近凈成形42CrMo大型鍛造輪帶的制造
2022-04-11 06:15:08趙麗美尚賀軍陳淑亮伊萊特能源裝備股份有限公司
鍛造與沖壓 2022年7期
關鍵詞:檢測
輪帶又稱滾圈,是回轉窯設備上的主要部件之一。它的作用是把筒體的全部重力(包括耐火磚、內部裝置和物料等的重力)傳遞給托輪,并使筒體能在托輪上平穩地回轉,因此輪帶要具有足夠的強度和耐久性,同時,輪帶又是加強筒體徑向剛度的零件,因此應該保證足夠的剛度。
輪帶的材料,一般為35 號鋼、45 號鋼、35CrMo、42CrMo 等材質,當前市場上4 米以上的大型輪帶90%采用鑄造工藝生產,鑄造輪帶軸向硬度不均勻,組織疏松。在低速、高負荷作用下,輪帶基體組織疏松,硬度較低的地方就有壓潰、卷邊、壓陷等現象。另外,因鑄造缺陷,造成皮下空洞、大面積的疏松、砂眼等,亦會造成輪帶表面剝落和壓痕。成分偏析、疏松、砂眼等缺陷容易造成淬火開裂的風險,一般進行正火加回火后使用,未能充分發揮合金鋼的高強度和高耐磨性的優勢。輪帶要求精加工后各工作表面無缺陷,目前大型鑄鋼件尚難以完全達到。經過多道工序得到的精加工輪帶不宜輕易報廢,因此需進行補焊,但采用一般的補焊方法時,由于焊后不允許再作熱處理,焊接熱影響區與基體的硬度差很大,在很大的接觸應力作用下容易產生裂縫。
在高溫下對鋼錠進行大壓下量鍛造,有利于疏松、孔洞的鍛合。水冒口的去除和高溫加熱鍛造有利于改善鋼錠的成分偏析。但是自由鍛由于受設備的限制,很難實現大尺寸輪帶的鍛造成形。通過大型油壓機和RAW2500/1250-16000/3000 數控軋環機配合使用,采用近凈成形方式,不僅具備自由鍛成形的優點,還能實現大尺寸輪帶精準快速成形。因成形快,變形均勻,性能均勻性優于鑄造和自由鍛。因控形好,余量均勻,橢圓小,相比自由鍛而言提高了鋼錠的利用率。近凈成形的輪帶少或沒有鍛造氧化皮,35 號鋼和45 號鋼的輪帶可以在毛坯狀態下進行性能熱處理。
中國舉辦2020年ICME-14,既是中國數學教育界的一件大事,也是中國數學教育界的一件喜事.這是幾代中國數學家和數學教育工作者的夢想,也是幾代中國數學家和數學教育工作者共同努力的結果,為此,中國數學教育界以此為契機,中國特色數學教育理論與實踐的挖掘,理性地借鑒國外的經驗與教育理論,深入研究中國與西方發達國家在數學教育研究方面的差別與距離,提高中國數學教育及其研究的國際水平,尤其是提高實證研究的水平,提高中國在國際數學教育界的話語權,培養更多優秀的年輕數學教育學者,促進各類數學課堂教學實踐的科學性,都是實現中國數學教育崛起的必由之路.
鍛造輪帶成分均勻,不存在疏松、砂眼等鑄造缺陷,可以通過調質熱處理獲得優異的綜合性能。42CrMo 常規使用的淬火介質為油和淬火液。不論是有機淬火液還是各類淬火油,其有效成分均為高分子聚合物,其來源為專業的淬火介質生產商,具有高揮發性和易產生煙霧等特點,這將會增加生產成本和環境污染。通過對材料的淬透性、淬硬性、臨界冷卻速度、臨界溫度等特性的分析,合理選擇淬火加熱速度、奧氏體化溫度、保溫時間、出爐轉移時間和淬火冷卻時間,結合廠內淬火用水的冷卻特性,制定適合各類截面形狀和尺寸、不同直徑的環形鍛件的水空交替冷卻工藝,在保證環形鍛件淬火效果的同時,降低淬火烈度,有效控制馬氏體轉變區冷卻速度,從而有效降低淬火開裂風險,控制淬火畸變。
結合各車間產量、生產節拍,設計淬火水槽的尺寸和形狀,通過循環和冷卻系統的優化運行,確保淬火用水的潔凈度、溫度和流動速度,滿足鍛件各冷卻階段的冷卻要求,達到“高溫區相對快速冷卻,中溫區有效避開臨界區域,低溫區緩慢冷卻”的目的。
輪帶的制作過程
原材料化學成分優化
依據加熱工藝對鋼錠進行加熱,為減少加熱時的應力,保證加熱均勻,在500 ~550℃和800 ~850℃進行均溫,控制加熱速度小于等于80℃/h。完成加熱后在油壓機上利用剁刀去除水冒口,為保證輪帶質量,水口的去除量大于等于5%,冒口的去除量大于等于15%。為保證鍛透性,工藝要求總鍛比大于等于6:1,實際油壓機開坯鍛比為5.24,輾環時的鍛比為3.22,總鍛比8.46。鍛坯的尺寸:外徑7960mm,內徑7092mm,高度515mm,重量41800kg,鍛坯橢圓度小于等于15mm。鍛造溫度控制在800 ~1200℃,鍛后緩冷。13500 噸油壓機鍛造充分保證將料坯鍛透、壓實,并利用沖孔過程將圓坯心部殘留鑄造缺陷清除掉,這樣就可以降低成品輪帶的各向異性,提高內部質量。CNC 數字控制的大型軋環機全自動控制,對整個軋制過程進行自動優化,能夠實現徑向和厚度方向同時軋制、均勻變形,并用激光測量裝置實時跟蹤環件尺寸變化,從而保證輾環過程中鍛坯的徑向和厚度方向均勻變形,嚴格控制環件的毛坯尺寸,確保其各向余量滿足后續熱處理和機械加工的要求。
⑵室溫拉伸和沖擊。
⑶鍛件從熱處理爐轉運至淬火水槽的時間,要滿足鍛件轉運至淬火水槽上方時,其表面溫度不小于Ac
+(0 ~30)℃。

生產工藝流程
⑴表面硬度。
近凈成形
為保證輪帶的硬度、性能滿足使用要求,提高輪帶的使用壽命,結合實際的生產過程尤其是用水調質的特點,對鋼錠的化學成分進行了優化和內控。主要控制碳、合金元素分布均勻性避免因成分差異過大造成的硬度差異過大,控制P、S 和氣體含量,減少夾雜物的數量,避免氫裂的產生。
鍛后熱處理
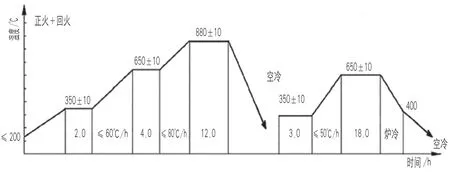
鍛件冷卻至小于等于300℃后,進行正火加回火熱處理。將輪帶裝入爐溫不大于300℃的熱處理爐,以小于等于60℃/h 的速度升溫至650℃進行均溫;隨后以小于等于80℃/h 升溫至860 ~880℃,并依據鍛件最大有效厚度進行保溫,保溫結束后空冷至小于等于300℃后進行回火。回火時,將正火后的鍛件裝在爐溫不大于300℃的熱處理爐內,在300 ~350℃進行均溫,隨后以小于等于50℃/h 升溫至650 ~680℃,并依據鍛件最大有效厚度進行保溫,保溫結束后爐冷到400℃左右時出爐空冷。具體鍛后熱處理工藝見圖1。鍛后正火的目的是細化晶粒,消除鍛造內應力,為調質做準備,正火后回火的目的是消除正火的應力,降低硬度,為調質前的粗車做準備。
調質前粗車
成品按照EN 10228-3-2016 進行超聲波檢測,應符合EN 10228-3-2016 的3 級要求,應按照EN 10228-1-2016 的要求進行100%磁粉檢測,滿足EN 10228-1-2016 的2 級要求。
考慮到調質前若存在明顯的缺陷,會對產品的質量產生影響。缺陷可能會在調質過程中擴展,導致缺陷超標甚至產生裂紋。如果缺陷在調質前已經超標,進行調質只會增加成本。因此調質前粗車后應對輪帶按照EN 10228-3-2016 進行超聲波檢測,掃描面為外徑、內徑和上下端面,符合EN 10228-3-2016 的3 級要求。
依據鍛件成品和毛坯尺寸,確定各部分調質前的加工余量,粗車后各部分尺寸在考慮變形的情況下應滿足成品尺寸要求。還應考慮經淬火回火后盡量減少淬硬層的去除量,即應該稍留加工余量。綜合考慮以上因素,調質前粗車內徑余量50 ~55mm,外徑余量10 ~15mm,考慮到取樣,高度加工到500mm。用水淬火時,淬火烈度高于有機淬火液和油,所以各部位的倒角應至少選擇R15 ~R20mm。如果局部存在鍛造氧化皮應采用打磨的方式去除,保證輪帶的淬透性和減少熱處理變形。
調質
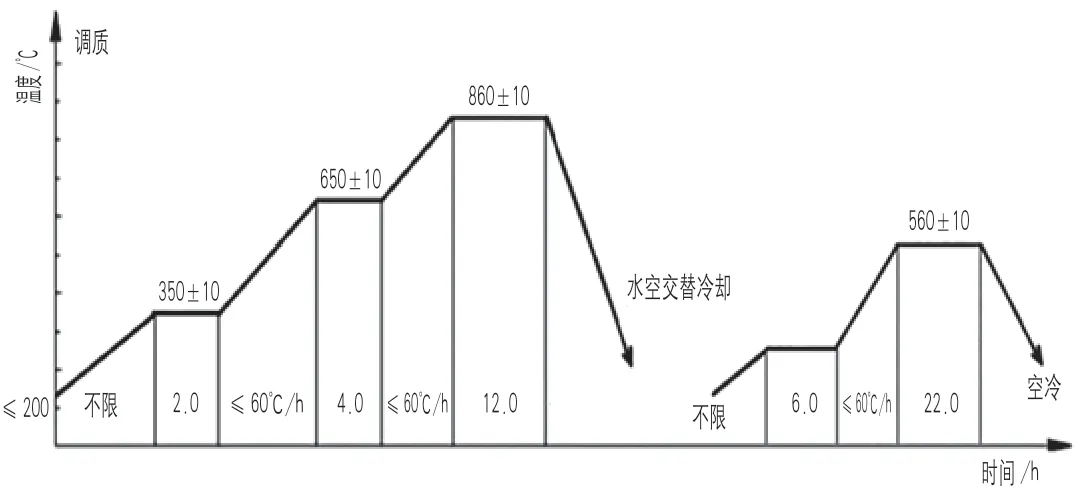
⑴為預防調質時出現裂紋,應對調質前粗車的工件進行UT 檢測,檢測合格后才能進行調質。將超聲波檢測(UT)合格的鍛件,裝入爐溫不大于300℃的熱處理爐中,以小于等于60℃/h 升溫至650℃,進行均溫;隨后以小于等于60℃/h 升溫至850 ~870℃,并依據鍛件最大有效厚度按照40 ~60mm/h 進行保溫,保溫結束后,出爐進行水空交替淬火。水空交替控時淬火技術在實際生產中有廣泛的應用。
⑵水冷淬火前要保證:水溫20 ~30℃,水溫太低容易出現開裂現象,水溫太高影響淬火效果;為保證淬火均勻性,淬火水槽配備循環和攪拌系統,根據工件的形狀和尺寸選擇開啟不同的循環和攪拌系統;根據工件的溫度和水空交替的次數選擇循環水的流量,保證淬火完全不發生開裂。
隨著電網規模增大,原有線路的開口T接日漸增多,隨意的開口T接給OPGW光纜帶來一定危害,引起其抗機械強度、接續盒防腐水平和密封性能的下降。個別光纜線路的接續盒安裝不正確,未固定在輸電鐵塔主材上。若遭遇臺風或寒潮,安裝不合格,容易引起震動,導致接續盒內纖芯散落光纜損耗增加甚至造成斷纖事故[3]。在輸電工程前期設計階段,應增大對路徑的嚴格審查,盡量避免隨意開口和T接的產生。在日常巡視階段,需加強對接續盒的安全檢查,掌握最新資料,發現問題,及時更換補強,以提高OPGW光纜的使用壽命和保護能力。
⑷水冷淬火控冷方案:鍛件入水冷卻前,預冷至表面約Ac
+(0 ~30)℃,隨后分次實施水空交替冷卻;第一次冷卻的時候根據水溫和工件的有效厚度確定;后面水冷的時間根據工件的返溫情況依次減少。水空交替冷卻完成后,鍛件空冷1.5 ~2.0 小時后回爐回火。回火時為了組織轉變均勻、保持工件表面和內部均溫,應在300 ~350℃進行等溫,等溫時間依據工件的有效厚度確定。調質熱處理工藝見圖2。
性能檢測
大型42CrMo4 輪帶成品尺寸:外徑7900mm,內徑7162mm,高度450mm,凈重30448kg。輪帶的制作流程為:加熱→熱剁水冒口→13500 噸油壓機鍛造開坯→16 米徑軸向軋環機軋環→鍛后熱處理→調質前粗車→超聲波檢測(UT)→淬火回火→取樣檢測→精車→終檢。
輪帶承受窯體的重量,當回轉窯運轉時,筒體會帶動輪帶轉動,輪帶和托輪會產生摩擦,導致輪帶發生一定程度的磨損,因此輪帶需要保證其耐磨性。耐磨性要考慮足夠的硬度,同時應該保證硬度的均勻性。客戶要求的硬度為260 ~300HB。使用型號為TH160的G 形里氏硬度計進行檢測,檢測時,沿圓周方向在外圓均布四條母線,一條線上分別檢測上中下三點。硬度檢測數值為282HB、278HB、290HB;288HB、279HB、289HB;284HB、281HB、288HB;280HB、279HB、292HB。硬度完全滿足客戶要求,均勻性也很好,保證耐磨性和均勻性滿足客戶要求,見表2。
女人總是會老的。從二十二歲到二十九歲,我跟了謝瑞天七年。我們游山玩水,踏遍祖國大好山河,東至上海,南到天涯海角,北上哈爾濱,過了許多快樂的日子。在他面前,我永遠都是冷靜的,從不迷失。

鋼錠的熔煉應采用電爐或轉爐冶煉+爐外精煉+真空脫氣。鋼的牌號及熔煉化學成分應符合表1 的規定,成品的化學成分允許偏差應符合GB/T222-2006 的規定。氣體含量:[H]≤2.0ppm,[O]≤20ppm。
從圖1、圖2、圖3的試驗結果進行分析:圖1切割間距為3 mm,檢查切割線邊緣完全光滑,交叉處基本也無脫落現象,對照標準要求,結果評定為0級;圖2切割線間距為1 mm,檢查切割線內幾乎完全脫落,脫落面積92%,對照標準要求,結果評定為5級;圖3切割線間距為2 mm,切割線邊緣和交叉處有大碎片脫落,3個格子完全脫落,受影響脫落的面積約16%,對照標準要求,結果評定為3級。可見,同一產品在選用不同切割間距的情況下,帶來的結果評定是有很大差異的。
按照客戶的要求在厚度中心0°和180°的位置進行取樣檢測,拉伸和沖擊性能的結果如表3 所示,能完全滿足客戶要求。

⑶金相檢測。
式中,vk是指爆轟產物壓力為pk時對應的碎片速度。可以看出:鉛層速度vs是爆轟產物半徑rk的一元函數,即,在爆轟產物推動鉛層加速過程中,任一時刻的鉛層速度都可以定量求解,鉛層速度vs的最終峰值為v0。
取棄土量、擾動面積、攔擋排水等防護工程的完好性、植物措施的成活率、植被覆蓋率、植物生長量、施工開挖回填土石方造成的水土流失對周邊影響及恢復期的水土保持效果。
Gyurcsányi研究組[30]最近介紹了一種利用電位法檢測帶正電荷的肽核酸(PNA)修飾納米孔與負電荷互補核酸鏈雜交后的電荷變化,帶有電荷的納米孔膜通過排斥同電荷標志的離子和傳輸負電荷的離子而表現出選擇性行為。基于Nernst-Planck/泊松模型對納米孔系統的電位微RNA響應進行了定量的理論處理。理論和實驗結果之間很好的相關性,表明結合過程主要集中在多孔膜的孔內和孔外。
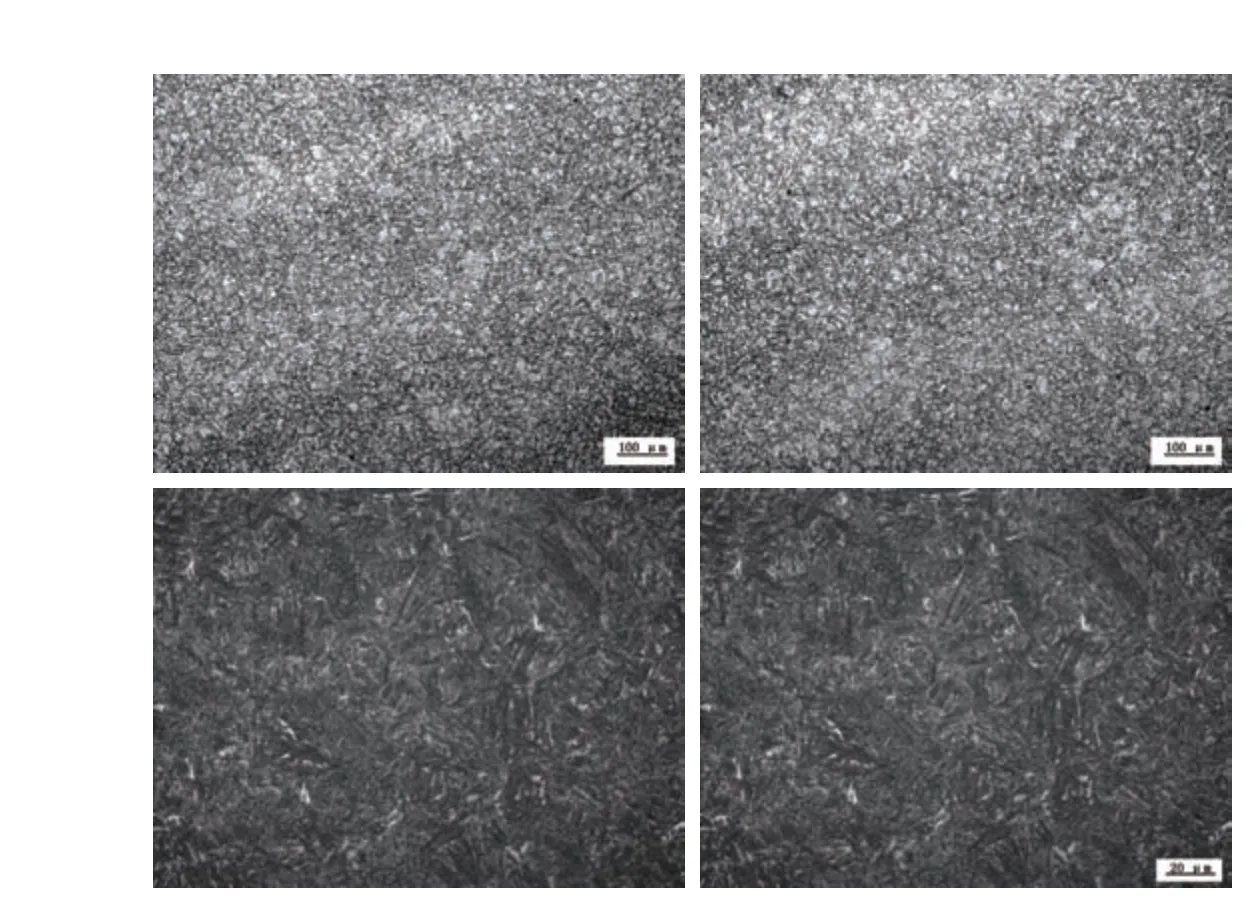
按照客戶的要求在厚度中心0°和180°的位置進行晶粒度和組織檢測,晶粒度N 大于等于6 級,金相組織為少量鐵素體加回火索氏體,結果見圖3。
結論
采用近凈成形工藝制作的大型鍛造輪帶,鍛后880℃正火,650℃回火處理,經粗車后860℃奧氏體化,采用水空交替冷卻方式實施淬火,560℃回火之后,其本體硬度檢測結果為278 ~292HB,表面硬度均勻。其本體拉伸性能完全滿足客戶技術要求,室溫沖擊性能遠高于客戶的技術要求。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
