五軸聯(lián)動與激光近凈成形的混合制造技術(shù)研究
2022-04-25 07:14:14袁義邦楊建明
激光技術(shù) 2022年3期
關(guān)鍵詞:后處理
楊 波,袁義邦,楊建明
(1.江蘇中科智能科學(xué)技術(shù)應(yīng)用研究院 金屬3D打印中心,常州 213164;2.江西交通職業(yè)技術(shù)學(xué)院 機電工程學(xué)院,南昌 330013;3.常州奔拓機械有限公司,常州 213131)
引 言
激光近凈成形(laser engineered net shaping,LENS)技術(shù)是增材制造的重要組成部分,廣泛應(yīng)用于表面涂層、再制造等工業(yè)領(lǐng)域,具有綠色制造、成型件質(zhì)量高的特點。但是,這種制造技術(shù)在加工復(fù)雜零件時,需要輔助以支撐為代價,這些支撐需要通過后期處理去除,如車、銑、磨拋等,有些甚至無法去除,從而限制了零件功能的最大化[1-3]。
五軸聯(lián)動計算機數(shù)控加工(computerized numerical control,CNC)技術(shù)具有工序集中、柔性化和自動化程度高的優(yōu)點,通過3個直線運動機構(gòu)及2個旋轉(zhuǎn)軸的聯(lián)合運動實現(xiàn)空間異形曲面高精度的加工。但是,相對于激光加工,五軸聯(lián)動數(shù)控加工技術(shù)是基于刀具進行加工的,是一種有損加工模式。對于具有封閉腔體、高深徑比微孔、超薄壁結(jié)構(gòu)的零件加工,極易出現(xiàn)干涉、切削偏斜、甚至無法加工的現(xiàn)象[4-7]。
增減材混合制造技術(shù)不僅具有增材制造成形速度快、材料利用率高、零件集成度高的優(yōu)點,還兼具五軸聯(lián)動減材加工高精度、高自由度的優(yōu)點,有效避免了由于單一加工模式導(dǎo)致的支撐難去除、加工易干涉的問題,是復(fù)雜金屬構(gòu)件整體成形的重要手段之一[8-9]。相對于傳統(tǒng)加工模式,通過增減材混合制造技術(shù)還可有效降低材料的損耗,尤其是對于鈦基合金、鎳基合金等貴金屬而言。
目前,對于激光增減材混合制造技術(shù)的研究,尚處于研發(fā)階段,未有大規(guī)模工程化應(yīng)用的案例。國外如Fraunhofer Institute、Lasertechnik、美國密蘇里科技大學(xué)、印度理工學(xué)院等科研機構(gòu),以及Hybrid Manufacturing、Mazak等行業(yè)巨頭爭相進行增減材混合制造工藝及設(shè)備的研發(fā)[10-15]。國內(nèi)GUO等人[15]基于不同的能量輸入形式,從設(shè)備、工藝等方面對增減材混合制造的國內(nèi)外現(xiàn)狀作了匯總。但是,以上這些研究對增減材混合制造的構(gòu)建過程、實現(xiàn)方式等未作進一步的闡述[10-17]。本文中基于混合制造的技術(shù)理念,從設(shè)備的集成、后處理的開發(fā)、應(yīng)用拓展著手,具體論述了增減材混合制造的加工過程和技術(shù)優(yōu)勢。
1 設(shè)備改造
1.1 基礎(chǔ)裝置簡介
實驗中在三軸數(shù)控加工中心上集成旋轉(zhuǎn)工作臺,在結(jié)構(gòu)上形成“3+2”雙工作臺回轉(zhuǎn)型五軸聯(lián)動數(shù)控加工中心,如圖1a所示。在三軸數(shù)控加工中心z軸伺服系統(tǒng)上集成激光近凈成形裝置,在功能上實現(xiàn)零件的增材制造,如圖1b所示。

Fig.1 Basic set-up
1.2 基于UG軟件的后處理系統(tǒng)
在數(shù)控編程中,將CAM軟件生成的刀位軌跡計算過程稱為前置處理,前置處理以工件坐標(biāo)系為基準(zhǔn),不考慮具體機床的空間結(jié)構(gòu)、類型以及數(shù)控系統(tǒng),前置處理生成的刀位數(shù)據(jù)文件不能直接被機床使用。后處理就是根據(jù)具體機床控制指令格式、運動結(jié)構(gòu)及其運動空間的范圍等,將前置處理生成的刀位數(shù)據(jù)文件轉(zhuǎn)換成適合于機床各軸的運動數(shù)據(jù),后處理流程如圖2所示。
實驗設(shè)備選用HNC-818B五軸數(shù)控系統(tǒng),由于其是“3+2” 雙工作臺回轉(zhuǎn)型結(jié)構(gòu),市面上無成熟的后處理,亟需開發(fā)一款適用于該設(shè)備的五軸聯(lián)動后處理系統(tǒng)。基于UG CAM軟件的后處理構(gòu)造器來構(gòu)造“3+2” 雙工作臺回轉(zhuǎn)型后處理系統(tǒng),經(jīng)過反復(fù)實驗論證:HNC-818B五軸數(shù)控系統(tǒng)與fanuc_6M后處理系統(tǒng)兼容性最好。因此,以fanuc_6M后處理系統(tǒng)為基礎(chǔ),開發(fā)適用于本實驗設(shè)備類型的后處理。
1.3 后處理驗證實驗
通過UG CAM的后處理構(gòu)造器構(gòu)建基于“3+2”雙工作臺回轉(zhuǎn)型五軸聯(lián)動數(shù)控加工設(shè)備后處理,部分定義、修改的代碼如表1所示。

Table 1 Post-process code description
后處理驗證實驗以某型號獎杯和葉片為加工案例,通過UG CAD軟件構(gòu)建3維模型,UG CAM編排加工工序,“3+2”雙工作臺回轉(zhuǎn)型后處理導(dǎo)出程序進行加工,驗證該后處理的功能性和適用性。獎杯模型、加工成型件如圖3所示,部分CAM仿真加工軌跡如圖4所示,加工工序如表2所示。表中,D是直徑,R是半徑。

Fig.3 Trophy model and physical sample
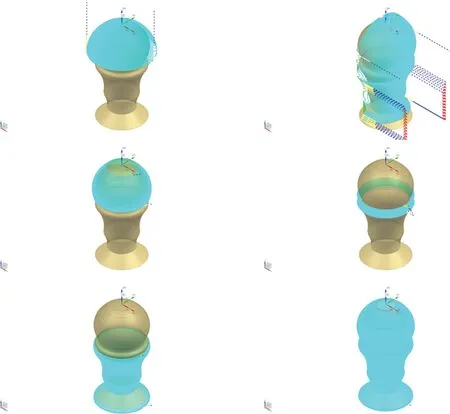
Fig.4 Simulation processing track of the trophy

Table 2 Procedure of trophy processing
葉片模型、加工成型件如圖5所示,加工工序如表3所示,部分CAM仿真加工軌跡如圖6所示。
通過FARO激光掃描儀對加工的葉片進行掃描,對比原始3維模型的數(shù)據(jù),尺寸誤差如圖7所示。誤差原因初步的分析結(jié)果是:未對加工刀位數(shù)據(jù)進行補償處理。

Fig.5 Blade model and physical sample
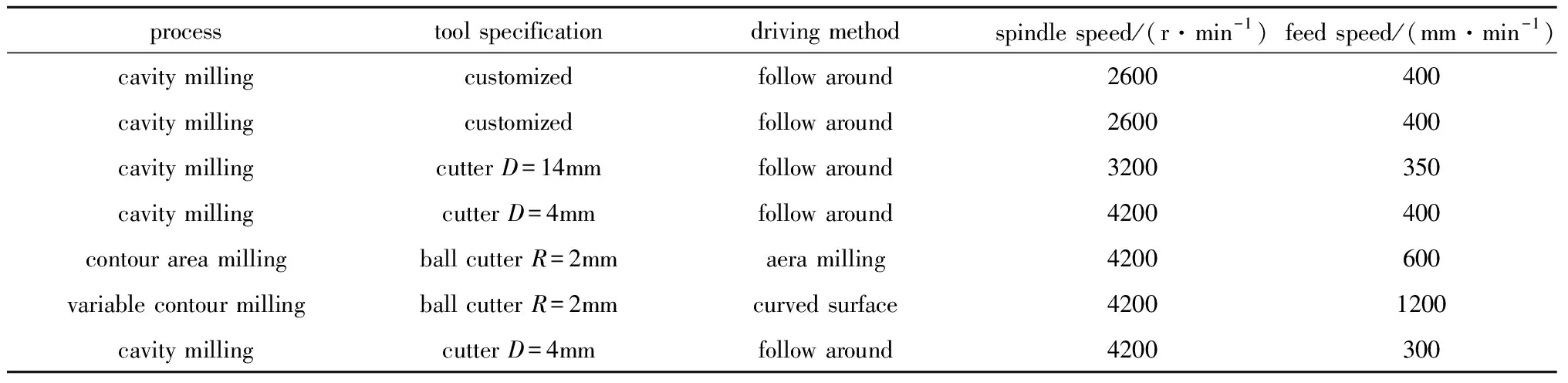
Table 3 Blade processing process

Fig.6 Simulation processing track of blade

Fig.7 Dimensional error graph
1.4 混合制造裝置集成
由1.3節(jié)可知,該“3+2”雙工作臺回轉(zhuǎn)型五軸聯(lián)動數(shù)控加工設(shè)備后處理導(dǎo)出程序只能進行減材加工,無法實現(xiàn)增材制造的功能。因此,還需在后處理器中定義增材制造代碼,部分代碼如表4所示。

Table 4 Laser additive manufacturing code description
基于表4的代碼功能,通過UG CAD設(shè)計某型號機匣3維模型,如圖8a所示。目前,該型號機匣通過3種方式成型:(1)鑄模成型,機匣整體結(jié)構(gòu)為薄壁件,在熔鑄過程中因溶液流動慢、熱應(yīng)力分布不均勻的問題易造成縮孔、微裂紋等缺陷,影響產(chǎn)品的力學(xué)性能和表面質(zhì)量;(2)通過五軸聯(lián)動銑削加工,在加工過程中易出現(xiàn)零件變形、加工干涉的現(xiàn)象,由于是減材加工,成品質(zhì)量只占毛坯料質(zhì)量小于10%,造成材料的極大浪費;(3)通過單一的增材制造模式進行加工,其成型件不可避免的需要輔助以支撐,這些支撐需要通過磨拋、銑削等方式去除,造成加工周期的延長和對零件表面的二次破壞[18-20]。

Fig.8 Schematic diagram of receiver part model and ring track
通過五軸聯(lián)動與激光近凈成形的增減材混合制造技術(shù)加工該型號機匣,能很好地解決以上3種成型模式中的問題。基于增減材混合制造的加工理念,分析該型號機匣結(jié)構(gòu)可知:圓環(huán)與基材結(jié)合面是曲面結(jié)構(gòu),因此,圓環(huán)的增減材制造是實現(xiàn)機匣混合制造的最關(guān)鍵工藝,如圖8b所示。
機匣部分增減材混合制造加工工藝參數(shù)如表5、表6所示。其中,圓環(huán)在增材制造過程中,初期與基材結(jié)合面用800W功率,待增材層厚至4mm~5mm后,改換600W功率。

Table 5 Additive paraments of hybrid manufacture

Table 6 Additive paraments of hybrid manufacture

Fig.9 Receiver processed by hybrid manufacture
由添加增材制造代碼的“3+2”雙工作臺型五軸聯(lián)動后處理導(dǎo)出加工程序,進行機匣的增減材混合制造,以驗證該后處理系統(tǒng)的功能性和適用性,如圖9所示。其中,圓環(huán)混合制造工序為:(1)基于激光近凈成形技術(shù),增材制造與基材接合面的圓環(huán),如圖9a所示;(2)基于五軸聯(lián)動數(shù)控加工技術(shù),減材制造與基材接合面的圓環(huán),如圖9b所示;(3)基于激光近凈成形技術(shù),增材制造圓環(huán)至指定高度,如圖9c所示;(4)基于五軸聯(lián)動數(shù)控加工技術(shù),減材制造圓環(huán)至指定高度;(5)重復(fù)工序(1)~工序(4),陣列增材、減材加工圓環(huán),如圖9d所示。
通過加工效果可知,該增減材混合制造后處理在功能上是可行的。
2 混合制造應(yīng)用
2.1 實現(xiàn)少支撐3-D打印零件
葉輪是渦輪機、汽輪機等裝置的關(guān)鍵零件,廣泛應(yīng)用于航天航空、船舶機械、石油化工等領(lǐng)域。以閉式葉輪加工為例,其整體的空間結(jié)構(gòu)較復(fù)雜,葉片扭曲較大,由于上、下蓋板的存在,內(nèi)流道和葉片的粗、精加工一直是制造領(lǐng)域的難點,如圖10所示。

Fig.10 Closed impeller
目前,閉式葉輪主要有2種加工方式:(1)鑄造與傳統(tǒng)機加結(jié)合。該方法是目前主流的閉式葉輪制造方法,首先通過鑄模制造出整體葉輪,然后通過數(shù)控車、銑加工提高葉輪外表面精度。該制造模式易在鑄造過程中出現(xiàn)較多的缺陷,如氣孔、砂眼、微裂紋等,導(dǎo)致成品率低下,而且由于葉輪上、下蓋板的干涉,無法對蓋板間的葉片內(nèi)流道進行銑削和拋磨,導(dǎo)致內(nèi)流道表面粗糙,進一步導(dǎo)致葉輪工作效率和使用壽命低下;(2)激光增材制造。該方法通過選擇性激光熔融(selective laser melting,SLM)3-D打印設(shè)備導(dǎo)入閉式葉輪3維模型和點位數(shù)據(jù),逐層疊加實現(xiàn)零件的增材制造,優(yōu)勢是零件能一次打印成型,缺點是支撐過多且無法規(guī)避(如圖11所示,其中黃色部分為支撐),后期去支撐工作量較大,耗時且影響內(nèi)流道表面精度[21]。
通過實驗的增減材混合制造設(shè)備開發(fā)適用于閉式葉輪加工的新工藝,能很好地解決單一加工模式下易干涉、支撐多的問題。具體工藝流程如下:(1)通過激光近凈成型技術(shù)在基板上增材制造出軸類、底座等基礎(chǔ)件;(2)通過五聯(lián)動數(shù)控加工技術(shù)精加工軸類、底座等基礎(chǔ)件以提高其表面精度,如圖12a所示;(3)通過旋轉(zhuǎn)軸和直線軸的聯(lián)合運動,實時改變基礎(chǔ)件的運動位置和角度,使待增材制造的部分如葉片、蓋板等,能盡可能的少支撐、無支撐;或者待增材制造的部分,3-D打印的支撐便于后期清除,如圖12b所示,紅色部分為支撐;(4)通過旋轉(zhuǎn)軸和直線軸的聯(lián)合運動,實時改變加工區(qū)域的位置和角度,分段式地增、減材加工葉輪中的葉片、上下蓋板等,如圖12c所示,直至完整的閉式葉輪成型。

Fig.11 Additive manufacturing closed impeller by SLM

Fig.12 Closed impeller processing flow
通過激光近凈成形技術(shù)和五聯(lián)動數(shù)控加工技術(shù)的轉(zhuǎn)換應(yīng)用,既可有效減少支撐面,提高葉輪制造的效率和精度,亦可在葉輪內(nèi)流道表面熔覆上功能涂層,實現(xiàn)葉輪的整體壽命和最大功能性。
2.2 基于視覺掃描的零件修復(fù)
激光近凈成形技術(shù)可實現(xiàn)對零件表面的涂層修復(fù),延長零件的服役壽命,提高功能零件的力學(xué)性能。但是其加工對象以軸類件為主,涂層后需要通過車銑、磨削等機加工方式提高其表面精度,無法實現(xiàn)具有復(fù)雜形面結(jié)構(gòu)的零件修復(fù)。基于此,將3-D視覺掃描系統(tǒng)與增減材混合制造技術(shù)結(jié)合,其加工流程如圖13所示。
以葉片修復(fù)為例,修復(fù)過程如圖14所示。首先,通過3-D掃描裝置對待修復(fù)零件的缺損部位進行掃描,提取點云數(shù)據(jù);其次,通過相應(yīng)軟件對缺損部位進行建模、切片、軌跡優(yōu)化;然后,進行激光近凈成形增材制造;最后,通過五軸數(shù)控加工技術(shù)進行銑削減材加工實現(xiàn)修復(fù)區(qū)域的高精度。

Fig.13 Scanning, modeling, repairing, etc. flowchart

Fig.14 Blade additive-subtractive material repairing process
3 結(jié) 論
(1)“3+2”型五軸聯(lián)動數(shù)控機床從設(shè)備類型上不屬于真正意義上的五軸聯(lián)動數(shù)控機床,它是在傳統(tǒng)三軸數(shù)控加工設(shè)備上集成旋轉(zhuǎn)軸,在功能上實現(xiàn)對零件的五軸聯(lián)動加工。對于該類型五軸數(shù)控機床,市面上無成熟的后處理系統(tǒng),實驗中對于“3+2”型五軸聯(lián)動數(shù)控機床后處理的研究,有一定的借鑒性和通用性。
(2)實驗中以“3+2”型五軸聯(lián)動數(shù)控加工中心為基礎(chǔ)裝置,在z軸伺服機構(gòu)上集成激光近凈成形增材制造裝置,在后處理器中定義激光增材制造代碼,實現(xiàn)零件的增減材混合制造。相對于單一模式的減材、增材加工,通過實際的加工案例和應(yīng)用拓展,論述了增減材混合制造的技術(shù)優(yōu)勢。
(3)本文中對于增減材混合制造的研究,尚有許多需要補充和論證之處未能及時開展。如實際加工零件尺寸與原始數(shù)據(jù)尺寸的誤差補償措施,未能進一步進行實驗論證;實驗裝置是在五軸聯(lián)動數(shù)控加工中心上集成激光近凈成形裝置實現(xiàn)增減材混合制造,對于加工過程中的粉末處理(易滲入伺服電機中,造成伺服定位精度不準(zhǔn)、漏電等)、冷卻循環(huán)模式、設(shè)備因限位導(dǎo)致的欠切/過切現(xiàn)象等,亦未采取有效措施進行補救。以上這些都是下一步要實現(xiàn)零件增減材精密制造、安全制造、穩(wěn)定制造的必要措施,也是增減材混合制造技術(shù)從實驗驗證走向工程化生產(chǎn)的重要舉措。
猜你喜歡
汽車實用技術(shù)(2022年15期)2022-08-19 02:48:28
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
中華養(yǎng)生保健(2020年7期)2020-11-16 01:13:34
能源(2018年10期)2018-12-08 08:02:48
電子制作(2018年16期)2018-09-26 03:27:00
石油煉制與化工(2017年5期)2017-04-06 19:47:30
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(shù)(2015年8期)2015-12-26 09:01:02
中國慣性技術(shù)學(xué)報(2015年1期)2015-12-19 13:12:05
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:39
