數(shù)控加工中過切引發(fā)的加工策略改進
2022-04-20 09:18:00周寶友
模具制造 2022年3期
周寶友
(江蘇文光模具技術(shù)有限公司,江蘇鎮(zhèn)江 212325)
1 引言
我司模具車間在加工一副裝飾板模具時,發(fā)生多處過切,從而導致模具的報廢處理,后續(xù)車間在重新加工時,對加工工藝和加工策略的改進,進行了一定的探索,在與同行相互探討和交流后,逐步形成新的加工工藝和加工策略。本次的改進模式,主要基于加工軟件上的工藝參數(shù)和加工策略展開的,結(jié)合車間現(xiàn)有的機床,合理地編制加工程序,合理地選擇加工策略,充分地挖掘現(xiàn)有編程軟件Powermill里面的應用功能,淘汰舊有的編程策略,從而匯總成車間的加工標準,并適當?shù)匮苌鲆恍┢渌庸げ呗约凹庸ひ?guī)范。
2 原加工策略引發(fā)的過切分析
(1)加工工件的分析,圖1所示為定模的整體狀態(tài),工件尺寸1,000×760×460mm,如圖2所示,中間凸塊處最高高度達到120.5mm,而圖3所示兩個凸塊之間的最小間距只有25mm寬。所以,此工件的加工難處都是圍繞著這幾個凸塊而展開的,前提又是不能鑲拼,只能整體加工了,可想而知,此模具加工有一定的難度。
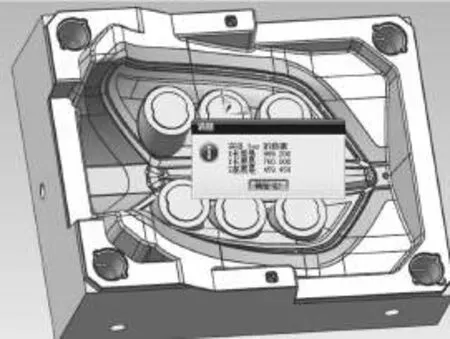
圖1 定模總體的尺寸圖
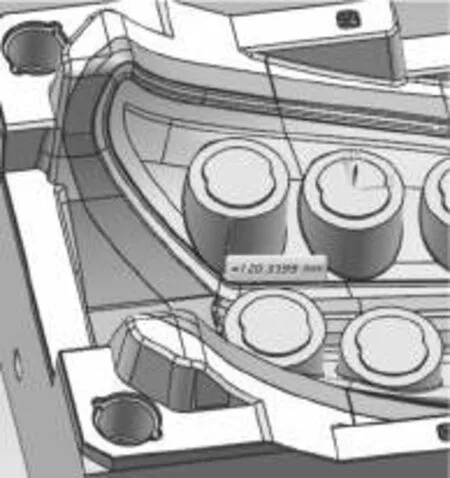
圖2 定模側(cè)中間最高凸塊的高度尺寸圖

圖3 兩凸塊之間最小間隙尺寸圖
重點對定模來分析,知道此定模尺寸為999×760×345mm,屬于中大型模具。塑件的要求是免底鍍膜件,所以,定模側(cè)面的加工精度要求比較高(在模具加工時,也要了解模具所對應的塑件的要求,這樣便于合理地考慮加工工藝)。由圖4可知,定模側(cè)的導柱孔深度達到370mm,直徑?65mm,反面避空段直徑?70mm深180mm,正面導套段直徑?75mm,深80mm,因此考慮要正反兩個方向加工導柱孔。圖2和圖3所示的型腔3個圓柱凸塊,單邊斜度只有1°,最深達到122mm,兩個圓柱直接最小間距只有28.5mm。
圖4 定模側(cè)的導柱孔深度尺寸圖
定模側(cè)的型腔面肯定要求較高,因為塑件需要免底鍍膜。所以,定模側(cè)不能出現(xiàn)彈刀過切現(xiàn)象;模具面積較大,分型面配合要過盈,不能虛,特別是左端的弧度較高,加工容易有偏差。
(2)原加工策略簡述。
在第一次加工此模具時,沿用車間一貫的加工方式,即老舊的加工工藝和加工策略。先是D63大刀開粗,后面接著是D35R0.8的刀等高繞,再接著是D25清角刀繼續(xù)等高精加工,平緩面選擇D25R5刀具加工。圖5所示即是D63R6開粗的舊有的加工策略,此開粗策略,沒有什么特別說明,常規(guī)的加工模式。圖6所示為接下來的D35R0.8的刀具進行的半精加工策略,考慮到加工的難處,所以增加了一個D35R0.8的半精加工工序,注意,這是在開粗后直接就進行的加工步驟,側(cè)壁和底部余量均為0.6mm。圖7所示是D25R0.8的刀具半精加工的策略圖,考慮現(xiàn)有的機床和現(xiàn)有的刀具,所以選擇D25R0.8的刀具進行半精加工,側(cè)壁和底部余量繼續(xù)縮小,均為0.3mm。
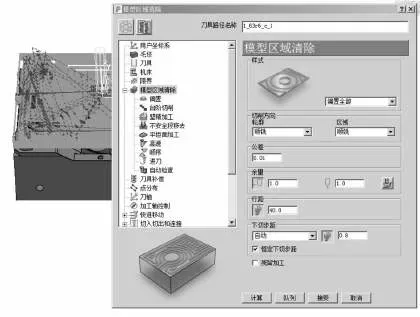
圖5 D63R6開粗加工舊的策略圖

圖6 D35R0.8的刀半精加工舊的策略圖

圖7 D25R0.8的刀半精加工舊的策略圖
半精加工后接著就是考慮精加工的工序了。考慮到精加工時切削需要均勻,所以增加了D16R0.8的刀具,進行局部清根,主要清除D25R0.8刀具加工不到的部位,其主要策略如圖8所示。
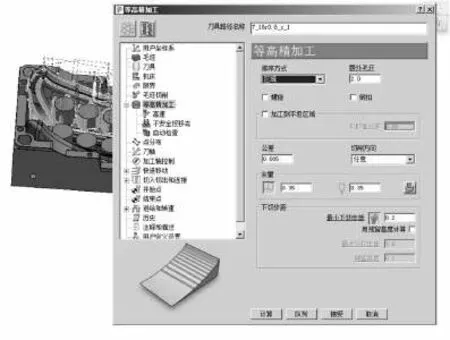
圖8 D16R0.8的刀局部清根舊的策略圖
精加工考慮根據(jù)模具不同部位和陡峭平坦的原則,進行分區(qū)域分刀具加工。圖9所示即時選擇D26R0.8硬質(zhì)合金整體抗震刀桿進行鎖模側(cè)壁的精加工。圖10所示為選擇D25R5的大圓角刀進行平面的精加工。而圖11標注的加工策略則是針對分型面的,考慮到分型面是封膠作用,面積也較大,如果全部由后道精雕加工則時間過長,所以選擇數(shù)控直接加工到位的做法,高度方向稍留0.05mm余量,供鉗配使用。
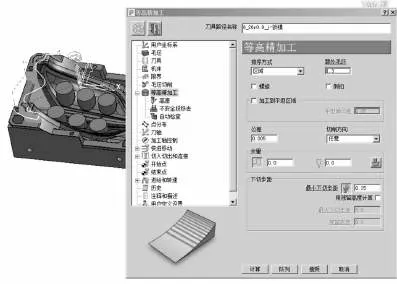
圖9 D26R0.8刀鎖模側(cè)面精加工舊策略圖
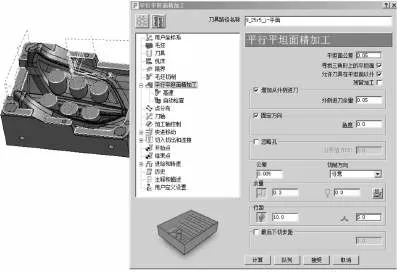
圖10 D25R5平面精加工策略圖
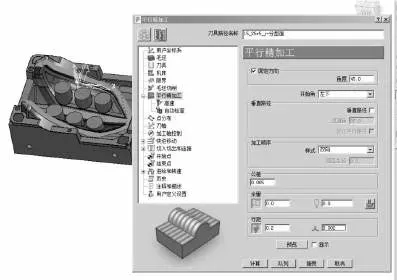
圖11 D25R5分型面精加工舊的策略圖
而塑件成型部分,考慮到幾個圓凸塊過高,后道工序精雕加工難處,所以考慮數(shù)控直接加工到位,側(cè)壁不留余量,如圖12所示,只是在成型平坦部分即底面稍留0.05mm余量供精雕加工用,所以選擇硬質(zhì)合金抗震刀桿D21R0.8的刀具進行整體精加工,以提高加工質(zhì)量。
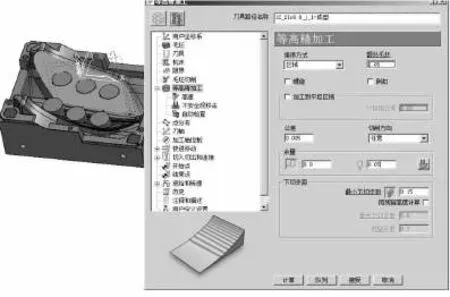
圖12 D21R0.8塑件等高整體精加工舊的策略圖
最后加工導柱孔,因為導柱孔總深度達到370mm,而且前段還有鎖模側(cè)壁的高度,影響刀具的夾持,故而加工難度特大,所以選擇先是深孔鉆預鉆,后再是正反加工,圖13所示為正面加工策略,等高加工,側(cè)壁留0.25mm余量供后續(xù)鏜孔加工用。

圖13 D25R0.8導柱孔舊加工策略圖
(3)加工后多處過切。在車間實際加工過程中,給現(xiàn)場操作工增加許多麻煩,最明顯的就是在導柱孔加工時的夾刀過長,導致加工彈刀過切。在此加工工件還沒有流轉(zhuǎn)至下道工序(高速銑)時,下機時發(fā)現(xiàn)多處過切。如圖14所示,此處只是展示有明顯的過切處,實際上型腔的幾個圓凸塊側(cè)壁和根部都存在著彈刀過切,最深處達到2mm。除了這些可見之外,還有好多尺寸不達標的,也是過切所導致的,比如導柱孔的尺寸,最大尺寸達到77.2mm,超尺寸2.2mm,造成嚴重的質(zhì)量事故。

圖14 加工后型腔根部過切圖
3 加工策略的改進
對于此類鍍膜件的模具,都有較高的要求,車間只能選擇報廢處理,另備料進行加工。同時,分析加工失敗的原因,進行總結(jié),向同行請教,并采取技術(shù)攻關(guān),克服加工困難,優(yōu)化加工工藝,突破技術(shù)禁錮,實現(xiàn)新的飛躍。
調(diào)整后的加工思路如下:
(1)模具設(shè)計環(huán)節(jié)增加導柱孔周圈的避位,方便加工。陡峭的分型面處,預留0.05mm余量,做容錯處理,并合理進行橋接處。如圖15所示,分型面上紅色的是設(shè)計調(diào)整后的分型面,預留容錯空間。
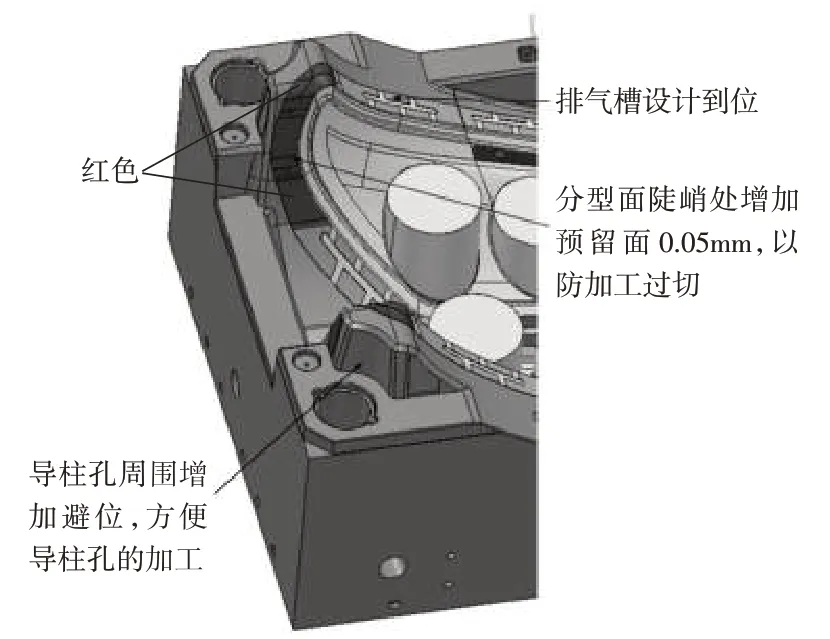
圖15 模具設(shè)計調(diào)整范圍示意圖
(2)D63R6開粗的新策略基本沒有改動,如圖16所示,只是在此處為了避免加工過程中發(fā)生啃刀現(xiàn)象,設(shè)置不安全段去除的處理,即在計算程序時,封閉的區(qū)域小于一定的值,就不會產(chǎn)生加工程序,避免刀具的損毀,此處是響應現(xiàn)場加工操作工的抱怨而調(diào)整的工藝,增加刀具的使用壽命,減少刀具的磨損,提高加工效率。
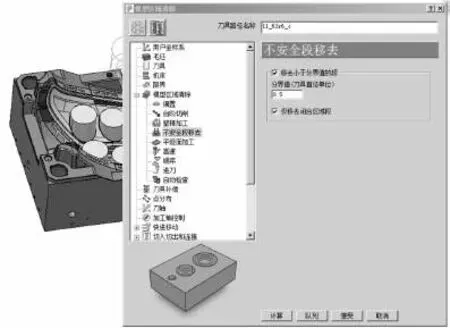
圖16 開粗D63R6刀具加工新策略圖
(3)如圖17所示,增加二次開粗工序,現(xiàn)在回過頭來看覺得這道工序尤為重要。二次開粗是起到承上啟下的作用。先預先清除上一把刀具預留較多余量的地方,以方便后一把刀切削均勻,以減少彈刀過切的機會。
二次開粗中的參數(shù)設(shè)置,重點是余量的設(shè)置,徑向余量要留足,要大于上一把開粗程序的余量,這樣避免整個工件都會算出程序,減少計算的量和加工的量,減少產(chǎn)生不必要的程序,可以節(jié)省加工時間。
二次開粗的工藝中,重點是可以選擇參考上一把刀作為參考程序,如圖18所示,選擇上一程序D63R6開粗的程序作為參考程序。這里選擇清除拐角余量能力較強的小圓角刀D25R0.8的刀進行二次開粗,參數(shù)設(shè)置基本同前面D63R6開粗程序,側(cè)壁余量設(shè)置2.5mm,底面余量設(shè)置為0.6mm(見圖17),這樣刀路會避開一些側(cè)壁,只加工平緩的地區(qū)和一些拐角,節(jié)省加工時間。
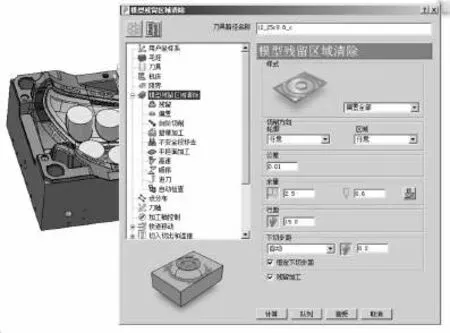
圖17 新增二次開粗加工策略圖
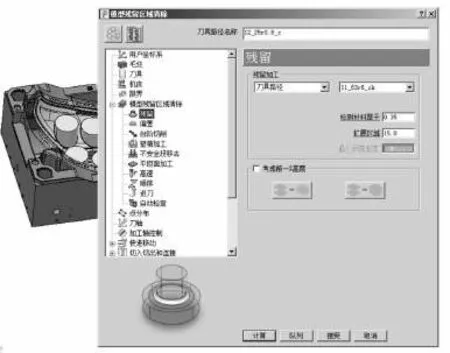
圖18 二次開粗策略圖參考程序選擇工藝圖
通過研究發(fā)現(xiàn),凡開粗程序,都需要設(shè)置不安全段移去的處理,避免遇到盲區(qū)時開粗會啃刀,如圖19所示,這樣也是保護刀具的一種措施。
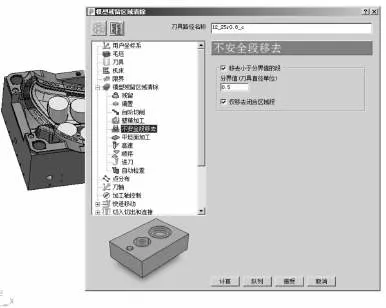
圖19 二次開粗增加的工藝
(4)D25R0.8刀具直接半精加工。如圖20所示,因前面剛增加了二次開粗,而且是同樣的D25R0.8刀具,所以,此時半精加工的切削余量就會均勻,不會忽多忽少,現(xiàn)場加工的刀具切削過程會順暢。特別是一些拐角及閉合的區(qū)域,避免了彈刀過切的出現(xiàn)。

圖20 D25R0.8半精加工新策略圖
半精加工過程中的進退刀的方式,同樣重要。如圖21所示,選擇設(shè)置圓弧進退刀的方式,是加工順暢,圓弧過渡,其次是避免刀具直接在工件的面上進退刀,以避免損傷工件的表面。

圖21 D25R0.8半精加工新增加的進退刀工藝圖
(5)D21R0.8的刀具進行鎖模面的精加工,如圖22所示,余量均為0。因為鎖模的面沒有成型面和分型面那么復雜,較為簡單,所以數(shù)控直接加工到位,不需要后道高速銑加工,以便節(jié)省時間。
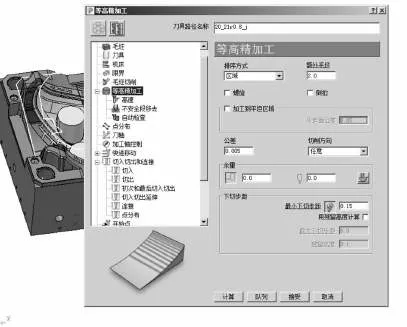
圖22 D21R0.8鎖模側(cè)壁精加工新策略圖
此時沒有選擇前次用到的D26R0.8的刀,是為了減少加工現(xiàn)場準備刀具的數(shù)量和次數(shù),減少操作工的工作量,即盡量使用最少的刀完成加工任務。
在精加工時,在一些轉(zhuǎn)角處,設(shè)置圓角過渡,如圖23所示。如果不設(shè)置此參數(shù),在實際的加工過程中,刀具遇到這些轉(zhuǎn)角,會直接撞擊過去,存在刀具的損傷和彈刀過切的風險。此時,增加拐角圓角過渡,也會讓加工刀路更加順暢,提高加工效率。
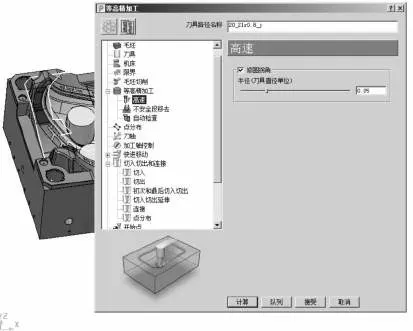
圖23 精加工時增加的圓角過渡工藝圖
(6)D25R5精刀光平面。根據(jù)同行的建議,平面的加工選擇平行平坦面的加工模式,不要選擇環(huán)繞的加工模式,這樣加工出來的加工紋路比較均勻,比較橫平豎直,很美觀。如圖24所示,側(cè)壁留有0.2mm的余量即可。而在加工平面是,為了減少抬刀,要對一些孔進行補面處理,這樣的刀路就會連貫,加工的紋路就會更漂亮。將導柱孔進行封面處理,讓刀路更順暢些。
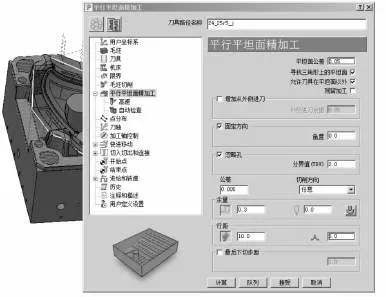
圖24 D25R5平行平坦面加工策略圖
同時,還有一點很容易被忽略,就是在分型面平面加工時,毛坯范圍適當加大,以避免刀具直接在工件內(nèi)進刀,減少外側(cè)的周圈程序,如圖25所示,下刀的方式最好為曲面法向下刀,讓刀具緩慢地切入工件中,起到緩沖作用,避免刀具直接扎進工件上,減少刀具的磨損,延長刀具的壽命,其參數(shù)如圖26所示。
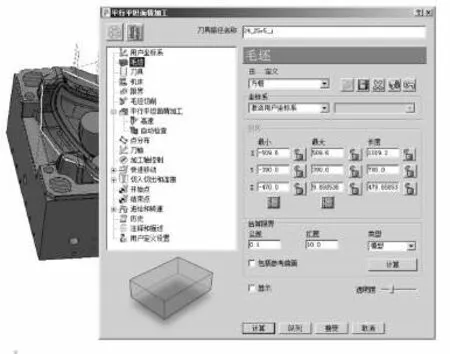
圖25 平面加工時的毛坯選擇范圍示意圖
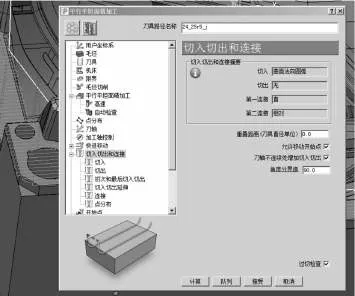
圖26 平面加工時的進退刀工藝圖
(7)本次工藝的改進一個重點就是導柱孔的加工工藝改進。原先的所有導柱孔加工,都是一把刀直接加工到預留0.2mm的狀態(tài),后續(xù)直接鏜孔。在導柱孔較深的情況下,鐵屑不容易排出,產(chǎn)生擠刀現(xiàn)象,導致導柱孔的尺寸偏差過大,即是過切。
本次加工策略的調(diào)整后,將導柱孔分兩步進行加工。第一步開粗,如圖27所示,第一次開粗側(cè)壁余量直接留到2mm以上。
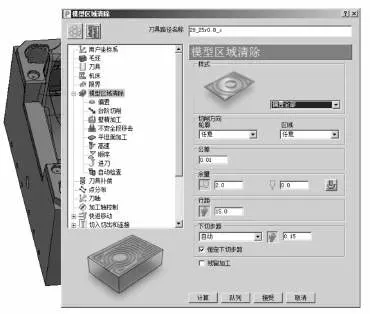
圖27 導柱孔加工第一次開粗策略圖
第二步再半精加工,側(cè)壁余量留到0.2mm,如圖28所示,因為二次加工切削量較少,產(chǎn)生的鐵屑較少,也容易吹走,很少產(chǎn)生擠刀現(xiàn)象,加工后的孔的尺寸基本上有保障,所以后續(xù)就可以直接鏜孔了。

圖28 導柱孔加工第二次開粗策略圖
至此,一些數(shù)控加工可以到位的地方已經(jīng)出完。至于分型面和成型面,整體預留0.3mm預留供高速銑加工用,不能再越俎代庖。做到分工明確,合理分配工藝。至于高速銑也加工不到位的地方,只能選擇放電加工。
4 總結(jié)
(1)在新的策略方面總結(jié)就是,增加二次開粗,二次開粗是因為模具上一些角落及狹長槽部位在前面D63R6的刀開粗過程中切削不到位,因而會殘留較多的余量,對后續(xù)的半精及精加工造成余量切削不均勻,直接影響到精加工的的表面質(zhì)量。
(2)進退刀的策略,需要靈活運用。進退刀的策略包括刀具路徑的切入切出和刀路的連接。進退刀的策略主要涉及提刀高度、初次及后續(xù)切入切出方式,延伸以及長、短刀具路徑的連接方式。如果這些路徑的參數(shù)設(shè)置不合理,極易發(fā)生碰撞現(xiàn)象,因此刀路的進退刀策略是編程人員必須理解和掌握的功能,要能靈活運用。
(3)導柱孔的加工工藝改進,提升較明顯。對于盲孔的加工,此次探索后改進工藝,共進行兩次粗加工,首先是開粗,側(cè)壁余量需要留2mm以上;接著再是二次粗加工,側(cè)壁余量留0.2~0.25mm,以方便后續(xù)鏜孔加工。
猜你喜歡
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
中學生數(shù)理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
山東冶金(2019年6期)2020-01-06 07:45:54
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
數(shù)學大世界(2018年1期)2018-04-12 05:39:14
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高三(2014年5期)2014-08-26 02:49:51