大型焊接容器局部熱處理防畸變工裝優化設計
2022-04-09 02:27:14胡齊賢鄭紅祥王玉杰
金屬熱處理 2022年3期
關鍵詞:筒體
龍 亮,胡齊賢,羅 云,鄭紅祥,王玉杰
(1.廣東省特種設備檢測研究院惠州檢測院,廣東 惠州 516003;2.中國石油大學(華東)新能源學院,山東 青島 266580)
隨著石油化工行業技術的發展及對能源利用效率的不斷提高,壓力容器等承壓設備逐漸向大型化方向發展[1-3]。如近來某公司制造的大型二甲苯塔高度達到90 m,直徑達到φ10 m[4]。大型塔器采用分段制造、焊接組裝成形[5],焊接時不可避免會產生殘余應力[6],需要通過熱處理降低焊接殘余應力,以提高整個壓力容器結構的完整性[7]。
對于大型塔器,受制造工藝及熱處理爐體積的限制,無法采用整體熱處理,只能采用局部熱處理來消除焊接殘余應力[8]。然而,局部熱處理易使加熱區域畸變過大,造成焊縫與母材區域變形不協調,導致筒體圓柱度發生變化,嚴重時會造成塔體熱處理畸變失效[9],尤其對超大直徑壓力容器不等厚度環焊縫接頭進行局部熱處理時,焊縫處容易發生開裂。因此,對大型壓力容器局部熱處理過程中的畸變量控制至關重要。2012年,某公司[10]針對解析塔的組對安裝提出了一種防畸變工裝的設計方案,取得了不錯的畸變量調控效果。但是,隨著大型塔器直徑和尺寸越來越大,需要對防畸變工裝數量和尺寸進行合理的設計,以滿足不同尺寸壓力容器局部熱處理的需求。
利用有限元方法對大型壓力容器筒體環焊縫局部熱處理畸變量情況進行數值模擬,獲得了防畸變工裝的最佳尺寸,并分析了不同直徑和不同壁厚的筒體所需要的最佳防畸變工裝數量,為大型壓力容器焊后熱處理防畸變工裝的設計提供了參考。
1 有限元模擬
1.1 有限元分析思路
壓力容器對接環焊縫局部熱處理常采用臥式陶瓷片加熱或卡式爐加熱,熱處理加熱溫度為600 ℃,保溫時間為2 h,升降溫速率控制在55~200 ℃/h。為簡化分析,本次局部熱處理模擬中忽略焊接殘余應力的影響,僅考慮局部熱處理過程中畸變量規律,假設筒體內外壁溫度分布均勻,模擬熱處理溫度與實際相同,升降溫速率為110 ℃/h。本文利用有限元軟件ABAQUS,首先對局部熱處理溫度場進行模擬,由于局部熱處理溫度場對熱處理殘余應力影響很大,采用順次耦合計算程序來獲得熱處理殘余應力[6-7],在此基礎上,分析熱處理對壓力容器筒體畸變量的影響。
1.2 幾何模型及網格劃分
建立如圖1所示二維模型,探究防畸變工裝的尺寸和數量對筒體熱處理畸變量的影響。防畸變工裝由支撐臺、支撐柱和中間支撐3部分組成,文中將中間支撐兩側對應的兩個支撐柱算作一個工裝數。筒體材料為16MnR鋼,防畸變工裝材料為Q345R鋼,筒體的內徑為φ2 m,壁厚為22 mm,設計支撐臺寬度為400 mm,厚度為200 mm,工裝數為4。筒體受熱處理影響的畸變量較大,網格劃分較為密集,防畸變工裝遠離筒體的區域,網格劃分較為稀疏。圖1給出了網格劃分模式,共有50 013個節點和47 450個單元,采用DC2D4單元。熱分析和力分析采用相同的單元和節點,指派單元類型為熱傳遞和平面應變。
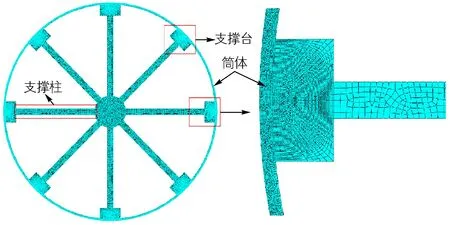
圖1 筒體及防畸變工裝的模型和網格劃分
1.3 材料參數
材料參數的選取需要考慮焊接過程隨溫度變化效應,并且假定材料在高溫狀態下物理性能保持不變。計算焊接溫度場和殘余應力場所需物理性能和力學性能參數參見文獻[11-12]。
1.4 邊界條件和初始條件
在防畸變工裝的圓心處設置參考點,選擇參考點與筒體的內壁面進行耦合約束。當筒體內有工裝支撐時,選擇工裝的中間支撐與支撐柱的交點作為端點,約束其所有自由度,限制工裝的剛性移動;當筒體內無工裝時,選擇上述參考點位置作為邊界條件的施加點。
2 結果與分析
2.1 防畸變工裝對最大徑向畸變量的影響
圖2為內徑φ2 m、壁厚22 mm的筒體內無防畸變工裝支撐與加裝防畸變工裝支撐后熱處理最大徑向畸變量模擬結果,相比無工裝支撐,有防畸變工裝支撐筒體的最大形變量降低了6.73 mm,降幅為28.23%,驗證了防畸變工裝支撐對筒體熱處理畸變量改善效果明顯。
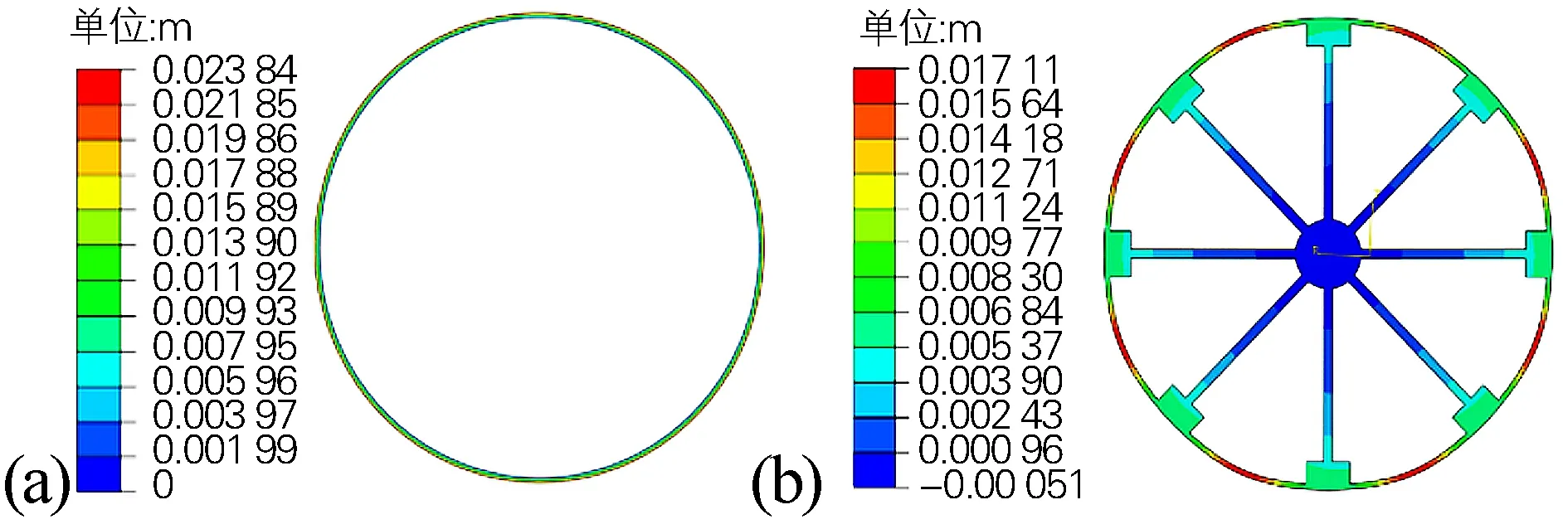
圖2 筒體熱處理徑向畸變量的模擬結果
2.2 防畸變工裝尺寸的確定
影響防畸變工裝防畸變效果的主要因素有工裝的支撐臺寬度、支撐柱直徑及防畸變工裝的數量。首先以φ2 m筒徑、壁厚22 mm的筒體為例,探究支撐臺的寬度和支撐柱的直徑對于筒體畸變量的影響。
支撐臺與筒體相連接,通過外部截面的支撐效果可以防止筒體在熱處理時發生較大畸變量。圖3為不同寬度支撐臺對應筒體的熱處理畸變量情況,當支撐臺寬度為0.1、0.2、0.3和0.4 m時,對應的熱處理最大畸變量分別為18.86、17.22、17.89和18.31 mm。

圖3 不同支撐臺寬度的筒體熱處理畸變量
支撐柱是連接支撐臺與中心圓柱支撐面的部件,圖4為不同支撐柱直徑對應筒體的熱處理畸變量情況,筒體的內徑為φ2 m,壁厚為22 mm。可以看出,支撐柱直徑為φ2、φ4、φ6和φ8 cm時對應的最大熱處理畸變量分別為17.39、17.11、17.22和17.28 mm。當支撐柱直徑為φ4 cm時的最大畸變量數值最小,繼續增加支撐柱的直徑最大畸變量變化不大。通過對不同支撐臺寬度和支撐柱直徑參數的模擬分析,確定了最佳的防畸變工裝尺寸,即支撐臺寬度為0.2 m,支撐柱直徑為φ4 cm。

圖4 不同支撐柱直徑的筒體熱處理畸變量
2.3 不同壁厚筒體最佳工裝數量的確定
對于筒徑相同的筒體在進行熱處理時,影響其畸變量的主要因素是筒體的壁厚。圖5給出了筒徑φ2 m時,壁厚為42 mm和82 mm兩種筒體在無工裝支撐下的畸變量分布情況。壁厚為42 mm筒體的最大畸變量為19.53 mm,壁厚為82 mm筒體的最大畸變量為18.30 mm,結合圖2(a)中壁厚為22 mm的筒體,可以得到筒體的壁厚越大,其熱處理畸變量越小。
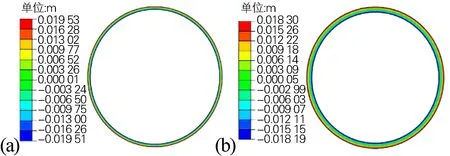
圖5 不同壁厚的無支撐筒體熱處理畸變量
表1給出了筒徑φ2 m、壁厚分別為22、42和82 mm的3種筒體熱處理最大畸變量,當筒體的直徑和工裝數量一定時,筒體熱處理最大畸變量基本隨著筒體壁厚的增加而減小,壁厚增大所需的防畸變工裝數量減少。筒體壁厚為22 mm時,最佳防畸變工裝數量為3個以上,此時熱處理最大畸變量小于壁厚值。當壁厚增大到42 mm和82 mm后,熱處理最大畸變量已遠遠小于壁厚值,無需安裝工裝。
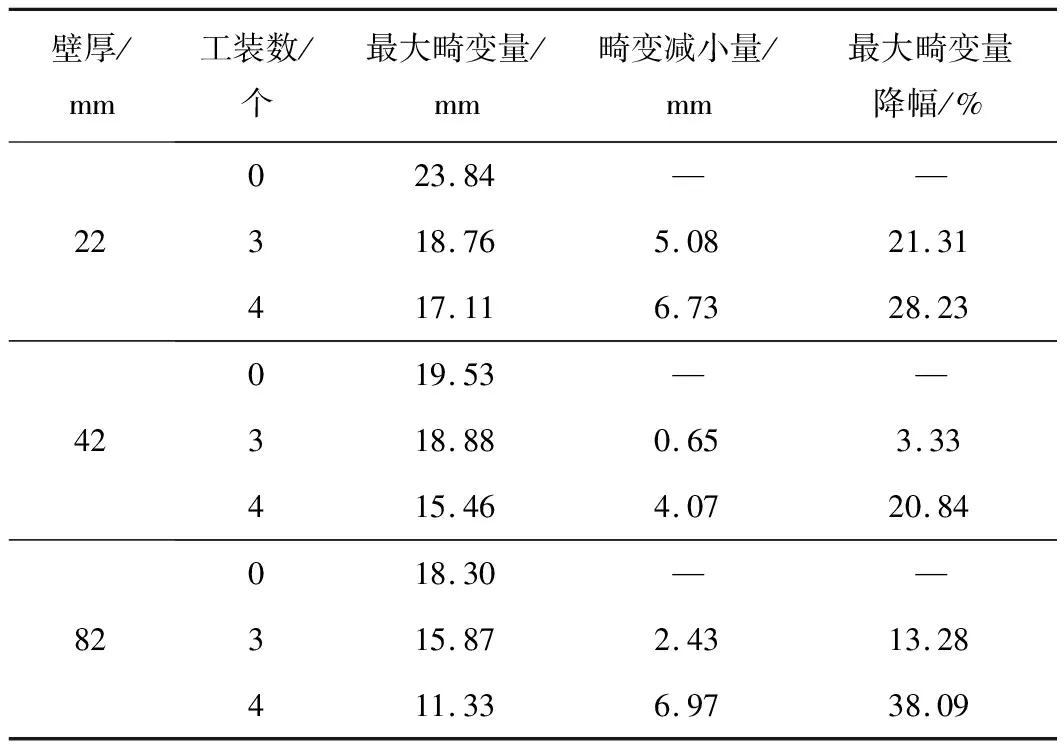
表1 不同壁厚筒體熱處理最大畸變量
2.4 不同筒徑的筒體最佳工裝數量的確定
不同筒徑的壓力容器局部熱處理時的畸變量情況不同,需要加裝的防畸變工裝數量也不相同。如圖6給出了不同筒徑的筒體在無防畸變工裝時,熱處理前后的畸變量情況。φ2、φ4、φ8和φ12 m的4種筒徑、壁厚為22 mm的筒體在熱處理過程中最大畸變量分別為23.84、72.01、139.99和224.24 mm,筒體的最大畸變量隨著其直徑的增加而增大,即筒體的直徑越大,熱處理畸變量也越大。

圖6 不同筒徑的無工裝支撐筒體熱處理畸變量
圖7為不同工裝數量下直徑φ4、φ12 m筒體熱處理畸變量分布情況,可以看出,不同筒徑的筒體熱處理 畸變均主要發生在相鄰兩個防畸變工裝的中間位置,且越靠近防畸變工裝處,筒體的畸變量越小。隨著工裝數量的增加,熱處理最大畸變量逐漸降低。
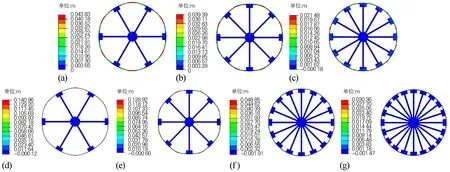
圖7 不同工裝數量下φ4 m(a~c)、φ12 m(d~g)筒體熱處理畸變量情況
表2為不同筒徑、壁厚22 mm的筒體在不同防畸變工裝數量下局部熱處理最大畸變量,可以看出,當筒體的直徑和壁厚一定時,筒體熱處理最大畸變量隨著防畸變工裝數量的增加而減小。對于筒徑為φ2 m的筒體,安裝3個和4個防畸變工裝時,筒體熱處理最大畸變量都小于自身壁厚,筒體內加裝3個防畸變工裝時,筒體在熱處理最大畸變量得到了較好的控制,4個最佳。對于筒徑φ4 m的筒體,安裝6個工裝時,滿足最大畸變量低于自身壁厚,最大畸變量降幅達70.17%,在此基礎上,如果繼續增加防畸變工裝的數量,筒體熱處理最大畸變量變化不再明顯,但防畸變工裝的材料消耗更大,制作工藝更加復雜且安裝難度更大,因此,對于φ4 m筒體,安裝6個工裝為宜。對于筒徑φ8 m和φ12 m,當工裝數分別為8個和10個時,最大畸變量降幅均已超過80%,滿足熱處理要求。因此,對于筒徑φ2、φ4、φ8和φ12 m的筒體進行局部熱處理時,最佳的防畸變工裝數分別為4、6、8和10個。

表2 不同筒徑的筒體熱處理最大畸變量
基于上述分析結果,建立不同直徑的筒體對應其熱處理時所需最佳防畸變工裝數量的計算公式,具體如下:
N≥d/2+4
(1)
式中:N為最佳防畸變工裝數量,且N為滿足條件的最小正整數;d為筒體直徑,m。
3 結論
1)基于有限元分析,驗證了防畸變工裝對于筒體熱處理后畸變量情況的改善效果明顯,優化了適用于大型壓力容器筒體設備的防畸變工裝尺寸,設計防畸變工裝的支撐臺寬度為0.2 m,支撐柱直徑為φ4 cm為最佳。
2)筒體內無防畸變工裝支撐時,其熱處理最大畸變量隨著直徑的增加而增大,即筒體的直徑越大,熱處理畸變量也越大。不同筒徑的筒體熱處理畸變均主要發生在相鄰兩個防畸變工裝的中間位置。
3)當筒體的直徑和工裝數量一定時,筒體熱處理最大畸變量隨著筒體壁厚的增加而減小,壁厚增大所需的防畸變工裝數量減少。當壁厚增大到42 mm和82 mm后,熱處理最大畸變量已遠遠小于壁厚值,無需安裝工裝。
4)筒徑和壁厚一定時,筒體熱處理最大畸變量隨著防畸變工裝數量的增加而減小,建立了不同直徑的筒體對應其熱處理時所需要最佳防畸變工裝數量的計算公式:N≥d/2+4。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
