種樹機腳輪支架多工位級進模設計*
2022-04-20 09:17:34朱明浩
模具制造 2022年3期
關鍵詞:設計
朱明浩,張 輝,韓 果
(鄭州科技學院機械工程學院,河南鄭州 450064)
1 引言
多工位級進模具有工位多、細小零部件多、鑲塊多、機構多、動作復雜、精度高、效率高等特點,與傳統的單工序模具或復合模相比,多工位模具存在著制造成本高、材料利用率較低的弱點[1]。其零部件的設計,除應滿足一般沖壓模具的設計要求外,還應依據多工位級進模的成形特點和成形要求合理安排沖壓工序[2]。
種樹機腳輪支架如圖1所示,該制件材料為08F,具有較好的可塑性,此外該類型的材料在韌性上相對較好,在特定的條件下,較為容易發生變形。所以,在加工的時候能夠適用于熱沖、拉伸、彎曲以及冷沖等各種不同類型的加工方式。由于制件為中心對稱,為了提高生產效率,設計一副可同時完成沖孔、落料和彎曲工序的級進模。
2 制件工藝分析
在沖壓模具中,沖裁加工的工藝主要包含形態、構造、公差、大小等方面。通過圖1的制件圖,可以得出該種樹機腳輪支架制件的在結構尺寸上與常見的制件大小相似,在形態上呈現U形結構,在結構上一共有兩個彎曲位置,在進行成形加工的時候,該部位會十分容易與相鄰端面產生干涉作用,但由于制件精度要求并不高,因此該制件的中間U形彎曲位置的彎曲可以在沖裁后通過一次彎曲工序來完成成形過程,采用這種類型的加工方式,一方面可以較好的避免不同工序的干涉;另一方面也可以確保生產的高效率,同時還能夠使得模具在結構上更加穩定。

圖1 種樹機腳輪支架制件圖
3 工藝方案的確定
通過對制件結構工藝分析,可以得出該制件的加工工藝主要包括沖孔、落料、彎曲工藝,因此,本次設計可選擇的加工方案有以下幾種:
方案一:選用多個不同的加工步驟對該制件進行加工,先通過落料得到該制件的外部結構,隨后通過第二副模具對該制件進行沖孔,最后通過彎曲工序完成制件的彎曲成形,從而得到完整的制件。
方案二:使用兩副模具完成該制件的成形,在設計中先選用沖孔→落料復合模完成該制件的沖孔-落料步驟。在此基礎上,設計一副彎曲模,對該制件進行彎曲成形,完成制件的加工。
方案三:使用多工位的級進模完成制件的成形加工過程,在排樣方式上選取單列直排方式。
該制件為標準件且大批量生產,通過對各個不同的方案進行分析,可以得出,方案一選用的是多副單工序模,該類型的加工周期相對比較長,加工的時間成本相對較高,因此,不適用于大批量制件的生產。方案二選用的是一副復合模具加一副彎曲模具的方法,主要劣勢有兩點,一是沖裁到彎曲時工件的轉移耗時;二是沖裁后工件的重新定位,受兩者影響大大降低了制件的生產效率,也難以滿足大批量的生產要求。而方案三沖裁和彎曲工序在同一副模具上完成,適合實現自動化大批量生產,雖然初期模具投入成本較高,但總體仍能夠有效降低加工成本。結合上述分析,最佳方案是多工位級進模的加工方式。
4 排樣設計
采用CAD軟件進行排樣設計,步驟如下:
4.1 選定沖壓方向
通過計算機軟件,對本次加工的制件展開之后的各個部位以及結構尺寸進行測定,可以發現,該制件所存在的毛邊方向在加工的時候會對沖裁和成形方向具有較大的影響,在制件不存在對毛刺方向有要求的時候,對制件的加工就不會產生影響;但是,如果制件在設計的時候對毛刺及方向有一定的要求,那么其在加工沖裁以及成形的方向上一定要確保是相同的。為了該制件在外觀上能夠更加美觀,在加工的時候需要盡可能的將其設計在內表面,這種加工形式不僅能夠提高制件的美觀性能,同時在對制件進行彎曲加工的時候也可以盡可能的降低裂紋出現的概率。此外還要考慮材料的紋理方向,防止彎曲線方向和紋理在同一個方向。
4.2 工序順序設計
根據該沖壓模具排樣方式的相關要求以及結合該制件的結構和特點,在沖壓模具的初始步驟設計為沖孔,通過該步驟對材料進行切割,在此基礎上,在適當的工序位置上對材料進行加工操作,隨后把該制件與載體進行分割操作,對本次設計選取的加工方案的可行性進行分析,此外,在兩個相鄰的加工工位間不能相互產生干擾。此外也不能出現后一工序無法完成條料加工的現象,以及凸模或凹模上沒有符合要求的強度完成該制件的加工。詳細的加工工序如下:沖側刃→沖導正銷孔→沖孔→落料→彎曲→分離。
4.3 排樣設計
結合該制件的結構特點,結合設計軟件,對各個工位的工位圖進行設計,設計出的工位數量共計6個,同時每個工位的加工操作步驟詳見圖2所示。

圖2 腳輪支架排樣圖
通過對導正銷的使用,對條料進行導正,用來保證制件加工的品質,此外為了防止彎曲回彈對制件加工產生精度誤差,選取相應的措施來補償回彈數值。
4.4 材料利用率的計算
在對材料的利用率進行計算的時候,通常情況下,計算一個步距內的材料利用率。
式中 S1——一個步距內零件的實際面積
S0——一個步距內所需毛坯面積
A——送料步距
B——調料寬度
結合該模具的排樣設計,可以得出該模具的步距A=31.8mm,該制件的條料寬度大小為B=80mm。
采用CAD軟件,對制件的面積進行自動測量,可以得出制件的面積大小為:

將各項參數代入公式中,可以得出:

因此,通過計算得出其材料利用率為50.64%。
5 模具結構設計及其工作過程
模具裝配圖如圖3所示。模具工作過程:通過導料板的作用把該沖壓模具中使用的材料放置到相對應的地方,隨著上模向下運動,凸模將其壓入凹模中,完成對導孔的沖壓,并且沿著該材料的條料邊界切除一塊長度和送料進距均相同的料邊,這樣能夠更加方便下一次的沖裁定位工作,然后上模逐步向上運動,這個時候彈性卸料板會卸掉凸模的條料,完成沖裁后,最后由彎曲模完成兩側直角部位的成形,不斷的重復加工,一直到沖壓完成,得到相應制件。
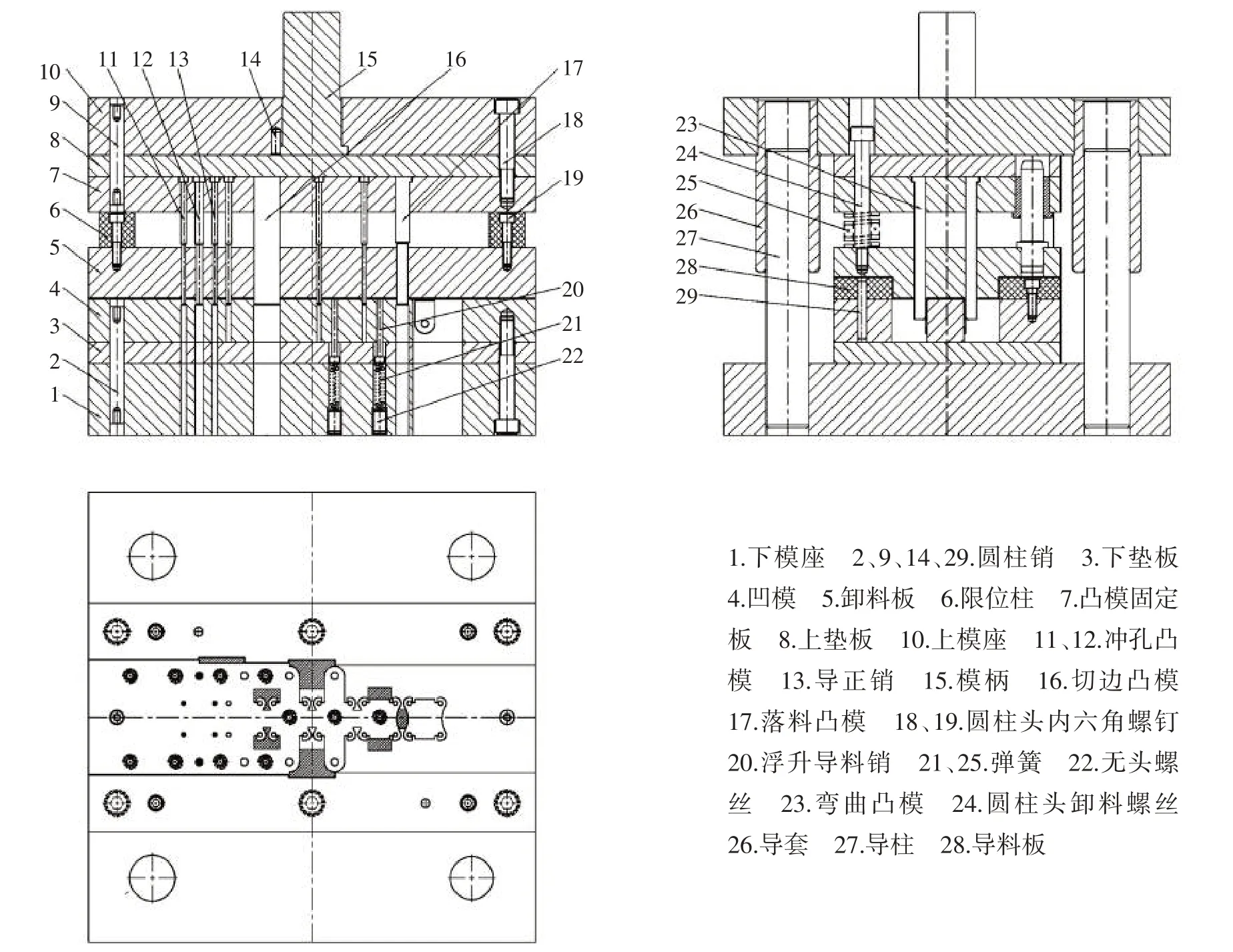
圖3 種樹機腳輪支架級進模裝配圖
6 結束語
本次設計采用沖壓成形工藝加工種樹機腳輪支架,經過多方案比較采用多工位級進模沖壓成形,可以在同一副沖壓模具中實現沖裁和彎曲等多個不同的加工工序,實現了高效率、高精度沖壓生產目標,對類似模具的設計具有一定的參考價值[3~4]。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04