基于上位機(jī)的層間角聯(lián)鎖織物用織機(jī)開口控制系統(tǒng)設(shè)計(jì)
2022-04-24 03:00:52陳小明張一帆謝軍波姚天磊
紡織學(xué)報(bào) 2022年4期
陳小明, 李 皎, 張一帆, 謝軍波, 姚天磊, 陳 利
(1. 天津工業(yè)大學(xué) 紡織科學(xué)與工程學(xué)院, 天津 300387; 2. 天津工業(yè)大學(xué) 先進(jìn)紡織復(fù)合材料教育部重點(diǎn)實(shí)驗(yàn)室, 天津 300387; 3. 天津工業(yè)大學(xué) 機(jī)械工程學(xué)院, 天津 300387)
層間角聯(lián)鎖織物增強(qiáng)復(fù)合材料具有優(yōu)異的層間和面內(nèi)性能,已在航空航天、國(guó)家防御和軌道交通等高技術(shù)領(lǐng)域得到廣泛應(yīng)用[1]。針對(duì)層間角聯(lián)鎖織物的成形工藝,研制專用的、簡(jiǎn)單和低成本的層間角聯(lián)鎖織機(jī)具有重要現(xiàn)實(shí)意義。
開口機(jī)構(gòu)是織機(jī)關(guān)鍵核心機(jī)構(gòu),國(guó)內(nèi)外研究人員開展了較為廣泛的研究。電磁提綜是提花織機(jī)常用的開口方法:王勇[2]公開了一種新型提花織機(jī)專利,其主要采用上下電磁組件提綜實(shí)現(xiàn)引緯開口;孫志宏等[3]發(fā)明了一種電磁控制的圓織機(jī)開口機(jī)構(gòu),可通過電磁鐵控制綜桿的升降;陳革等[4-5]提出了一種基于伺服控制電動(dòng)機(jī)立體織機(jī)電子開口系統(tǒng),簡(jiǎn)化了結(jié)構(gòu),提高了開口的靈活性,但是成本較高。針對(duì)氣缸提綜也有不少相應(yīng)研究:有研究發(fā)明了一種氣缸開口機(jī)構(gòu),通過氣缸伸縮運(yùn)動(dòng)帶動(dòng)綜框上下運(yùn)動(dòng)實(shí)現(xiàn)引緯開口[6];周駿彥等[7]提出了一種氣缸提升綜桿的圓織機(jī)提花機(jī)構(gòu),采用氣缸頂升綜桿,具有結(jié)構(gòu)簡(jiǎn)單、體積小和成本低的優(yōu)勢(shì)。此外,已有研究開展了旋轉(zhuǎn)多臂開口機(jī)構(gòu)運(yùn)動(dòng)規(guī)律建模[8]。陽凱[9]提出了基于電子提花-串聯(lián)氣缸的織機(jī)開口裝置,但其系統(tǒng)較為復(fù)雜。關(guān)于專用、簡(jiǎn)單、低成本織造層間角聯(lián)鎖織物的織機(jī)開口系統(tǒng)開發(fā)尚處于初級(jí)階段,公開的研究報(bào)道還較少。
傳統(tǒng)的綜框提綜織機(jī)受綜框數(shù)量限制,難以實(shí)現(xiàn)組織結(jié)構(gòu)較為復(fù)雜織物的織造。本文提出的氣缸提綜氣缸數(shù)量相對(duì)較多,且可單獨(dú)控制,以期滿足具有復(fù)雜紗線運(yùn)動(dòng)規(guī)律的織物編織成形;提出基于氣缸提綜的織機(jī)開口控制系統(tǒng)的實(shí)現(xiàn)方法,以期實(shí)現(xiàn)不同織造工藝參數(shù)的開口控制程序間的高效切換,可應(yīng)用于小批量、多品種層間角聯(lián)鎖織物的成形制造。
1 系統(tǒng)總體設(shè)計(jì)
1.1 層間角聯(lián)鎖織物及其織造原理
典型的層間角聯(lián)鎖織物結(jié)構(gòu)主要包含襯經(jīng)紗、接結(jié)紗和緯紗,如圖1(a)所示。其織造過程包括:襯經(jīng)紗和接結(jié)紗分層開口、引緯和打緯。本文提出了基于氣缸提綜的織機(jī),重點(diǎn)研究襯經(jīng)紗和接結(jié)紗開口控制系統(tǒng),開口原理為:提綜氣缸牽引通絲,通絲帶動(dòng)綜絲向上運(yùn)動(dòng),從而帶動(dòng)穿過綜眼的襯經(jīng)紗和接結(jié)紗運(yùn)動(dòng)實(shí)現(xiàn)分層開口,如圖1(b)所示。圖中目板是用來保證通絲均勻分布,控制通絲排列順序和上機(jī)幅寬。
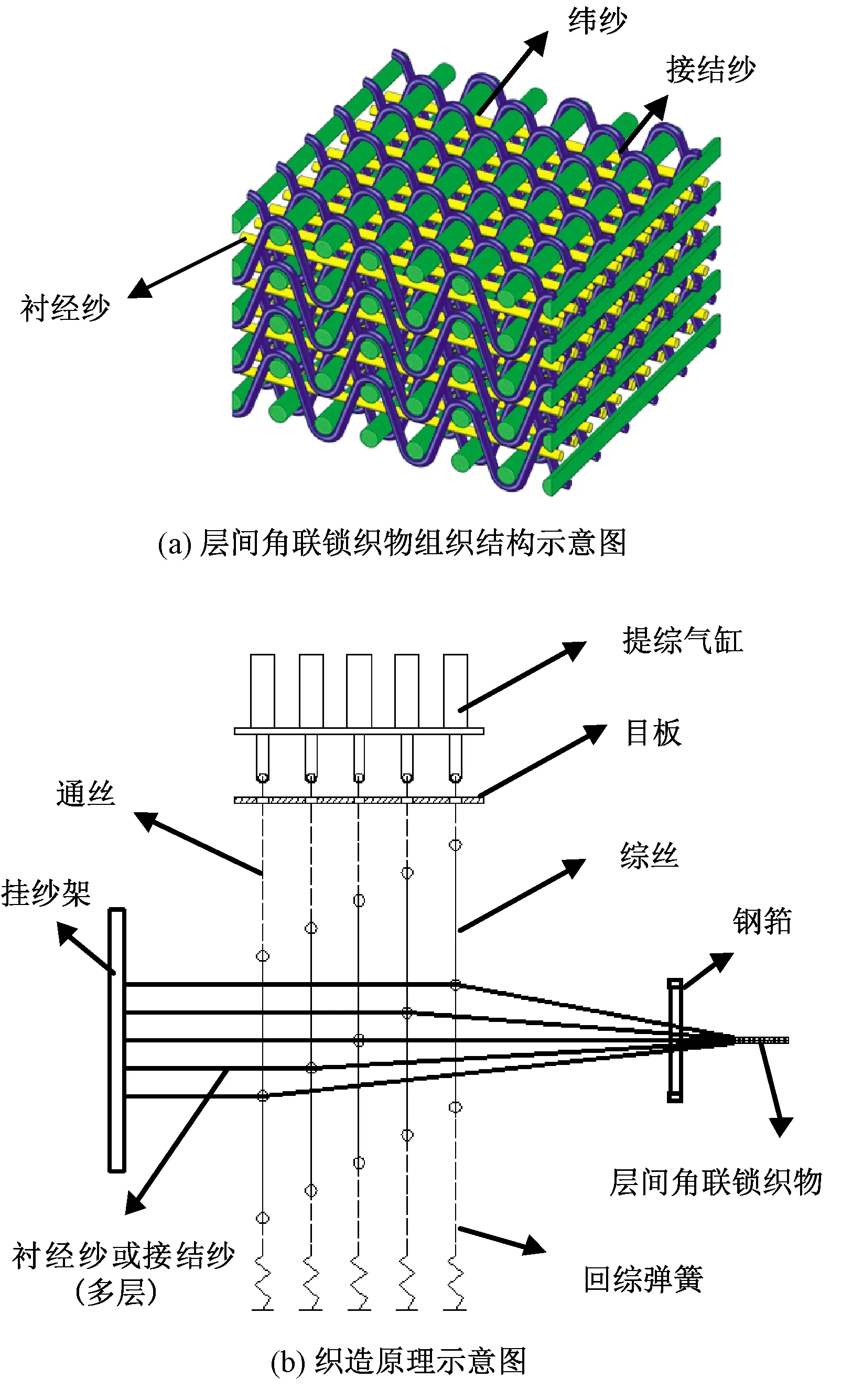
圖1 典型的層間角聯(lián)鎖織物組織結(jié)構(gòu) 及其織造原理Fig.1 Typical interlayer angle interlocking fabric structure (a)and its weaving principle(b)
1.2 開口控制系統(tǒng)設(shè)計(jì)思路
不同的層間角聯(lián)鎖織物結(jié)構(gòu)參數(shù),需要對(duì)應(yīng)不同的提綜氣缸的動(dòng)作規(guī)律,準(zhǔn)確控制提綜氣缸的運(yùn)動(dòng)是實(shí)現(xiàn)準(zhǔn)確開口的關(guān)鍵。本文提出的基于上位機(jī)的織機(jī)控制系統(tǒng)組成如圖2所示。主要包括計(jì)算機(jī)輔助制造(CAM)軟件模塊、可編程控制器(PLC)上位機(jī)通信軟件、PLC硬件系統(tǒng)和PLC控制程序。首先,基于Python和QT Designer開發(fā)數(shù)據(jù)轉(zhuǎn)換CAM軟件模塊,實(shí)現(xiàn)氣缸動(dòng)作信息(伸出或退回,即0或1)轉(zhuǎn)化成PLC可識(shí)別的數(shù)據(jù)格式;其次,基于Visual Basic編寫PLC上位機(jī)通信軟件,實(shí)現(xiàn)氣缸動(dòng)作信息實(shí)時(shí)傳送給PLC,實(shí)時(shí)監(jiān)控生產(chǎn)過程并生成生產(chǎn)日志;最后,采用CX-ONE軟件編寫PLC控制程序,接收氣缸的動(dòng)作信息,實(shí)時(shí)控制各氣缸伸出或退回。上位機(jī)和PLC數(shù)據(jù)交換采用RS232通信協(xié)議。
1.3 上位機(jī)通信系統(tǒng)設(shè)計(jì)
上位機(jī)通信系統(tǒng)包括工藝信息數(shù)據(jù)格式轉(zhuǎn)換CAM軟件模塊和PLC上位機(jī)通信軟件。本文系統(tǒng)采用歐姆龍自動(dòng)化(中國(guó))有限公司PLC控制器,上位機(jī)采用廣州得麗瓏計(jì)算機(jī)有限公司工控一體機(jī),系統(tǒng)版本為WIN7 32位,用于運(yùn)行工藝數(shù)據(jù)轉(zhuǎn)換CAM軟件、PLC通信軟件和PLC編程軟件。
1.3.1 數(shù)據(jù)格式轉(zhuǎn)換CAM軟件模塊構(gòu)建
歐姆龍PLC數(shù)據(jù)存儲(chǔ)(DM)區(qū)的數(shù)據(jù)格式采用 4位十六進(jìn)制數(shù)表示1組數(shù)據(jù),氣缸動(dòng)作矩陣中的氣缸0、1狀態(tài)信息需轉(zhuǎn)換成4位十六進(jìn)制的數(shù)據(jù)格式。本文提出基于Python語言和QT-Designer,開發(fā)數(shù)據(jù)轉(zhuǎn)換CAM軟件模塊,實(shí)現(xiàn)氣缸0、1動(dòng)作信息的數(shù)據(jù)格式轉(zhuǎn)換。軟件通過打開“氣缸動(dòng)作矩陣.xls”文件,計(jì)算Excel表格文件行、列數(shù),并逐行逐單元格讀取Excel單元格的數(shù)據(jù),且在每個(gè)數(shù)據(jù)前面補(bǔ)充“000”數(shù)據(jù)位,構(gòu)成4位數(shù)據(jù)位,然后寫入到“PLC可識(shí)別的數(shù)據(jù)信息.txt”中,“氣缸動(dòng)作矩陣.xls”的一行數(shù)據(jù)對(duì)應(yīng)“PLC可識(shí)別的數(shù)據(jù)信息.txt”的一行,文本文檔每行的數(shù)據(jù)為每緯對(duì)應(yīng)的360個(gè)氣缸伸出或者退回的動(dòng)作信息。
1.3.2 PLC上位機(jī)通信軟件開發(fā)
本文基于VB6.0開發(fā)PLC上位機(jī)通信軟件,通過該軟件實(shí)現(xiàn)每緯氣缸動(dòng)作信息的實(shí)時(shí)傳送和生產(chǎn)過程監(jiān)控,軟件的運(yùn)行流程如圖3所示。
具體運(yùn)行流程為:1)啟動(dòng)軟件,打開串口、設(shè)置通信參數(shù),建立通信連接;2) 讀取PLC程序運(yùn)行狀態(tài)、打緯計(jì)數(shù)、循環(huán)步數(shù),打開“PLC可識(shí)別的數(shù)據(jù)信息.txt”文件;3)讀取引緯步數(shù),讀取氣缸動(dòng)作信息,計(jì)算校驗(yàn)碼;4) 基于串口通信和網(wǎng)絡(luò)通信協(xié)議(FINS[10]) 發(fā)送指令的數(shù)據(jù)格式,將氣缸動(dòng)作信息寫入PLC數(shù)據(jù)存儲(chǔ)(DM)區(qū);5)進(jìn)入下一次循環(huán)掃描。
PLC采用的通信協(xié)議為Hostlink FINS[11],包括發(fā)送指令和響應(yīng)接收,該協(xié)議允許每次發(fā)送數(shù)據(jù)最大值為540字節(jié)。本系統(tǒng)共有360個(gè)氣缸,每次需要刷新360個(gè)氣缸的輸出(1)和輸入狀態(tài)(0),需要傳送720字節(jié),將分2次傳輸,分別寫至DM區(qū)的D1-D360。
1.4 PLC控制系統(tǒng)設(shè)計(jì)
1.4.1 控制系統(tǒng)硬件設(shè)計(jì)
采用的PLC型號(hào)為Omron CJ2M,CPU型號(hào)為CPU13,輸入和輸出擴(kuò)展模塊分別為CJ1W-ID211(1單元)/CJ1W-OD211(24單元),共計(jì) 16個(gè)輸入點(diǎn),384個(gè)輸出點(diǎn),PLC控制系統(tǒng)硬件組成如圖4所示。氣缸型號(hào)為SMC CJ2B32-40,電磁閥為AirTAC 4V210,開關(guān)電源為MEAN WELL S-1000-24。
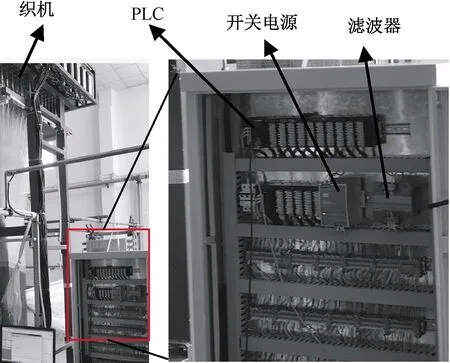
圖4 PLC控制系統(tǒng)硬件組成Fig.4 Hardware composition of PLC control system
1.4.2 控制系統(tǒng)軟件設(shè)計(jì)
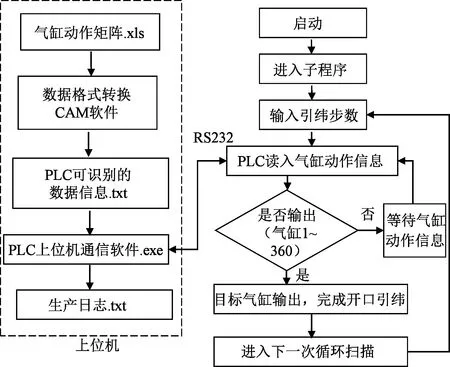
圖5 程序控制流程圖Fig.5 Running flow chart of program
控制系統(tǒng)實(shí)時(shí)讀取氣缸的動(dòng)作信息,并存儲(chǔ)至PLC的D1-D360數(shù)據(jù)存儲(chǔ)區(qū),D1-D360存儲(chǔ)的值同0或1進(jìn)行比較,等于1表示氣缸輸出,等于0表示氣缸退回。采用歐姆龍CX-Programmer編寫PLC控制程序,程序控制流程圖如圖5所示,具體為:1)基于“數(shù)據(jù)格式轉(zhuǎn)換CAM軟件模塊”,將“氣缸動(dòng)作矩陣.xls”轉(zhuǎn)換成為“PLC可識(shí)別的數(shù)據(jù)信息.txt”;2) PLC和上位機(jī)軟件通過RS232串口進(jìn)行通信,實(shí)時(shí)傳送氣缸的動(dòng)作信息(1或0)至PLC的D1-D360數(shù)據(jù)存儲(chǔ)區(qū);3)進(jìn)一步,PLC將D1-D360數(shù)據(jù)存儲(chǔ)區(qū)的值與“1”進(jìn)行比較,如果相等則氣缸輸出,實(shí)現(xiàn)引緯開口,然后進(jìn)入下一次循環(huán)的掃描;4)同時(shí),PLC上位機(jī)通信軟件實(shí)時(shí)讀取“引緯步數(shù)”和“打緯計(jì)數(shù)”,并寫入“生產(chǎn)日志.txt”,方便生產(chǎn)管理。PLC具體的輸入/輸出(I/O)地址分配如表1所示。
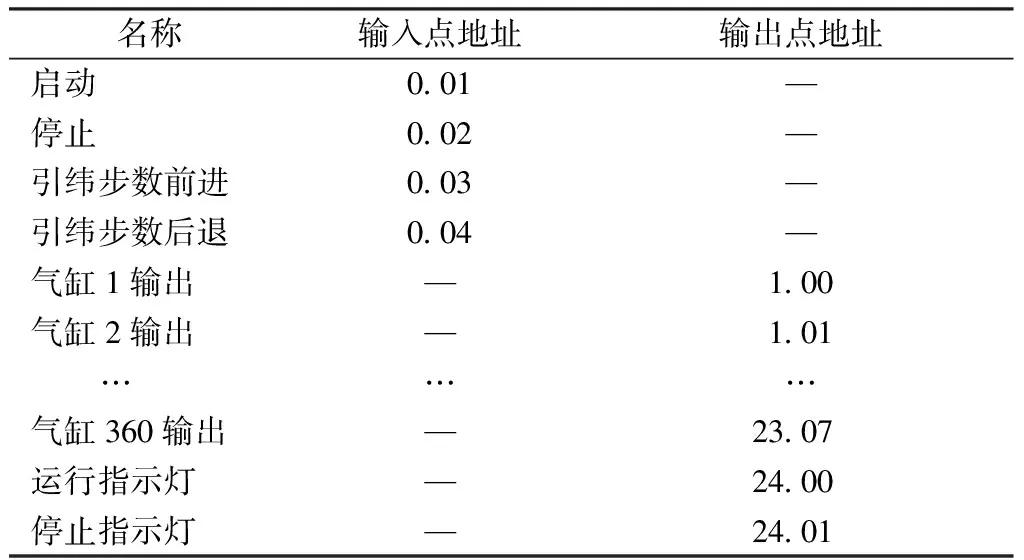
表1 PLC I/O地址分配Tab.1 PLC I/O address assignment
2 實(shí)驗(yàn)驗(yàn)證
通過建立tihua.xls和tihua.txt文件進(jìn)行控制系統(tǒng)可行性的實(shí)驗(yàn)驗(yàn)證,其中tihua.xls為氣缸動(dòng)作矩陣文件,tihua.txt為格式轉(zhuǎn)換文件。氣缸動(dòng)作矩陣文件tihua.xls格式如圖6所示。可知,運(yùn)行數(shù)據(jù)格式轉(zhuǎn)換CAM軟件模塊成功實(shí)現(xiàn)數(shù)據(jù)格式轉(zhuǎn)換,把360個(gè)氣缸的“1”和“0”數(shù)據(jù)信息轉(zhuǎn)化成為四位數(shù)據(jù)位的“0001”和“0000”;同時(shí),開啟PLC上位機(jī)通信軟件,如圖7所示,引緯步數(shù)為第8緯,目標(biāo)是實(shí)現(xiàn)氣缸1~5輸出。從圖7中PLC的輸出點(diǎn)信號(hào)燈看到氣缸1~5已實(shí)現(xiàn)輸出,PLC的通信信號(hào)燈閃爍,上位機(jī)通信軟件成功實(shí)現(xiàn)對(duì)PLC的實(shí)時(shí)控制。
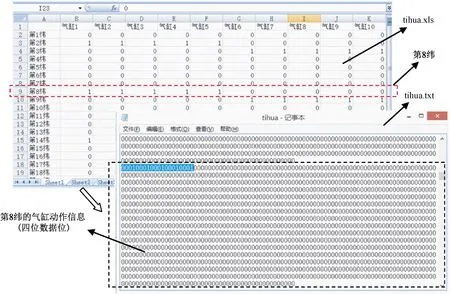
圖6 數(shù)據(jù)格式轉(zhuǎn)換CAM軟件驗(yàn)證Fig.6 Verification of data format conversion of CAM software

圖7 PLC上位機(jī)通信軟件和PLC控制系統(tǒng)驗(yàn)證Fig.7 Verification of PLC upper computer communication software and control system
實(shí)驗(yàn)研究結(jié)果表明:本文開發(fā)的數(shù)據(jù)格式轉(zhuǎn)換CAM軟件模塊和上位機(jī)通信軟件可行,成功實(shí)現(xiàn)了氣缸動(dòng)作信息數(shù)據(jù)格式轉(zhuǎn)換和對(duì)PLC的實(shí)時(shí)控制;同時(shí),PLC上位機(jī)控制系統(tǒng)能夠?qū)崿F(xiàn)生產(chǎn)過程的實(shí)時(shí)監(jiān)控,生成生產(chǎn)日志,方便生產(chǎn)管理。基于層間角聯(lián)鎖織物的織造工藝,用戶只需要在Excel中建立氣缸動(dòng)作矩陣,通過該系統(tǒng)可方便實(shí)現(xiàn)對(duì)織機(jī)的開口自動(dòng)控制。通過Excel編輯氣缸動(dòng)作矩陣文件,拷貝入上位機(jī)完成數(shù)據(jù)格式轉(zhuǎn)換,即可上機(jī)織造。
同時(shí),設(shè)計(jì)了層間角聯(lián)鎖平紋織物、斜紋織物和緞紋織物3種組織結(jié)構(gòu),工藝參數(shù)如表2所示。
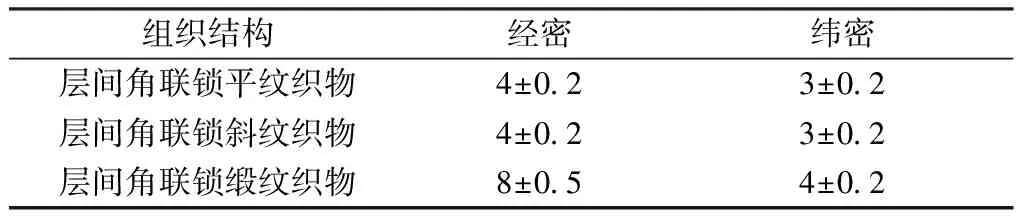
表2 織物工藝參數(shù)Tab.2 Fabric process parameters 根/cm
采用T800HXC-12K碳纖維,利用本文所述的織機(jī)開口控制系統(tǒng)進(jìn)行織造,制備的層間角聯(lián)鎖織物如圖8所示。
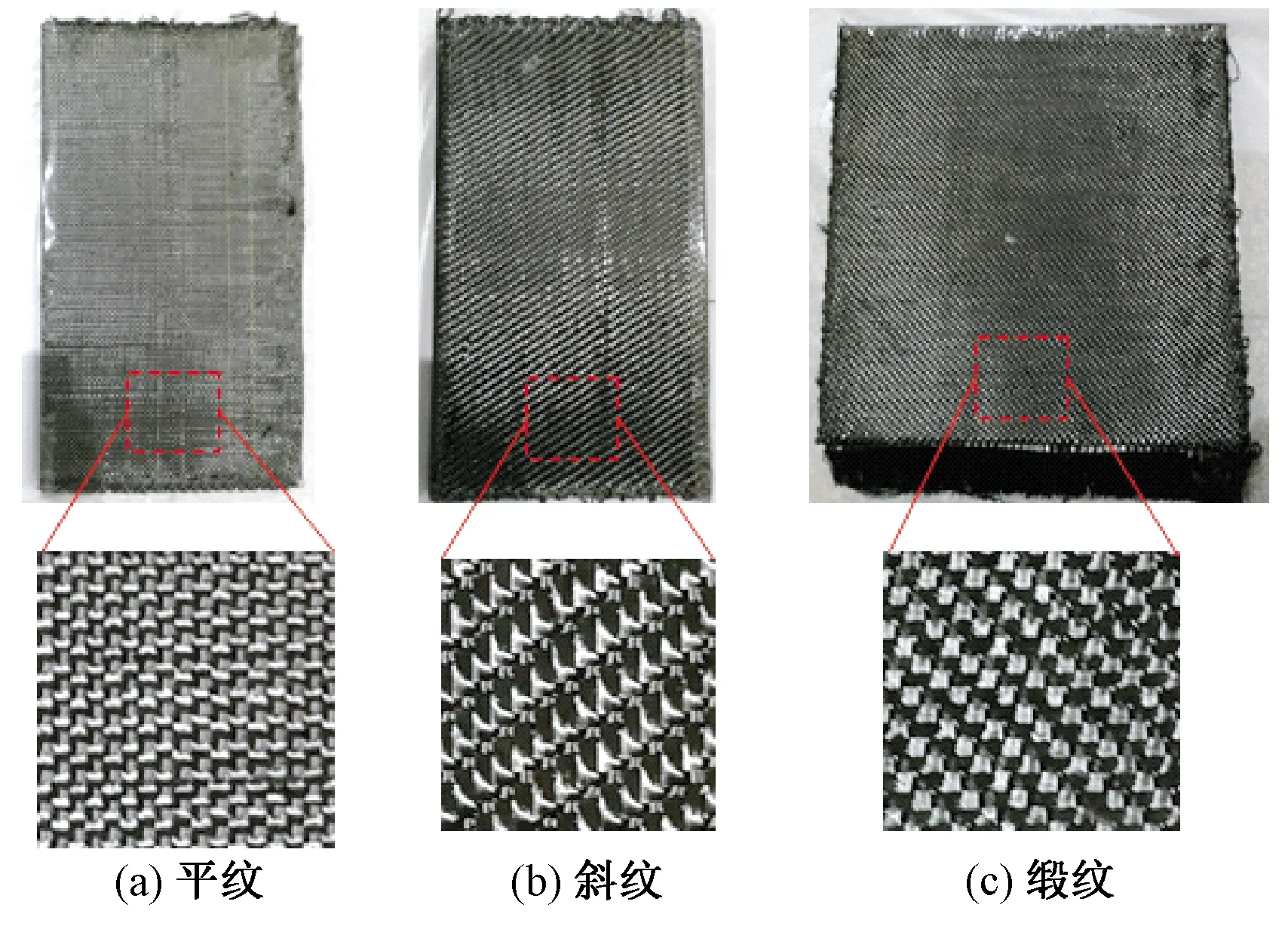
圖8 不同組織結(jié)構(gòu)的層間角聯(lián)鎖織物Fig.8 Interlayer angle interlocking fabrics of different structures. (a) Plain weave; (b) Twill; (c) Satin
織物幅寬為480 mm,厚度為21 mm,寬度分別為200、200和450 mm。研究結(jié)果表明,系統(tǒng)成功實(shí)現(xiàn)了平紋、斜紋和緞紋不同組織結(jié)構(gòu)層間角聯(lián)鎖織物的織造,該開口控制系統(tǒng)可適應(yīng)小批量、多品型層間角聯(lián)鎖織物的織造成型,具有通用性,靈活方便。
3 結(jié) 論
1)本文基于Python、QT-Designer和Visual Basic開發(fā)了基于上位機(jī)的織機(jī)開口控制系統(tǒng),并通過實(shí)驗(yàn)驗(yàn)證了系統(tǒng)的可行性。研究發(fā)現(xiàn)本文開發(fā)的數(shù)據(jù)格式轉(zhuǎn)換計(jì)算機(jī)輔助制造(CAM) 軟件模塊、上位機(jī)通信軟件和可編輯控制器(PLC)控制系統(tǒng)可行,成功實(shí)現(xiàn)了氣缸動(dòng)作信息數(shù)據(jù)格式轉(zhuǎn)換和對(duì)PLC的實(shí)時(shí)控制;同時(shí),PLC上位機(jī)系統(tǒng)能夠?qū)崟r(shí)監(jiān)控生產(chǎn)過程,生成生產(chǎn)日志,方便生產(chǎn)管理。
2)基于層間角聯(lián)鎖織物的織造工藝,用戶只需要在Excel中建立氣缸動(dòng)作矩陣,通過該系統(tǒng)可方便實(shí)現(xiàn)對(duì)層間角聯(lián)鎖織機(jī)的開口自動(dòng)控制。
3)采用本文所述的層間角聯(lián)鎖織機(jī)開口控制系統(tǒng)成功織造了層間角聯(lián)鎖平紋、斜紋和緞紋3種不同組織結(jié)構(gòu)的織物,該系統(tǒng)方便用于小批量、多品型層間角聯(lián)鎖纖維織物的制備,系統(tǒng)通用,靈活方便。
猜你喜歡
動(dòng)漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學(xué)生作文(低年級(jí)適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(jí)(2017年4期)2017-06-09 16:22:28
中華手工(2017年2期)2017-06-06 23:00:31
作文周刊·小學(xué)一年級(jí)版(2016年28期)2017-06-03 00:28:49
作文評(píng)點(diǎn)報(bào)·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37
中外會(huì)展(2014年4期)2014-11-27 07:46:46
建筑創(chuàng)作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
