2018,255:536-546.
[14]Wan H L,Wang Q Z,Jia C X,et al. Multi-scale damage mechanics method for fatigue life prediction of additive manufacture structures of Ti-6Al-4V[J]. Materials Science & EngineeringA,2016,669:269-278.
[15]Eric W,Andreas S,Shafaqat S,et al. Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties[J]. Physics Procedia,2014,56:371-378.
[16]Xie Y,Gao M,Wang F D,et al. Anisotropy of fatigue crack growth in wire arc additive manufactured Ti-6Al-4V[J]. Materials Science & EngineeringA,2018,709:265-269.
[17]Wu Z K,Wu S C,Bao J G,et al. The effect of defect population on the anisotropic fatigue resistance of AlSi10Mg alloy fabricated by laser powder bed fusion[J]. International Journal of Fatigue,2021,151:106317.
[18]Wu Y Z,Bao R. Fatigue crack tip strain evolution and crack growth prediction under single overload in laser melting depositedTi-6.5Al-3.5Mo-1.5Zr-0.3Sititaniumalloy[J]. International Journal of Fatigue,2018,116:462-472.
[19]Wang K,Bao R,Zhang T. Fatigue crack branching in laser melting deposited Ti-55511 alloy[J]. International Journal of Fatigue,2019,124:217-226.
[20]Jiao Z H,Xu R D,Yu H C,et al. Evaluation on tensile and fatigue crack growth performances of Ti-6Al-4V alloy produced by selective laser melting[J]. Procedia Structural Integrity,2017,7:124-132.
[21]Khalil F,James P. A stochastic systems approach to fatigue reliability-an application to Ti-6Al-4V[J]. Engineering Fracture Mechanics,1996,53:687-706.
Research on Fatigue Crack Growth Behaviour of Selective Laser Melted TC4 Titanium Alloy
Sun Wenbo,Ma Yu’e
Northwestern Polytechnical University,Xi’an 710072,China
Abstract: Additive manufacturing-selective laser melting (AM-SLM) technique is widely used to manufacture titanium components. Anisotropic fatigue behavior can be observed in SLM titanium materials. It is essential to study fatigue performance of SLM titanium alloy under different loading direction to perform durability and damage tolerance design for aircraft structures. So, four types of compact tension (CT) specimens with 0°, 45°, 75°and 90°angle to build directions are designed, and two types of post-treatments are chosen. Fatigue crack growth tests at a stress ratio R= 0.1 are performed. da/dN-?K curves are obtained, and the effects of build direction and post-treatment are analyzed. The result shows that 75°sample and 90°sample have higher fatigue crack rate, while 45°sample has the lowest value. The crack paths of 45°sample and 75°sample deflect with fatigue crack propagating. There is a small slope along the depth in the fracture surface of 45°sample. After post-treatment, fatigue crack growth rate of 75°sample is decreased.
Key Words: additive manufacturing-selective laser melting; titanium alloy; anisotropy; fatigue crack growth; posttreatment
猜你喜歡
汽車實用技術(2022年15期)2022-08-19 02:48:28
今日農業(2020年20期)2020-12-15 15:53:19
中華養生保健(2020年7期)2020-11-16 01:13:34
能源(2018年10期)2018-12-08 08:02:48
電子制作(2018年16期)2018-09-26 03:27:00
石油煉制與化工(2017年5期)2017-04-06 19:47:30
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(2015年8期)2015-12-26 09:01:02
中國慣性技術學報(2015年1期)2015-12-19 13:12:05
汽車維修與保養(2015年2期)2015-04-17 01:30:39