熱處理保溫時(shí)間對(duì)Q245R 焊接力學(xué)性能的影響研究
2022-04-02 01:43:28郝智勇
山西冶金 2022年1期
郝智勇
(太原鍋爐集團(tuán)有限公司, 山西 太原 030008)
Q245R 鋼板是鍋爐行業(yè)廣泛應(yīng)用的鋼種之一,其主要用于中低壓鍋爐,是一種低碳碳素鋼,其價(jià)格低、綜合力學(xué)性能較好,特別是具有優(yōu)良的焊接性能。該鋼板的碳當(dāng)量低,在焊接過程中一般不容易產(chǎn)生焊接裂紋,因此具有較好的可焊性和熱處理后的力學(xué)性能。金屬材料的性能不僅與其化學(xué)成分、金相組織有關(guān),而且與熱處理狀態(tài)緊密相關(guān)。為了研究不同熱處理保溫時(shí)長(zhǎng)對(duì)金屬材料力學(xué)性能的影響,針對(duì)Q245R 鋼板采用不同焊材及熱處理工藝進(jìn)行對(duì)比試驗(yàn)研究。
1 Q245R 鋼板焊接試驗(yàn)
試驗(yàn)材料選用厚度為54 mm 的Q245R 鋼板,長(zhǎng)度為3 m。Q245R 鋼板供貨狀態(tài)如表1 所示,室溫力學(xué)性能如表2 所示。

表1 Q245R 鋼管熱處理供貨狀態(tài)
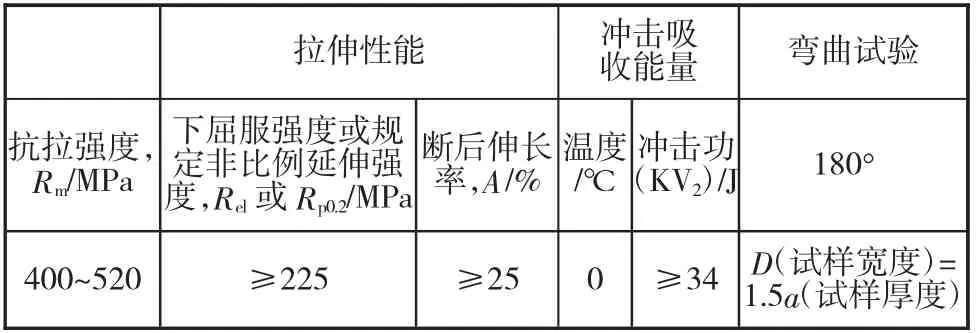
表2 Q245R 鋼板室溫力學(xué)性能
其坡口型式為X 型坡口。采用H08MnA 與H10Mn2焊材對(duì)Q245R 鋼板進(jìn)行焊接,焊材的成分具體如表3 所示。從對(duì)兩種焊絲化學(xué)成分的對(duì)比可以看出,H10Mn2 的w(Mn)比H08MnA 要高出0.4%~1.1%,理論上H10Mn2 的抗拉強(qiáng)度應(yīng)高于H08MnA。
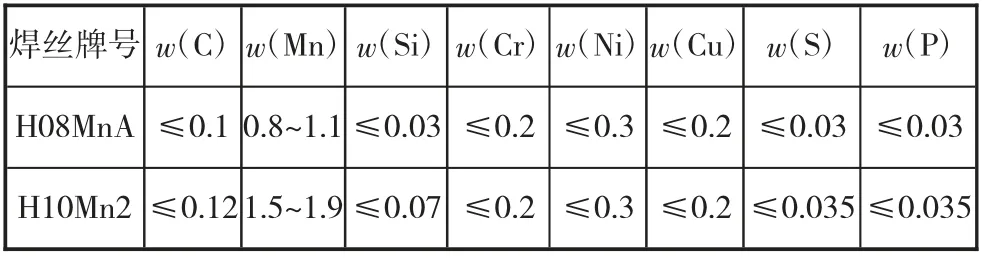
表3 H08MnA 與H10Mn2 焊絲化學(xué)成分 %
將試驗(yàn)分成2 組,方案1 采用H08MnA+SJ101焊接,對(duì)其焊態(tài)、熱處理態(tài)(3 h、6 h 退火,正火)分別進(jìn)行力學(xué)性能試驗(yàn);方案2 采用H10Mn2+SJ101 焊接,對(duì)其焊態(tài)、熱處理態(tài)(2 h、3.5 h、6 h 退火)分別進(jìn)行力學(xué)性能試驗(yàn)。
焊前采用火焰加熱器整體預(yù)熱15 ℃以上。焊接采用多層多道焊,通過控制其焊接電流、電壓和焊接速度,嚴(yán)格按工藝流程進(jìn)行施焊,每道焊完用紅外線測(cè)量溫度,將層間溫度嚴(yán)格控制在150~300 ℃。試件焊接完成后進(jìn)行退火熱處理。
2 力學(xué)性能及組織
對(duì)試驗(yàn)件進(jìn)行力學(xué)性能及金相檢測(cè),其力學(xué)性能如下頁(yè)表4、表5 所示,其中沖擊韌性情況如下頁(yè)表6、表7 所示。從表4、5、6 及表7 數(shù)據(jù)結(jié)果表明:
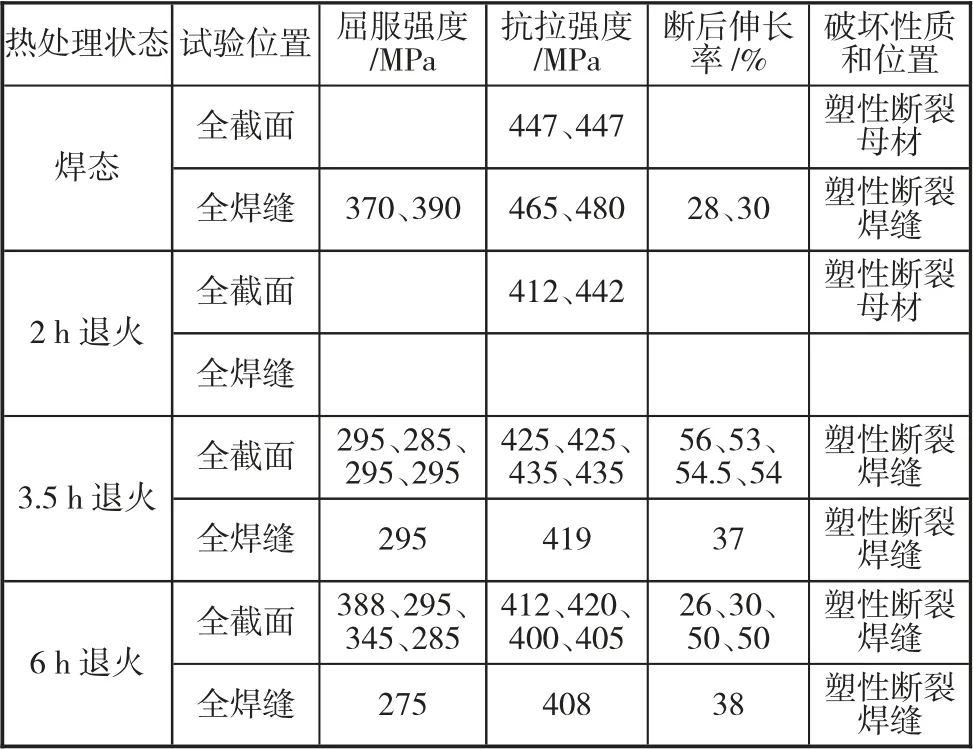
表4 H08MnA+SJ101 不同熱處理狀態(tài)力學(xué)性能
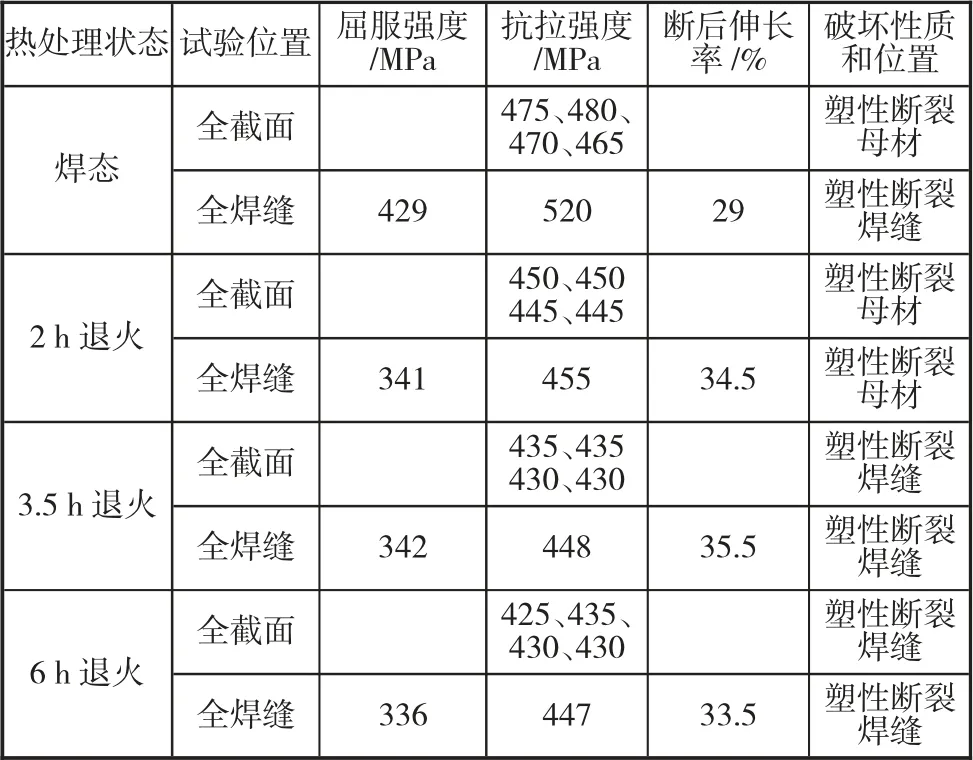
表5 H10Mn2+SJ101 不同熱處理狀態(tài)力學(xué)性能

表6 H08MnA+SJ101 不同熱處理狀態(tài)沖擊功吸收值
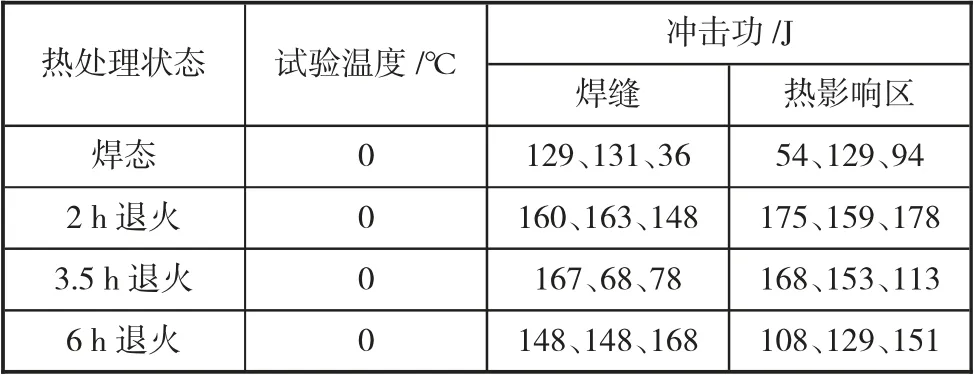
表7 H10Mn2+SJ101 不同熱處理狀態(tài)沖擊功吸收值
1)焊態(tài)下,兩種焊絲焊接試件全截面拉伸均斷裂于母材位置,全焊縫拉伸抗拉強(qiáng)度高于全截面拉伸抗拉強(qiáng)度,說明在焊態(tài)下采用兩種焊絲焊接焊縫強(qiáng)度均高于母材強(qiáng)度,兩種焊絲均能完全滿足要求。
2)Q245R 采用同種焊絲焊接時(shí),隨著熱處理時(shí)間的加長(zhǎng),其抗拉強(qiáng)度會(huì)有一定程度的下降。
3)Q245R 采用同種焊絲焊接時(shí),隨著熱處理時(shí)間的加長(zhǎng),其焊縫和熱影響區(qū)沖擊功略微上升后略微下降。
4)Q245R 采用H08MnA+SJ101 焊接6 h 退火時(shí),其全截面拉伸斷裂位置位于焊縫,即焊縫抗拉強(qiáng)度低于母材抗拉強(qiáng)度;Q245R 采用H10Mn2+SJ101焊接時(shí),不同熱處理狀態(tài)下,其全截面拉伸斷裂位置位于母材,即焊縫抗拉強(qiáng)度高于母材抗拉強(qiáng)度;說明經(jīng)過長(zhǎng)時(shí)間熱處理后,H10Mn2 焊縫的抗拉強(qiáng)度雖然有所下降,但仍要高于母材的抗拉強(qiáng)度,而H08MnA則不能做到此點(diǎn)。
通過金相檢測(cè),其母材金相組織均為鐵素體+珠光體,晶粒度為8 級(jí),熱影響區(qū)金相組織均為鐵素體+珠光體,熔合區(qū)為鐵素體+魏氏體,焊縫為索氏體組織,各部位均無疏松、裂紋過燒等異常組織。
3 結(jié)論及建議
1)焊后熱處理可以提高Q245R 鋼板的沖擊韌性,改善其力學(xué)性能。
2)熱處理保溫時(shí)間過長(zhǎng),反而會(huì)使焊縫金屬中碳化物聚集、粗化,或使脫碳層厚度增加,從而造成力學(xué)性能的下降。
3)建議采用Q245R 制作容器時(shí),當(dāng)筒體厚度≤30 mm 時(shí)(即產(chǎn)品不進(jìn)行焊后退火熱處理),焊絲選用H08MnA+SJ101;當(dāng)筒體厚度≥30 mm 時(shí)(即產(chǎn)品需要進(jìn)行焊后退火熱處理),焊絲選用H10Mn2+SJ101。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
