寬規格深沖鋼連退爐內跑偏問題分析和改進
2022-04-02 01:44:52王智增封啟明
山西冶金 2022年1期
楊 偉, 王智增, 封啟明
(河北鋼鐵集團邯鋼公司邯寶冷軋廠, 河北 邯鄲 056015)
寬規格深沖鋼是當前鋼鐵企業汽車板產品結構調整中的戰略品種,但寬規格深沖鋼試生產成功率較低,爐內跑偏是影響試生產的制約因素之一,制約了寬規格深沖鋼的生產[1-3]。同時寬規格深沖鋼在河北省內為空白產品,并且華北市場需求大,品種利潤高,亟需批量生產寬規格深沖鋼。
寬規格深沖鋼在退火爐內跑偏問題嚴重困擾著連退線汽車板性能穩定性。在產線速度較高的情況下,帶鋼出現跑偏,導致產線速度急速降低,造成帶鋼退火工藝波動,影響產品性能。尤其寬規格帶鋼跑偏,容易出現帶鋼刮碰到爐墻,造成帶鋼撕裂、爐內斷帶等事故,給生產、供貨造成很大損失,同時也嚴重制約冷軋廠生產汽車板向寬規格方向發展。
1 現場調研
連退爐寬規格帶鋼跑偏主要集中在加熱段板。尤其以帶頭、帶尾跑偏情況尤為突出。其次連退爐出現爐內帶鋼跑偏是規格變換時出現,由窄規格切換過度至寬規格帶鋼時,寬規格帶鋼出現較嚴重跑偏。
爐內帶鋼跑偏與原料板型關系較為密切,尤其是原料出現單邊浪、較為嚴重的雙邊浪等情況,帶鋼出現跑偏的幾率大大增加,原料板型跑偏示意圖見圖1。帶鋼跑偏導致產線速度驟降,板帶退火時間、溫度出現較大幅度的波動,嚴重的影響了產品性能的穩定性。
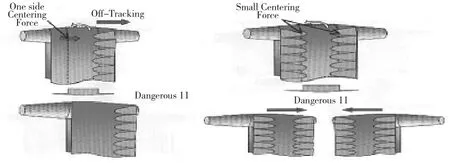
圖1 寬規格深沖鋼單邊浪和雙邊浪跑偏示意圖
2 影響因素控制
根據板帶運行情況,通常將爐內的爐輥設定為存在一定的凸度,凸度輥在張力作用下,為帶鋼提供一種向心力,在帶鋼出現跑偏的情況下,向心力將拉拽帶鋼使其回到中心位置。這樣可以有效地防止爐內板帶跑偏,板帶在爐內的受力示意圖見圖2。通常,影響爐內帶鋼跑偏的因素有爐內帶鋼張力、原料板型、爐輥凸度等。
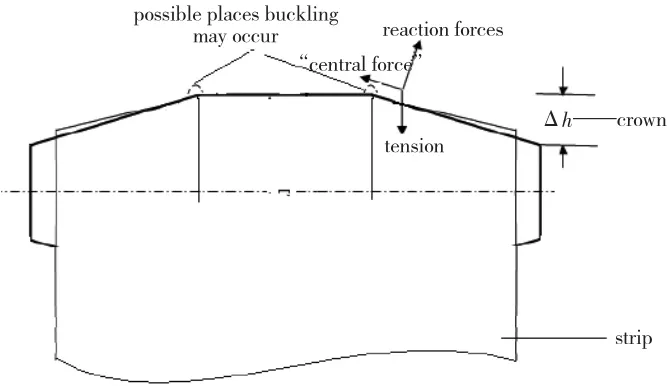
圖2 板帶在爐內的受力示意圖
2.1 爐內張力布局優化
優化爐內整體張力布局,根據不同規格鋼種不同張力控制模式,對爐內張力參數分布進行優化和控制[3-5]。
爐區加上前后的張緊輥共分11 個張力區域,分別為3 號張緊區、預熱加熱1 區、加熱2 區、加熱3區、均熱區、快冷區、過時效1 區、過時效2 區、過時效3 區、終冷區、6 號張緊區。
原西馬克所給的二級值的張力值普遍的規律為3 號、6 號張緊區的張力值一樣,并且較大,加熱1-加熱3 區張力值一樣,均熱段張力值較加熱段小,快冷段張力值最大,過時效1-終冷區的張力值一樣,并且較加熱段張力值較大。
現根據帶鋼的厚度對各分段的張力進行優化,當帶鋼厚度較大時,將爐區帶鋼的張力臺階調整為均熱張力保持與加熱段一致;當帶鋼厚度居中時,將爐區帶鋼的張力臺階調整為均熱張力保持與加熱段一致,快冷張力保持與過時效段一致;當帶鋼厚度較小時,將爐區帶鋼張力臺階調整為均熱張力保持與加熱段一致,快冷張力保持與均熱段段一致。
2.2 原料板型檢查及對應措施
入口焊機操作人員在每次焊接完成之后,必須到入口活套檢查即將進入爐內的板型,當發現板帶有單邊浪、嚴重雙邊浪、鼓包、其他表面缺陷時,第一時間通知出口主操。當出口主操接到入口通知后,判斷板帶是否會在爐內產生跑偏,提前通過張力(適當提高張力時,根據帶鋼的規格一次性增加的張力值分別為0.3 kN/0.5 kN,并且時刻關注爐內板帶的質量)、速度控制來避免爐內的跑偏現象發生。
2.3 爐輥凸度和粗糙度跟蹤優化
每次年修期間,對爐輥輥型進行檢測,對爐輥凸度進行跟蹤。針對爐輥凸度出現嚴重磨損,造成凸度值降低的爐輥。并對爐輥的粗糙度,進行系統跟蹤,出現粗糙度降低的爐輥,及時進行更換處理。防止粗糙度過低,造成爐內帶鋼跑偏問題[6-7]。
3 改進措施
針對上述的主要影響因素,結合文獻調研結果[8-9],提出以下的改進措施:
1)爐內跑偏提醒。編寫電氣軟件或程序,設置爐內帶鋼跑偏后進行操作畫面閃爍和聲音報警,避免因操作未注意到運行異常而導致的生產事故。尤其該系統的聲音報警提高了操作對異常情況的識別度。
2)帶鋼跑偏時液壓缸位置超限改進措施。當爐內板帶有跑偏的趨勢時,糾偏液壓缸會動作,當液壓缸動作超過80%時,適當提高預熱到均熱段張力值或者是過時效到終冷段張力值,并且提高張力值時,預熱段到均熱段或者過時效段到終冷段必須同時加減,不能單獨調整,即使規格不同時也要同時加減;必要時,根據帶鋼規格,來通過控制速度來防止跑偏;直至液壓缸動作恢復到80%以內為止。
3)因爐內帶鋼跑偏導致爐內自動降速改進措施。當爐內帶鋼跑偏到一定程度時,爐區速度會自動降到120 m/min,此時出口主操必須通過改變帶鋼張力值來防止帶鋼跑出爐輥,同樣調整張力時預熱段到均熱段或者過時效段到終冷段必須同時加減,不能單獨調整,即使規格不同時也要同時加減,每次調整的幅度在0.3~0.5 kN之間,直至帶鋼慢慢恢復;在帶鋼恢復到中心位置后,操作工禁止按爐區速度運行按鈕,必須保持120 m/min 的速度至少一卷,觀察接下來爐內帶鋼的跑偏現象,如果爐內帶鋼跑偏處于穩定后,在逐漸提速,但每次提速的幅度不超過10 m/(min·卷)。
4)因爐內帶鋼跑偏導致板帶蹭到爐墻時處理方法。在進行降速和提高張力操作后,爐內板帶仍然跑偏到蹭到爐墻時,必須進行停車卸張降溫處理。停車后,待爐溫降到安全范圍后,將糾偏手動對中,然后爐區建張,安排爐區操作工到現場進行整個爐區的組點動向入口活套方向倒帶,這時的糾偏設備是不存在糾偏作用的,但是板帶有原路返回使跑偏那段板帶也漸漸恢復正常生產軌道,然后將爐區糾偏恢復自動,爐區建張進行爬行,并且觀察爐內板帶實際跑偏和糾偏設備的動作,直到跑偏那段糾偏設備中任意一個液壓缸工作到最大行程不起作用時及時通知停線,卸掉張力,再次將糾偏手動對中,然后再次通知爐區組點動向后倒帶,到板帶基本恢復到正常生產軌道時,停止電動,然后將糾偏設備恢復到自動模式,爐內建張,起線爬行,如果還是跑偏繼續進行上述操作,直至跑偏板帶爬出爐內為止。
4 結語
本文針對超薄寬規格深沖鋼爐內跑偏問題,分析了造成跑偏的影響因素,影響爐內帶鋼跑偏的因素主要有爐內帶鋼張力、原料板型、爐輥凸度等。針對爐內帶鋼跑偏問題,編寫了電氣軟件或程序對爐內跑偏提醒,并提出了因爐內帶鋼跑偏導致液壓缸位置超限、爐內自動降速、板帶蹭到爐墻時的改進措施。
