生產中基于沖裁間隙優化的斷面品質改善探析
2022-04-21 10:22:24侯崢嶸黃志威吳智康廣汽埃安新能源汽車有限公司
鍛造與沖壓 2022年8期
沖裁是利用模具使板件的一部分封閉輪廓與另一部分封閉輪廓分離的沖壓工序,沖裁間隙是指沖裁工序中上模刃口和下模刃口尺寸之間的差值,是模具設計、制造和生產中的重要技術參數,因此,為了滿足模具壽命和沖裁件質量的要求以及提高生產效率,在實際生產中對沖裁間隙進行管理和優化是必要的。
沖裁變形過程分析

彈性變形階段
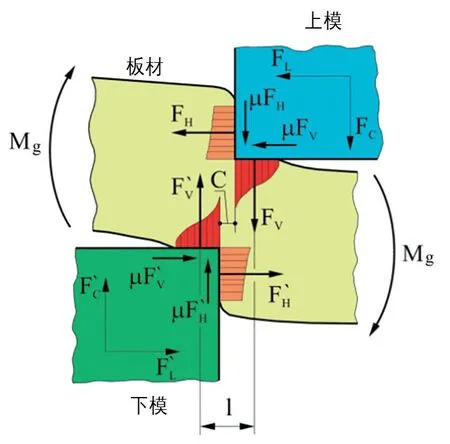
在此階段,上模刃口與板件接觸后,板件先被壓平,接下來上模和下模刃口分別壓入板件中,由于存在沖裁間隙C,板件受到的上模的合力與下模的合力并不共線,板件因此會受到一個彎矩M
,該彎矩使得板件在彈性受壓的情況下還略有彎曲,隨著上模繼續下行,材料在刃口部分受到的應力會達到彈性極限。
塑性變形階段
伴隨上模的繼續下行,板件受力增大,材料的應力達到屈服極限從而產生塑性變形,隨著塑性變形程度的增加,板件內的拉應力和彎矩繼續增大,材料硬化加劇,刃口附近的材料先達到強度極限。
斷裂階段
上模壓入深度繼續增加,裂紋首先出現在上、下模刃口側面,此時在彈性和塑性變形階段儲存的應變能得以釋放,且沿最大切應力方向向材料內部擴展,當上、下模刃口處的主裂紋重合時,材料便被切斷分離。若刀口間隙不合理,兩條主裂紋無法重合,則會出現第三主裂紋。
沖裁間隙對斷面的影響及其選擇
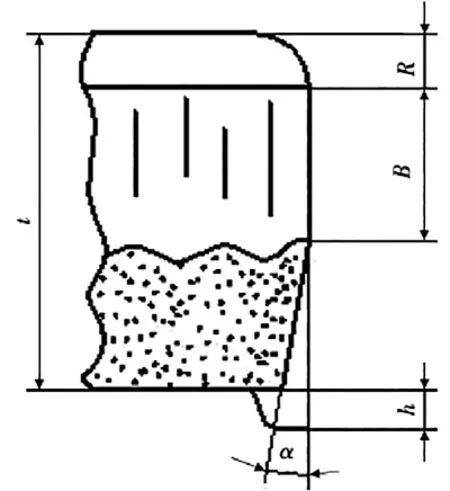
根據以上沖裁變形過程分析可知,沖裁件的斷面主要包括塌角R、光亮帶B、斷裂帶和毛刺h,并且具有斷裂角α,如圖2所示。
沖裁間隙對塌角的影響
“一帶一路”合作中,國際化企業有必要形成專門的企業社會責任部門,對部門人員進行專業培訓,能夠讓他們對企業社會責任有系統了解,從而在企業社會責任的履行過程中進行專業管理,使相關資源得到更為有效的利用,獲取相關社會責任行為的最大社會效應。國際化企業有必要將社會責任納入到其長期的發展戰略,對社會責任履行的范圍、層次以及重點等進行系統的統籌安排,從而強化企業的公民意識,構建基于科學分析的企業社會責任戰略(樊蓉,2018),真正的提升企業的國際品牌形象。
沖裁間隙對光亮帶的影響
相對沖裁間隙可用式(1)表示,即沖裁間隙和板件厚度關系:
對毛刺的影響
固本拓新--基于傳統住宅的裝配式住宅建筑設計…………………………………………………… 彭敏,萬莉(7-18)
沖裁間隙的選擇
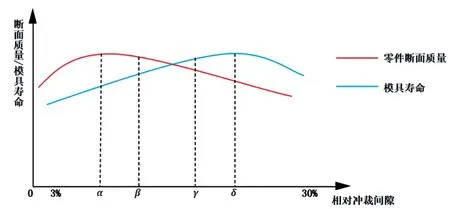
通過以上對零件斷面質量的分析和根據查閱有關文獻可知,沖裁間隙與模具壽命和零件斷面質量的關系如圖3所示。權衡零件斷面質量和模具壽命也成為選取沖裁間隙時需要考慮的因素。其中,α是零件斷面質量最佳的相對沖裁間隙,β是零件斷面較好的相對沖裁間隙,γ是模具壽命較好的相對沖裁間隙,δ是模具壽命最好的相對沖裁間隙。
在彈性變形階段,刃口附近材料被拉入沖裁間隙形成的自由表面就是塌角,其高度隨著沖裁間隙的增大而增大。由于沖裁間隙存在,使得板件受到來自上、下模刃口的合力不在一條直線上,因此產生一個彎矩M
。沖裁間隙越大,板件受到的彎矩也越大,板件所受的彎曲作用也就越大,塌角高度也因此增大。
在塑性變形階段,由于板件在刃口處發生剪切和彎曲拉伸變形,且以剪切作用為主,從而形成光亮帶,其表面光潔且垂直度好,是理想的板件斷面形狀。光亮帶高度隨著沖裁間隙的增大而減小。但當沖裁間隙過小時,上下兩個主裂紋就不會重合,并且會形成狹長的第二光亮帶,第二光亮帶上面有很長的毛刺、不光整的齒狀邊和小錐形體,這些將會形成極易剝離的碎屑,帶入后工序產生壓痕不良,是實際生產時間損失的主要來源之一。而沖裁間隙增加,會使得板件所受拉伸和彎曲作用增大,因此剪切作用被相對削弱,板件容易被拉斷形成斷裂帶,光亮帶高度也因此減小。
現階段,中職學校中學生的基礎都比較差,而且他們學習的狀態不太好,如果不及時調整教學的現狀,會直接影響著學生學習的積極性和學生的能力。本文試圖結合中職機械專業教學實際入手,探索提高中職機械專業教學質量的方法。
C=xt (1)
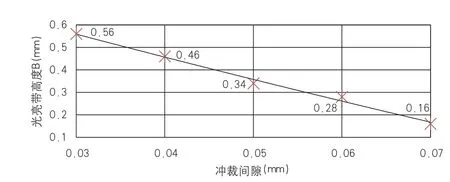
由圖9可以看出,隨著沖裁間隙增大,光亮帶高度減小。光亮帶光潔平整且垂直于板件,是沖裁的理想斷面。減小的原因是由于板件受到的剪切作用被削弱,容易被撕裂形成斷裂帶,使得斷裂帶高度增加。
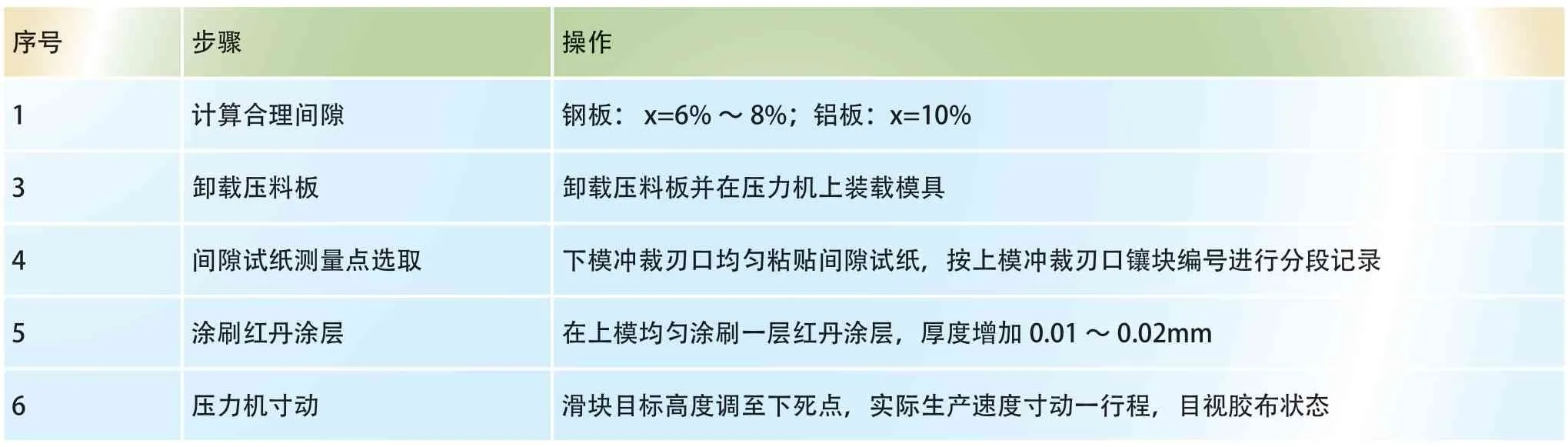
根據實際生產的經驗值,在平衡零件斷面質量和模具壽命的情況下,車身覆蓋件為鋼板的情況下推薦采用x=6%~8%,車身覆蓋件為鋁板的情況下推薦采用x=10%。
實際生產中快速測定和判斷沖裁間隙的方法
沖裁間隙的測量
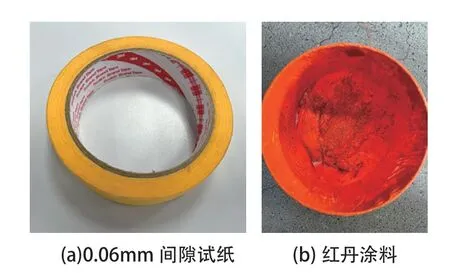
測量沖裁間隙的方法種類很多,如可以使用塞尺進行測量,但該方案在測量較為復雜的刃口形狀時測量效率較低,以及在內部的刃口難以進行測量作業,所以該方法的作業效率較低。在實際生產中,需要用較快速且簡便的方法測量沖裁間隙,以下介紹一種在生產中可以進行實際運用的方法。本文中車身覆蓋件多采用厚度約為0.7mm的板件,因此以厚度為0.7mm的鋼板進行試驗。需要使用的材料為0.06mm的間隙試紙與紅丹涂料,如圖4所示,通常,刷一層紅丹涂層的厚度為0.01mm至0.02mm。
首先確定合理的沖裁間隙范圍,根據上文中的結論,取比例系數x=6%~8%,可以計算出合理的范圍應該在0.04mm至0.06mm。接著卸下壓料板并在壓力機上裝模,并在下模選取測量點,在測量點上均勻地粘貼間隙試紙,如圖5所示。
用0.1 mol/L的鹽酸或氫氧化鈉將復合溶葡萄球菌酶溶液的pH值分別調至2、4、6、8、10,在25 ℃溫度下,對致病性金黃色葡萄球菌分別在1、5和10 min 進行定量殺菌試驗,計算其殺菌率。
石門水電站增效擴容工程主要內容包括:河床電站、東干渠首電站、西干渠首電站水輪發電機組及附屬設備、輔機系統、監控保護系統、配電系統及消防系統的機電設備改造。增效擴容工程完成后,電站總裝機容量由現在的4.26萬kW提高到4.473萬kW,年增加發電量914萬kWh,較現狀復核發電量增加11.7%。項目概算總投資12 883.43萬元。其中,東干、西干渠首電站概算投資1 243.27萬元,作為試點項目計劃于 2011年、2012年實施;河床電站概算投資11 640.16萬元,作為推廣項目計劃于2013年、2014年實施。
分析結果是否準確取決于流體邊界條件的設置。該流體的仿真運用的是Fluent模塊,由于仿真時設置的流體狀態是在理想狀態下。在該閥體中流過的介質選用水,其密度為1000 kg/m3,動力黏度設置為0.001055 kg/ms,公稱壓力為1.6 MPa,流體進入的閥體是湍流狀態,則需要運用k-e模型。入口的速度條件設置為1.5 m/s,出口為自由出口,壁面條件為靜止壁面[2-3]。
最后操作壓力機以實際生產速度寸動一行程,目視膠布狀態以判斷沖裁間隙,操作步驟總結見表1。
毛刺高度隨著沖裁間隙的增大先平緩增大而后持續增大。在斷裂階段,由于裂紋是從刃口側面出現而不是在沖裁間隙的中間,所以斷面必然會產生毛刺。當沖裁間隙小于合理值時,板件的上下主裂紋將無法重合而產生較小且難以剝離的毛刺;當沖裁間隙大于合理值時,板件被拉伸和彎曲作用帶入沖裁間隙中去,主裂紋出現在距離刃口相對遠的側面,繼而被拉斷,因此產生的毛刺高度較大,這也是毛刺產生的主要原因之一,也是實際生產中時間損失的主要來源。
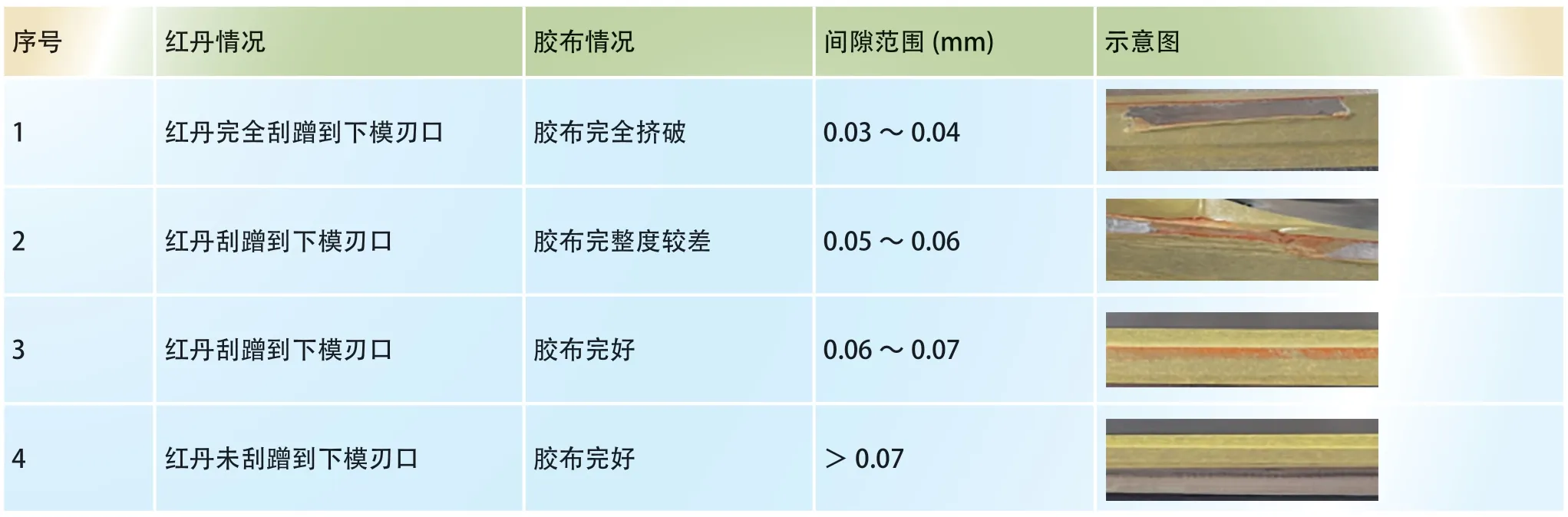
沖裁間隙的判斷
完成數據測量后,需要讀取和判斷數據,判斷的依據是刃口上間隙試紙的狀態,根據膠布狀態的目視化可以大致判定沖裁間隙,判斷方法見表2。值得一提的是,因為板件厚度的變化會引起結果在一定范圍內的誤差。若板件厚度的變化范圍在0.7mm±0.05mm,該誤差可以忽略不計;若板件厚度的變化范圍超過該數值,那么表2計算得出的結果應該被重新考量。
斷面質量分析和間隙優化
沖裁斷面分析
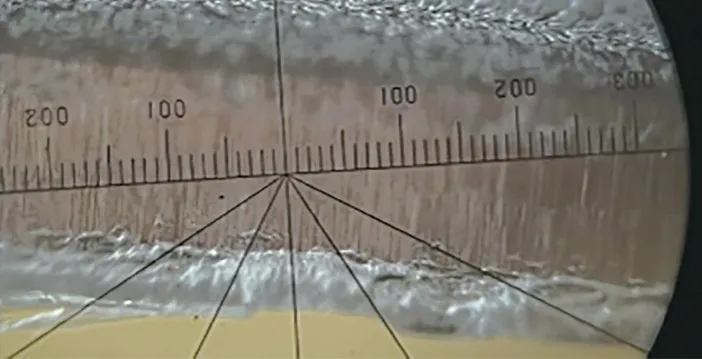
將已經測得的沖裁間隙的數據記錄,上文中也已經提到,目前該試驗用鋼板的合理間隙值應該是在0.04mm至0.06mm,但進一步確定沖裁間隙的最優值,需要對板件斷面進行分析。本文中使用的工具是型號為Peak2008-50×的50倍放大鏡,如圖7所示,其參數如表3所示。


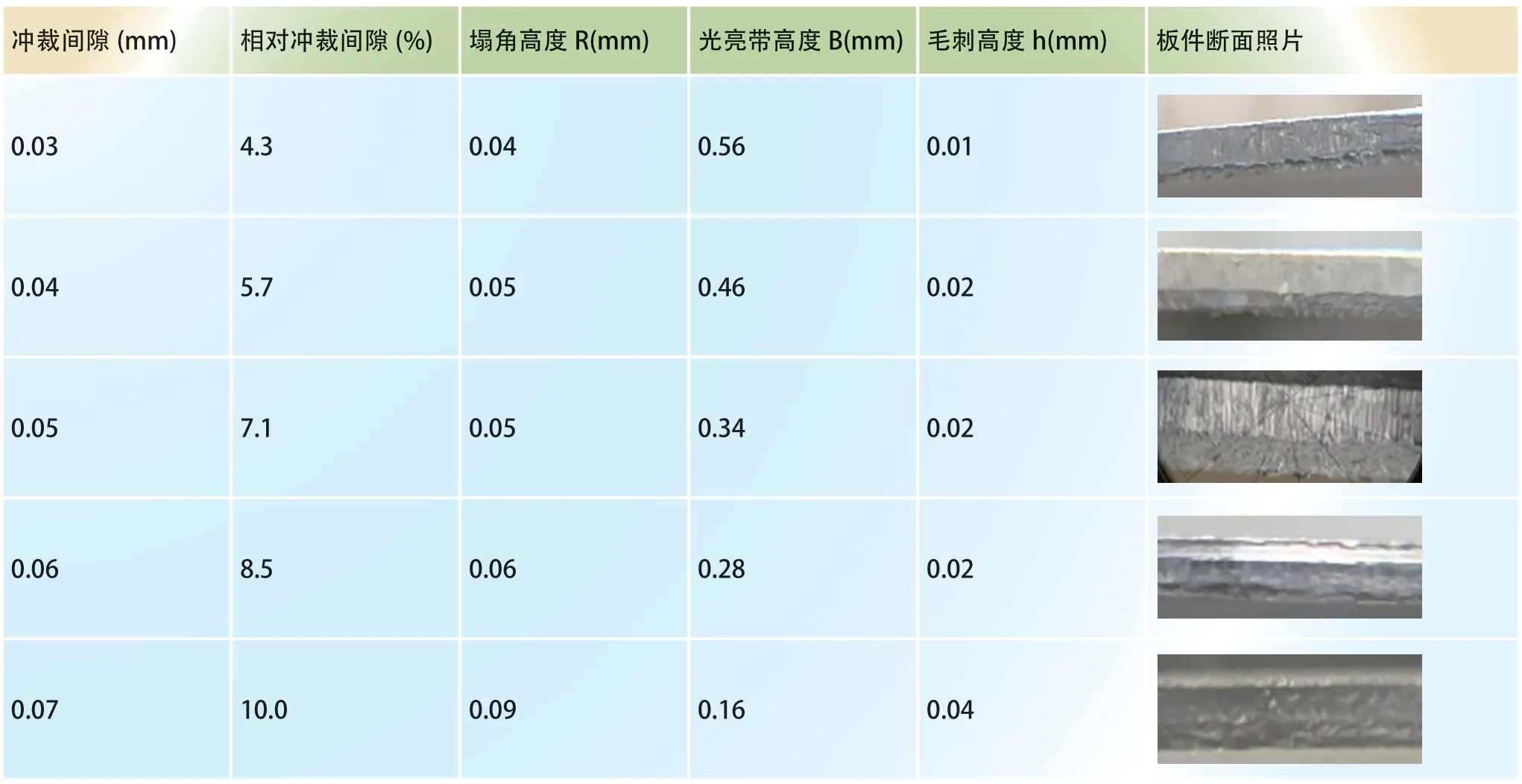
本文分析沖裁間隙對板件斷面質量影響中,使用厚度為0.7mm的不銹鋼坯料,依次取沖裁間隙為0.03mm、0.04mm、0.05mm、0.06mm、0.07mm的斷面,即相對沖裁間隙為4.3%、5.7%、7.1%、8.5%、10.0%的五組數據進行分析,使用Peak2008-50×的50倍放大鏡拍攝其斷面并以塌角高度R、光亮帶高度B和毛刺高度h為分析指標,得到該板件在不同沖裁間隙條件下和以上分析指標的關系,結果如表4所示。
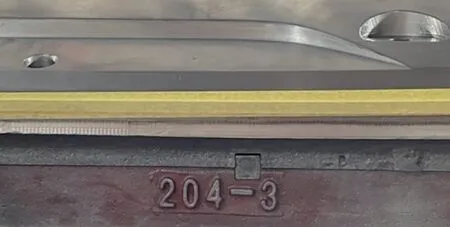
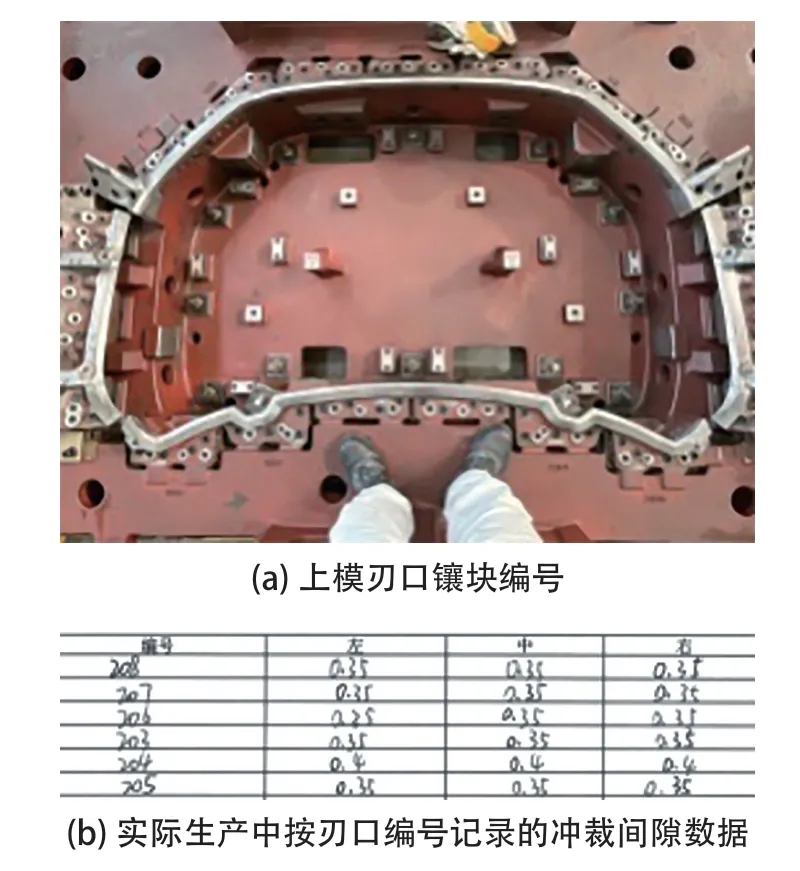
下一步在上模均勻涂上一層紅丹涂層。關于對沖裁間隙的記錄,本文中推薦使用按上模刃口的鑲塊編號進行記錄,如圖6所示,以免對數據的記錄造成混亂,降低數據采集的真實性。
將測量所得的5組數據繪制成散點圖并作回歸,由圖8可以看出隨著沖裁間隙的增大,塌角高度也隨之變大,其原因如同前文所說,由于沖裁間隙變大,板件所受的彎矩變大,彎曲和拉伸作用則越大,使得圓角帶高度變大。

式中,C為沖裁間隙(mm);x為比例系數;t為板件厚度(mm)。
但由于不同主體在回應鄉村問題時采取不同的策略,差異化的鄉建模式有各自的優點和運用局限(表2)。鄉建沒有統一的模板,應基于不同村莊的自然、社會、經濟、文化背景,從而探索出適應自身發展的道路[19,20]。任何一種鄉村實踐,都不可能面面俱到,需要分清主次、懂得取舍,在傳承過去、踐行現在、發展未來之間取得平衡
而隨著沖裁間隙減小時,光亮帶高度增大,這是由于板件所受到的彎曲和拉伸作用減弱,受到的剪切作用增強,其塑性變形階段被延長,另外,在這種間隙條件下沖裁,上、下主裂紋不能重合,會產生二次分離,沖裁件通過下模側壁產生摩擦形成第二光亮帶,且第二光亮帶表面易被剝離,如圖10所示。這種表面會在后工序受力時被剝離并部分附著在壓料板表面,該碎屑在模具進行下一沖程時便會在板件上留下壓痕,壓痕不良的產生會產生大量故障時間,極大程度上降低生產效率。
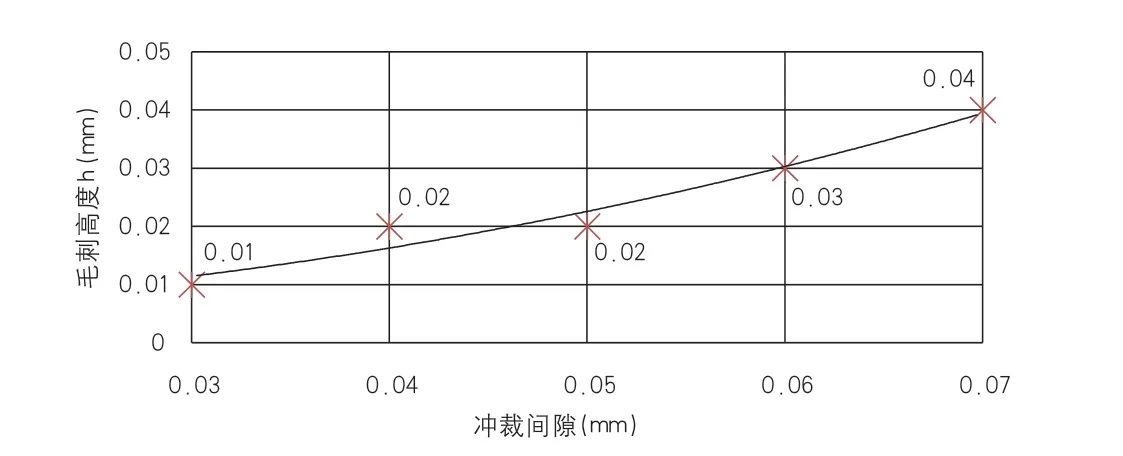
由圖11可以看出,隨著沖裁間隙增大,毛刺高度也隨之增大。毛刺的存在是沖裁件的品質不良之一,將對沖裁件的正常使用產生影響。由前文分析可知,沖裁間隙較小時,板件的上、下裂紋將在最大切應力方向上互相重合,毛刺高度較小,容易清除。沖裁間隙較大時,板料的彎曲與拉伸增大,裂紋容易在離上、下模刃口稍遠的側面上生成,板料易被撕裂,因此產生的毛刺高度較大,難以去除。毛刺的出現會浪費大量的生產時間,降低生產效率,也是重要管理項目之一。
沖裁間隙優化
本文中主要關注的參數為光亮帶高度和毛刺高度,因此針對這兩個參數,對沖裁間隙進行優化。由表4可知,該試驗板件在沖裁間隙為0.06mm,即相對沖裁間隙為8.5%時,光亮帶高度占板件厚度的1/3,此時圓角高度和毛刺高度都處于理想狀態,既不會產生壓痕碎屑,也不會產生高度較大的毛刺。而在實際生產中,沖裁間隙不可能嚴格按照該值進行管理,因為壓痕和毛刺不良并不能完全去除,而是在一定間隙范圍內具有良品條件,品質上達到生產條件即可。
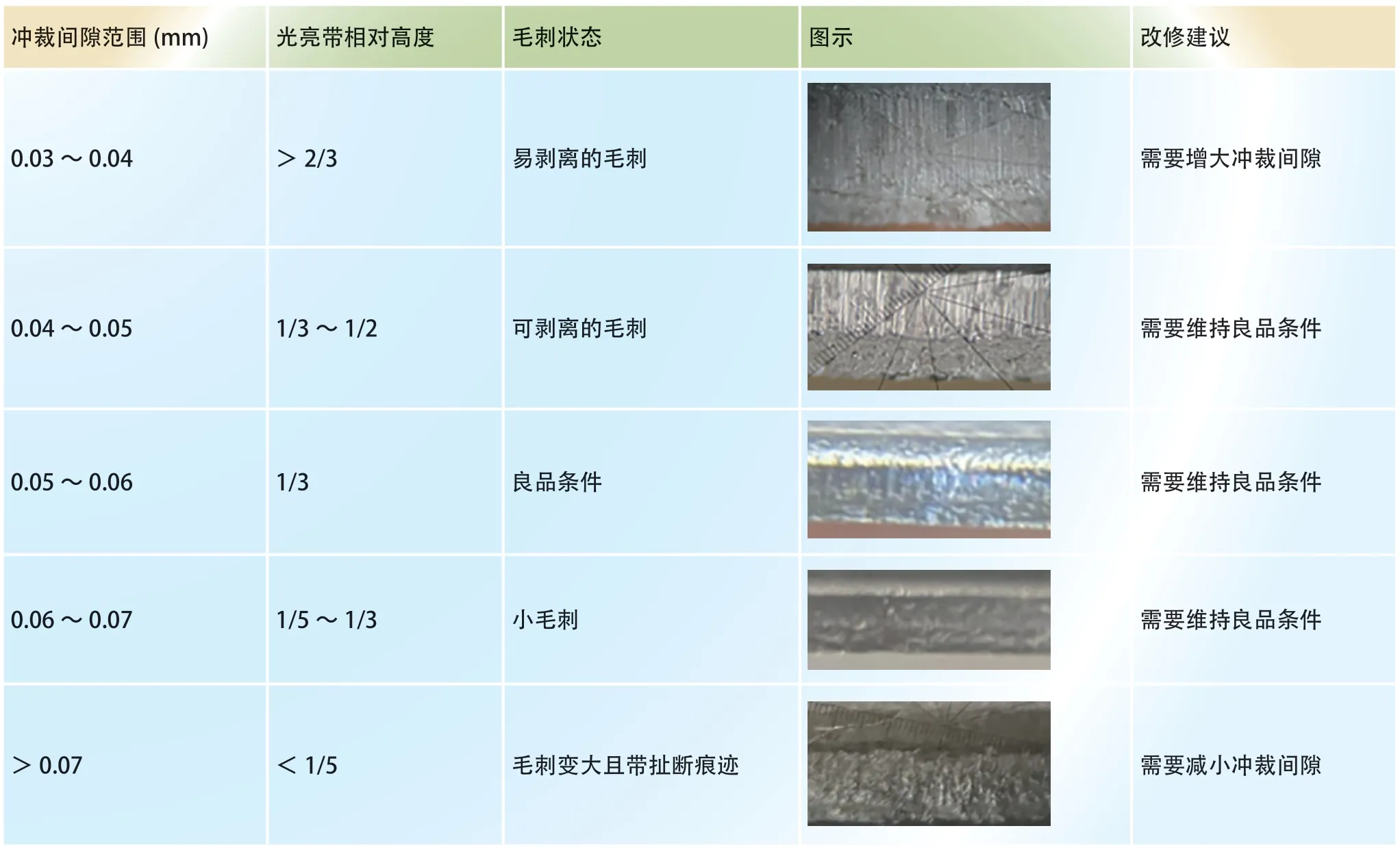
本文在試驗中以光亮帶高度占板件厚度比值,即光亮帶相對高度為依據,并結合沖裁間隙可得出其是否處于良品間隙范圍內。在實際生產中可以以此間隙范圍推行優化,如表5所示。
雖然我國當前地方政府債務風險整體可控,但是地方政府債務問題日益凸顯。財政部公布數據顯示,截至2017年12月底,全國地方政府債務余額164706億元,而2016年底地方政府債務余額是153200億元,同比增長7.5%,高于我國GDP的增長速度。政府債務規模在不斷快速擴大,地方政府通過擔保、掛賬、欠款和違約等行為產生的大規模隱性債務難以進行統計、監測、評估和控制,吳盼文(2013)、牛霖琳等(2016)、張平(2017)等學者著重強調了隱性債務給區域金融帶來的重大隱患。建立一個科學合理的政府債務統計、監測、分析的框架,防范債務迅速擴張的風險轉移到區域金融體系是當務之急。
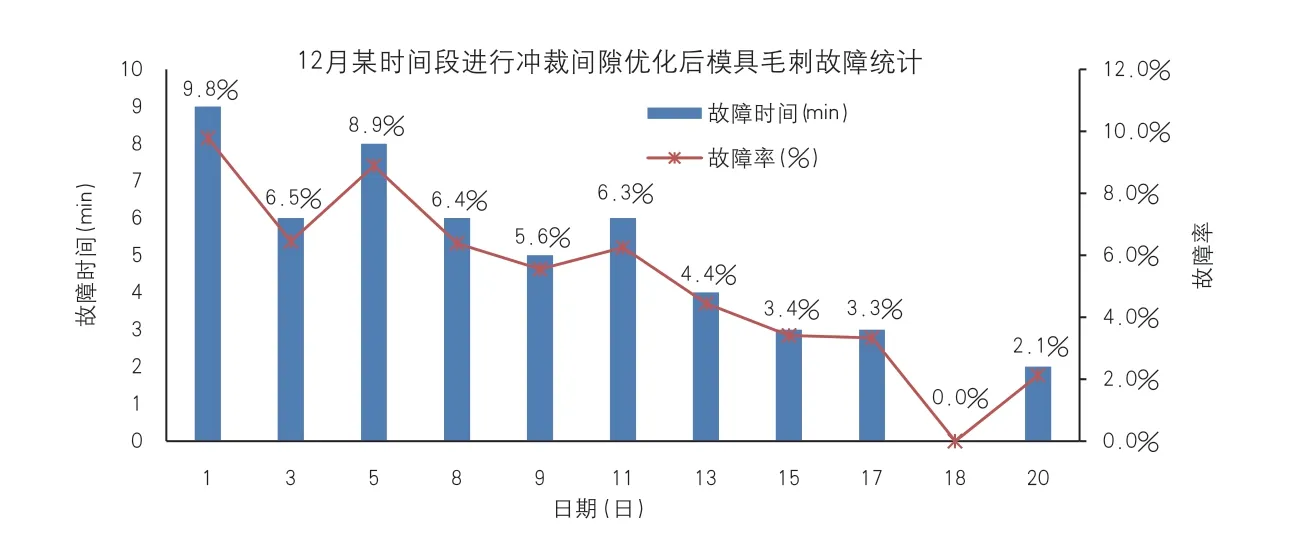
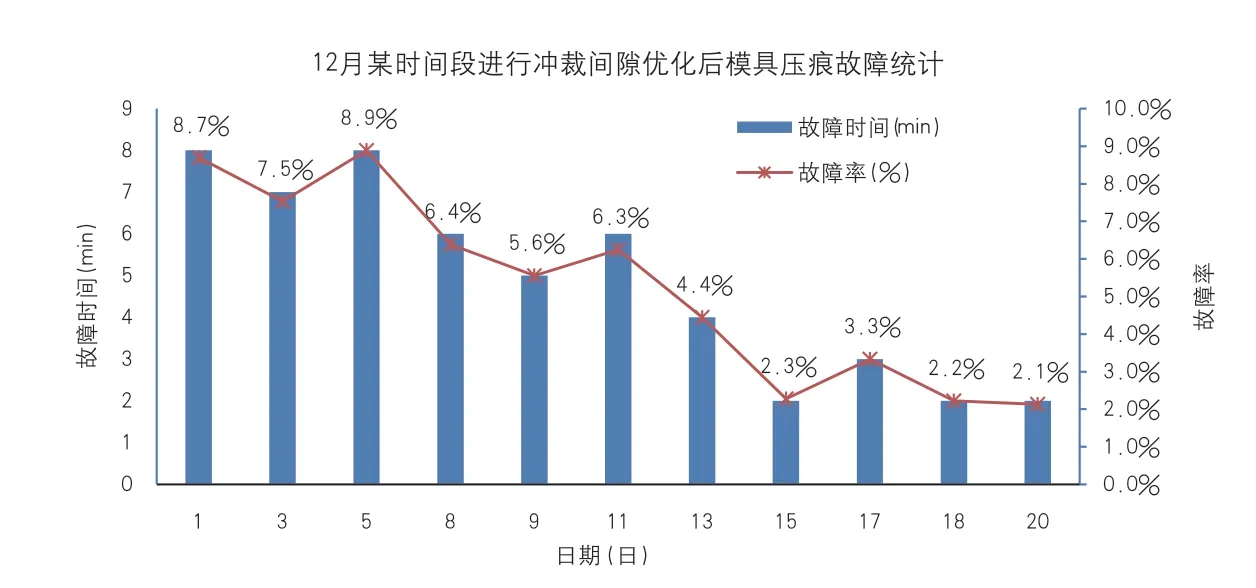
根據上表的間隙范圍對使用該試驗板件的其中兩套模具進行優化管理,并追蹤其生產表現。圖12所示為從12月8日起對沖裁間隙進行優化管理后的毛刺故障統計,經過一段時間的生產后,其故障率有所下降并趨于穩定。圖13所示為從12月8日起對沖裁間隙進行優化管理后的壓痕故障統計,經過一段時間的生產后,其故障率有所下降并趨于穩定。
結束語
本文簡要分析了沖裁變形過程以及沖裁件斷面的結構及影響因素,并介紹了一種在實際生產中可以快速簡便獲得沖裁間隙的方法,該方法使用了0.06mm的間隙試紙與紅丹涂料結合,通過模具沖裁刃口的目視化以快速判斷沖裁間隙。在此基礎上對牌號為GX220BDL+ZF,板料厚度為0.7mm的不銹鋼板在不同沖裁間隙下的斷面分析,以光亮帶相對高度確定了沖裁間隙的優化方案,改善了生產中沖裁間隙小于合理值導致的壓痕不良問題和沖裁間隙大于和合理值導致的毛刺不良問題,并通過后續的生產追蹤確認了其故障率下降并趨于穩定。