某型柴油機(jī)曲軸孔加工精度提升研究*
2022-04-07 09:58:18李世永張春明郭鵬飛
制造技術(shù)與機(jī)床 2022年4期
李世永 丁 澤 張春明 郭鵬飛
(①濰柴動力股份有限公司新產(chǎn)品制造中心,山東 濰坊 261061;②青島理工大學(xué)機(jī)械與汽車工程學(xué)院,山東 青島 266520)
柴油機(jī)曲軸孔主要作用是支撐曲軸,傳遞從曲柄傳來的扭矩并通過法蘭輸出,同時吸收活塞運(yùn)動過程中產(chǎn)生的軸向和側(cè)向力[1-2]。由于曲軸孔加工質(zhì)量嚴(yán)重影響發(fā)動機(jī)工作性能,所以對曲軸孔加工精度要求較高,其質(zhì)量的評價包括直徑、位置度、圓度、同軸度、各檔曲軸孔中心直線度及表面粗糙度等[3]。為滿足這些苛刻質(zhì)量指標(biāo),曲軸孔精加工一般采用專機(jī)線鏜或鉸珩兩種加工方式。
基于某新型4 缸柴油機(jī)機(jī)體,曲軸孔專用工藝裝備采購周期較長,為縮短試制準(zhǔn)備周期與降低試制成本,樣試階段采用加工中心與線鏜刀試切?69H6曲軸孔。
1 主要試切條件與測量要求
加工方式:線鏜刀一端與加工中心主軸剛性連接,另一端穿入夾具端部支撐套保證加工位置精度,通過機(jī)床主軸軸向移動實(shí)現(xiàn)曲軸孔加工,應(yīng)用的其他加工條件見表1,應(yīng)用的曲軸孔精加工刀具、夾具照片見圖1、圖2。

圖1 曲軸孔精加工刀具
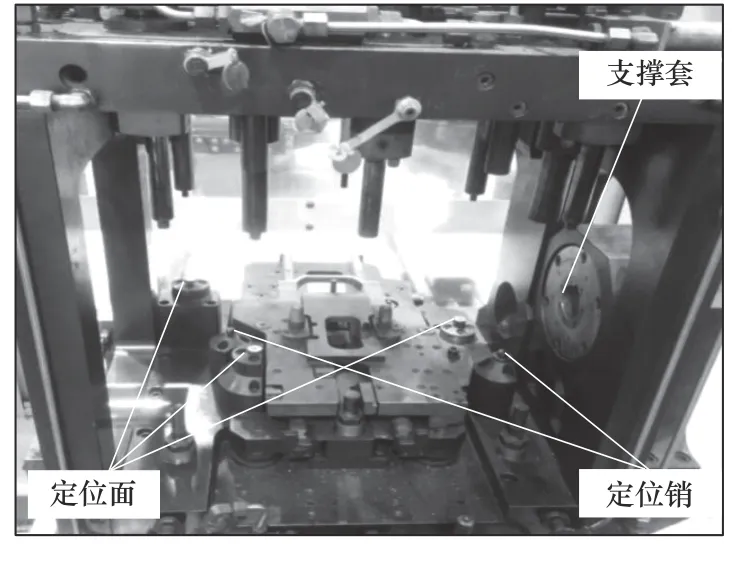
圖2 應(yīng)用夾具
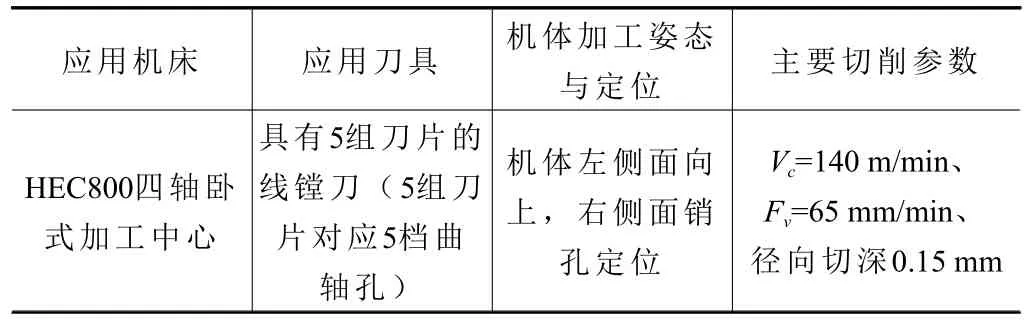
表1 主要加工條件
測量要求:應(yīng)用ZEISS CALYPSO 三坐標(biāo)測量機(jī)測量每檔(共5 檔)曲軸孔圓柱度,圖3 為曲軸孔測量位置示意圖,每檔曲軸孔用測針掃描兩截面圓(兩截面圓位置分別距離開檔面內(nèi)側(cè)3 mm,有效避開了曲軸孔邊緣銳邊影響)自動構(gòu)建圓柱評價得出圓柱度,為減小測量誤差,取兩次測量平均值作為每檔曲軸孔有效值。
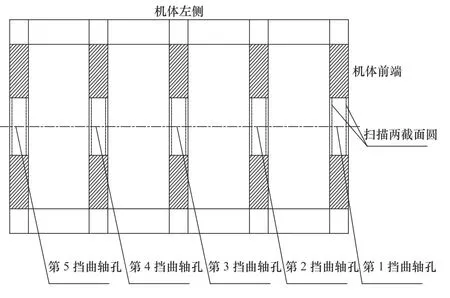
圖3 曲軸孔測量位置示意圖
圖紙要求每檔曲軸孔圓柱度0.007,試切結(jié)果機(jī)體前端起第1 檔、第4 檔曲軸孔圓柱度為0.011~0.013,加工精度不合格。
2 5M1E 分析
“人機(jī)料法環(huán)測”是對全面質(zhì)量管理理論中6個影響產(chǎn)品質(zhì)量的主要因素的簡稱[4]。人(man),指制造產(chǎn)品的人員;機(jī)(machine),指制造產(chǎn)品所用的設(shè)備或工具工裝;料(material),指制造產(chǎn)品所使用的材料;法(method),指制造產(chǎn)品所使用的工藝流程和加工方法;測(measurement),指測量采用的方法是否正確,測量結(jié)果是否準(zhǔn)確;環(huán)(environmen),指產(chǎn)品制造過程所處的環(huán)境[5-6]。由于這5 個因素的英文首字母是M和E,所以常簡稱為5M1E,當(dāng)產(chǎn)品出現(xiàn)質(zhì)量問題時可從5M1E的6 個方面進(jìn)行排查分析。
2.1 篩選可能的主要因素
對曲軸孔圓柱度加工不合格問題初步分析,見表2,排除次要因素,篩選出“機(jī)”與“料”是可能的主要因素。
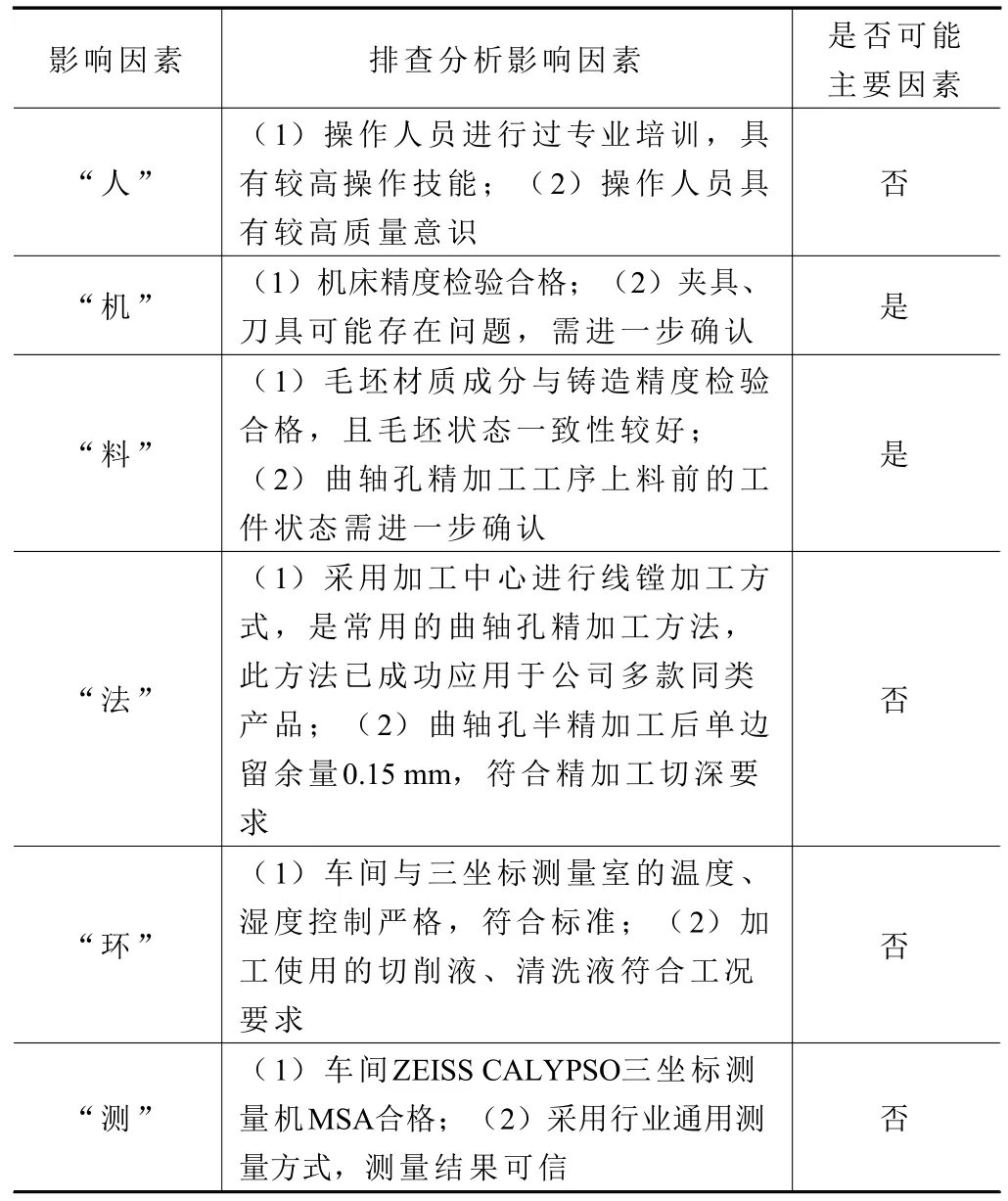
表2 5M1E 分析表
2.2 進(jìn)一步分析影響因素“機(jī)”、“料”
基于可能的主要因素“機(jī)”、“料”,分析刀具、夾具和工件半成品影響曲軸孔圓柱度的可能問題項(xiàng),逐項(xiàng)排查驗(yàn)證,篩選出主要問題,表3 是排查驗(yàn)證情況。
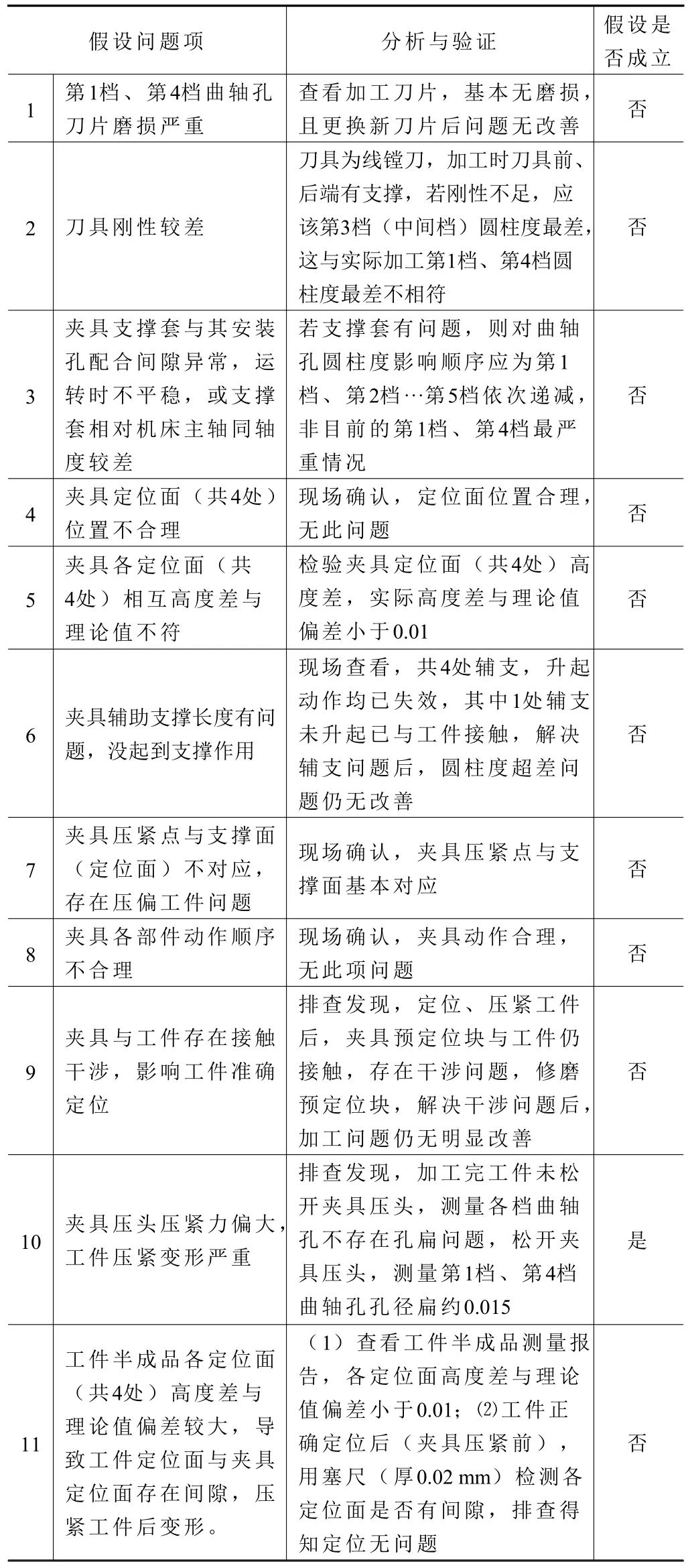
表3 “機(jī)”、“料”排查驗(yàn)證情況
通過上述分析,進(jìn)一步縮小問題范圍,夾具壓頭壓緊力偏大是曲軸孔圓柱度超差主要原因。
3 夾具優(yōu)化與工件試切驗(yàn)證
根據(jù)一面兩銷定位原理及不共線三點(diǎn)確定一個平面得知夾具3 處較小定位面(可簡化為3 個點(diǎn))即可實(shí)現(xiàn)平面定位要求,因每處定位面對應(yīng)著1 處壓緊點(diǎn),即3 處壓頭可實(shí)現(xiàn)工件壓緊。壓頭數(shù)量較多時一方面可提高工件剛性與工件切削時可靠性,另一方面可能導(dǎo)致工件壓緊變形,影響工件加工精度。
減少壓頭數(shù)量與減小壓頭作用壓力可有效減小夾具壓緊力[7]。基于夾具現(xiàn)狀,考慮盡量減少改造內(nèi)容,分層分步實(shí)施夾具壓頭數(shù)量優(yōu)化與作用壓力優(yōu)化。
3.1 夾具壓頭數(shù)量優(yōu)化
由夾具液壓原理圖(圖4)得知,共8 處壓頭,4 處壓頭由單獨(dú)油缸控制,是主壓頭,此油路共兩處減壓閥,1 處控制3 個油缸,另1 處控制1 個油缸;另外4 處壓頭共用1 個油缸,是輔助壓頭,此油路沒有減壓閥,但有1 處節(jié)流閥。
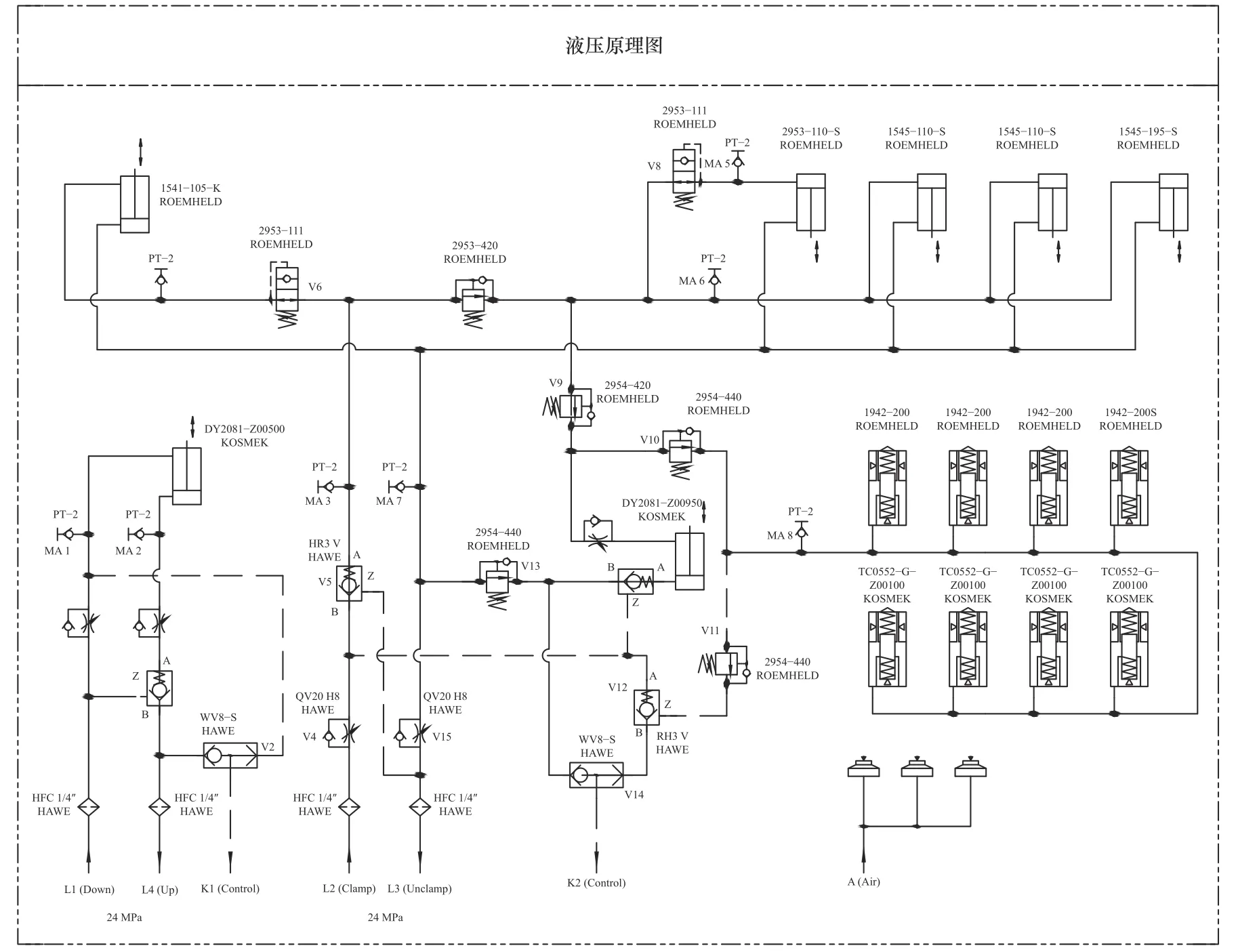
圖4 夾具液壓原理圖
步驟1:保持4 處輔助壓頭狀態(tài)不變,通過兩處減壓閥調(diào)低主壓頭油路壓力,分別試驗(yàn)9 MPa、6 MPa、3 MPa 時工件壓緊變形情況。測量方式:通過磁力表座將杠桿表固定至夾具體,使用杠桿表測量工件壓緊前后第1 缸孔有無位移變化(變形量),夾具壓頭及位移變化測量位置見圖5。試驗(yàn)結(jié)果:試驗(yàn)的3 個壓力,工件壓緊前后均有0.05~0.06 mm 位移變化,即工件壓緊變形較嚴(yán)重,表明當(dāng)前狀態(tài)4 個輔助壓頭起主導(dǎo)作用。
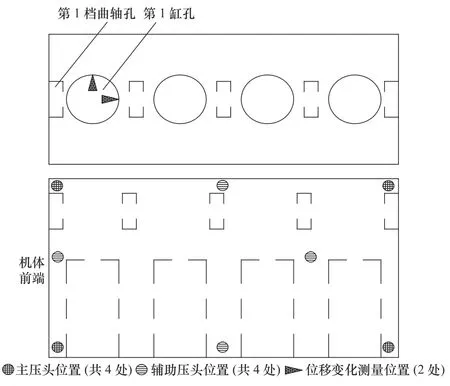
圖5 夾具壓頭及位移變化測量位置
步驟2:考慮避免工件未壓牢,加工中出現(xiàn)工件松動問題,將4 處主壓頭油路壓力調(diào)高(9 MPa),通過節(jié)流閥切斷4 處輔助壓頭油路壓力(因4 處輔助壓頭油路沒有減壓閥,沒法調(diào)低壓力),試驗(yàn)工件壓緊變形情況。試驗(yàn)結(jié)果:工件壓緊前后有0.054 mm位移變化,工件壓緊變形問題無明顯改善。
試驗(yàn)結(jié)果表明,可去除夾具4 處輔助壓頭作用,同時需繼續(xù)調(diào)低主壓頭油路壓力,試驗(yàn)避免工件壓緊變形且能可靠壓緊壓力值。
3.2 夾具壓頭作用壓力優(yōu)化
步驟3:只保留夾具4 處主壓頭,小分量調(diào)低油路壓力,試驗(yàn)不同壓力值對工件壓緊變形的影響,試驗(yàn)情況見表4,結(jié)果表明,工件壓緊變形量隨油路壓力減小呈減小趨勢,當(dāng)油路壓力小于等于3 MPa時工件壓緊無明顯變形。
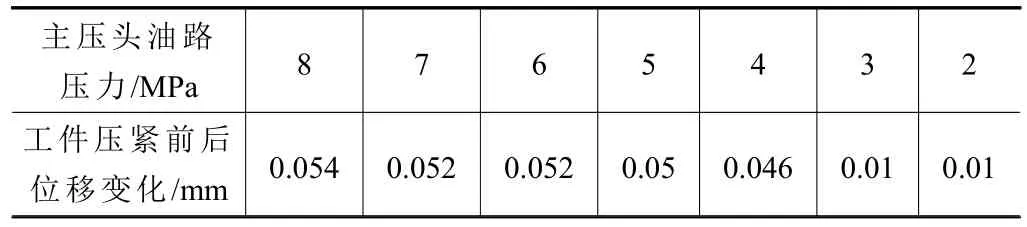
表4 油路壓力對工件變形影響
3.3 工件試切驗(yàn)證
從上述試驗(yàn)得知,避免工件壓緊變形的較大油路壓力為3 MPa,此時壓緊工件系數(shù)較高,同時考慮曲軸孔精加工時工件承受切削力較小,試切中出現(xiàn)工件松動風(fēng)險較低,將試切驗(yàn)證加工效果。
步驟4:只保留夾具4 處主壓頭,主壓頭油路壓力調(diào)為3 MPa,完成工件裝夾與試切。試切結(jié)果:5 檔曲軸孔圓柱度分別為0.005 4、0.005 0、0.004 9、0.005 6和0.005 8,滿足要求精度(0.007)。
步驟5:固化步驟4 中夾具要求,連續(xù)跟蹤5臺氣缸體檢驗(yàn)報告,曲軸孔加工均合格,圓柱度超差問題徹底解決。
4 結(jié)語
通過5M1E 分析與排查鎖定了夾具問題是導(dǎo)致曲軸孔圓柱度加工不合格主要因素,對夾具壓頭數(shù)量與位置進(jìn)行優(yōu)化,并試驗(yàn)得出夾具主壓頭油路壓力3 MPa 時既能可靠壓緊工件又能避免壓緊工件變形,解決了曲軸孔圓柱度加工超差問題。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
