沖壓生產線中“卡料”問題的解決措施
2022-04-20 09:17:30劉瑞
模具制造 2022年3期
關鍵詞:方向
劉 瑞
(天津汽車模具股份有限公司,天津 300308)
1 引言
“卡料”是多方面原因造成的結果,其制件工藝內容安排合理性;廢料刀位置及角度的不利;模具結構設計滑料空間不足;刃口間隙不正確;廢料毛刺過大等等,當然設備單位時間內高頻的沖次也是重要因素之一。
如何從制件成形工藝和模具設計階段就杜絕卡廢料問題的出現?下面具體介紹廢料卡料問題的解決措施。
2 廢料分類及問題解決措施
廢料所處制件位置可分為“外部”和“內部”兩種。外部依廢料又可分為直段廢料和角部廢料。
(1)直段廢料以廢料刀刃口朝向,可分為3種。
a.廢料刀刃口同向(見圖1)。送出料方向,同向廢料刀A和B將廢料切斷后,A刃口一側掉落,廢料以其對角線為半徑,以B刀背為支點旋轉滑落。廢料對角線應小于滑料空間5mm。廢料刀安裝座視情況可加大讓空或做倒角處理。

圖1 直段廢料滑出狀態
見圖2左右導向方向,滑出側廢料刀刃口較高,則廢料刀B讓空R值為以廢料刀A刃口為原點,以廢料刀A與B刃口之間距離為R值加工廢料刀B刃口讓空。
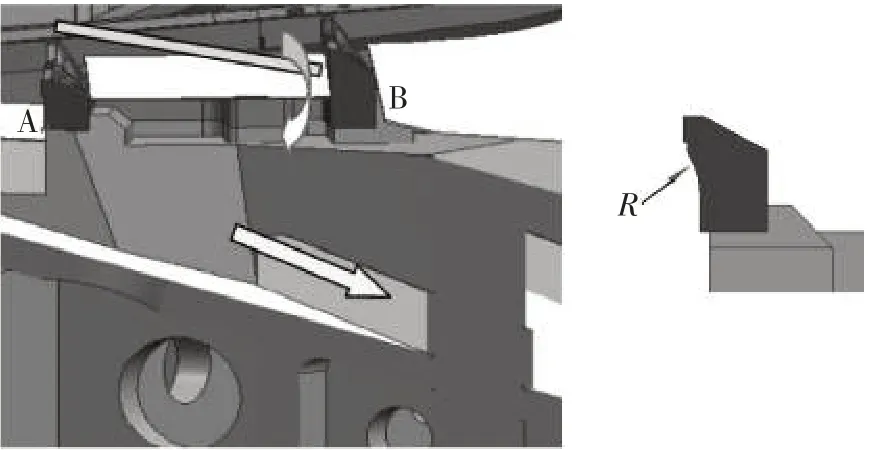
圖2 直段廢料滑出空間軌跡
b.廢料刀刃口相對(見圖3)。
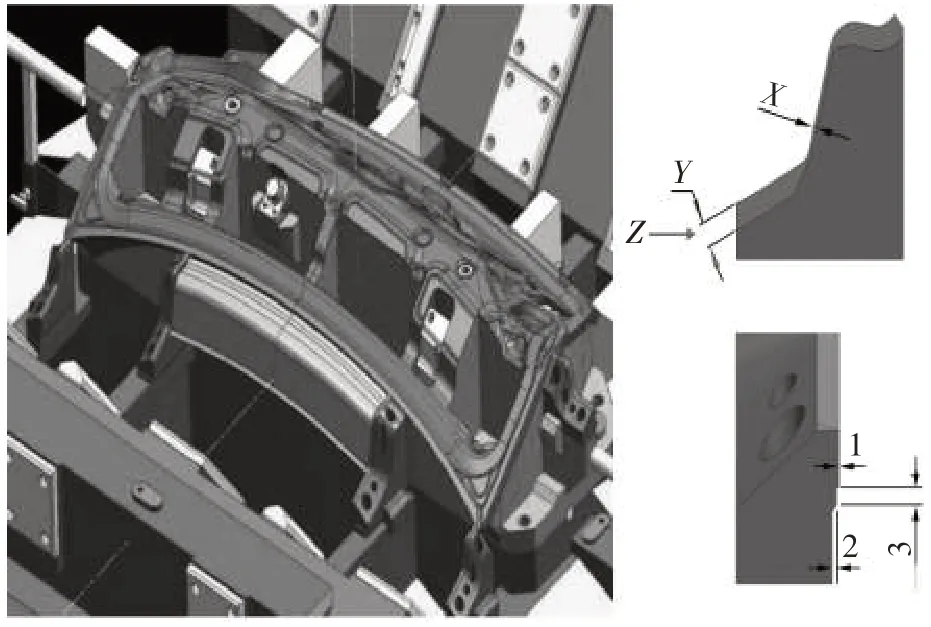
圖3 廢料刀位置及刃口參數
廢料刀刃口相對,若廢料為弧形切開后會伸長,易被卡在刃口之間。下型刃口高度Y降至5mm,立切處刃口法向X小于3mm。上型鑲塊刃入值應大于下型刃口高度,即可利用上型鑲塊將廢料推出下型刃口。
c.廢料刀刃口相背(見圖4)。廢料切斷后會停留在廢料刀上,需要設置頂料裝置將其頂出或廢料刀分別向外側旋轉5°,以便改善滑料空間。

圖4 托起廢料裝置
(2)外側直段廢料二次切斷杜絕修沖模具由于廢料刀產生的碎屑。
發動機蓋外板,車門外板,頂蓋等內外覆蓋件的修邊序模具。修邊序模因采用廢料刀切斷廢料,在這一過程中,由于廢料的撕裂產生碎屑。
采用上型安裝聚氨酯,設置在懸臂廢料處,沖壓過程中控制廢料切斷后的滑落方向。限制廢料飛濺由上型安裝臺和聚氨酯組成(見圖5),總高度值C。
S為模具閉合狀態,聚氨酯與廢料之間距離,S<10mm,H為上型聚氨酯安裝臺高度,H<150mm,L為聚氨酯高度,根據C與H差值確定。上型聚氨酯安裝臺直徑D=70mm,安裝中心,X向位置確定原則為(見圖6):L1≥L2+30(L為廢料長度),Y向以一次切斷后滑落位置為準,選擇B1=B2+10的位置。

圖6 防飛濺預壓位置參數
(3)角部廢料的滑落狀態,較直段廢料復雜多變,依照其形狀分為以下3種,而其形狀不同,決定其滑料道空間大相徑庭。
滑料空間是廢料滑出是否順暢的決定性因素。
a.圖7中角部“J”形廢料。滑料道寬度:L2>L×1.5時,L1≥L+100,L2≤L×1.5時,L1≥L3+50。

圖7 “J”形廢料滑料空間
b.圖8中角部弧形廢料。L為廢料最大尺寸,當L2>L1時,廢料沿順時針方向旋轉趨勢,L3=a1+a2+100;當L2≤L1時,L3=a1+30。
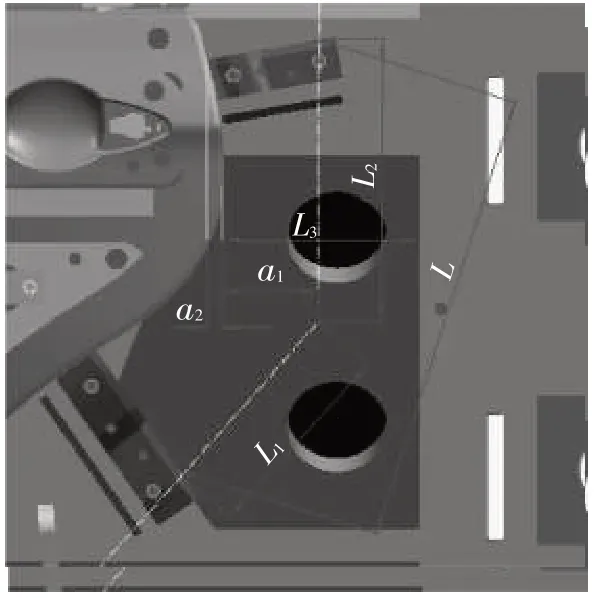
圖8 角部弧形廢料滑料空間
c.圖9中反“7”廢料。切斷后沿箭頭X方向側滑,然后沿Y向滑出,L3≥L+L2+70。

圖9 反“7”廢料滑料空間
3 廢料滑出方向及解決措施
廢料滑出的空間不僅對模具的X、Y向有要求,而且針對模具Z向,即高度方向同樣也很重要,它也是卡料的一個大比例因素。
(1)圖10中過橋滑料道。H為過橋處最小實際尺寸,G為滑料道角度,K為下型本體滑料道角度,E為廢料高度,C為廢料寬度。當E<C時,E<50,H=100;E≥50,H=E+80;當E≥C時,H≥C+80。G≥K,考慮避讓模具本體安裝螺栓。

圖10 滑料道空間參數1
(2)廢料長度對滑料空間的要求(見圖11)。

圖11 滑料道空間參數2
L為廢料長度,L1為下型本體落料空間長度,L1≥L+100mm。
一級滑料板角度要求(見圖12)。

圖12 一級滑料板
滿足模具強度和滑料空間為前提,首選滑料道角度>30°,20°<G≤30°滑料道采用濾油網板。
15°≤G≤20°滑料道鋪設滾輪。
G<15°滑料道加裝振動器,推料機構,傳送帶。
(3)垂直方向滑料板(見圖13)。

圖13 垂直方向滑料板
修邊或沖孔廢料滑出的一級滑料板與二級滑料板方向呈垂直狀態,圖14所示是此類滑料板形式在模具中的應用。

圖14 垂直方向滑料的應用
如圖15所示,廢料從一級滑料板滑出后,因慣性撞擊二級滑道側壁,急易卡廢料或廢料堆積在一級與二級相交處,造成廢料堵塞。一級滑料板應做兩向傾角,類似旋轉滑梯樣式,使廢料沿弧線滑過一級滑料板,滑入二級滑料板。
如圖15所示:W≥Wf(廢料最大尺寸)+20,W1≥W+5。

圖15 三維狀態滑料板參數
30°≥α≥15°,β≥20°,γ≥15°。
4 結束語
模具沖壓廢料因制件的不同,其形狀、尺寸等千變萬化。即使是同一套模具,因沖壓的先后刃口的磨損差異,致使產生毛刺不同也會影響廢料滑出的狀態不同。但經過在生產一線不斷的總結歸納,尋找出其規律性,也是能夠最大限度的避免“卡料”現象都發生,提高生產效率。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50