不同焊接材料對6008-T7 鋁合金焊接接頭組織和性能的影響
2022-03-31 08:44:42齊芃芃周金旭金文福
焊管 2022年3期
關(guān)鍵詞:焊縫
0 前 言
6008 鋁合金屬于Al-Mg-Si 系可熱處理強(qiáng)化型中等強(qiáng)度鋁合金, 具有良好的熱成型性、抗蝕性、 冷變形性、 焊接性、 抗疲勞性和韌性, 其由6005A 合金發(fā)展而來, 兩者的不同之處主要是6008 合金中加入了0.05%~0.15%的釩
。 由于6008 鋁合金在受到小規(guī)模沖擊時只發(fā)生微小變形, 而在受到大規(guī)模沖擊時發(fā)生折疊變形, 目前已被廣泛應(yīng)用于汽車防撞梁、 吸能盒等部件。
MIG 焊作為鋁合金焊接常用的方法, 在焊接過程中易產(chǎn)生氣孔、 裂紋等缺陷, 且接頭軟化嚴(yán)重, 選擇合適的焊接材料有利于提高焊接接頭的性能。 6008 鋁合金在焊接過程中, 通常采用5 系鋁合金焊絲作為填充材料。 目前關(guān)于采用不同型號的5 系鋁合金焊絲焊接6008鋁合金的研究較少, 因此, 根據(jù)母材的成分和性能, 本試驗(yàn)選用了ER5087 和ER5356 兩種與母材成分相近、 強(qiáng)度相當(dāng)?shù)? 系鋁合金焊絲進(jìn)行手工MIG 焊接, 研究這兩種不同的5 系鋁合金焊絲對6008-T7 鋁合金焊接接頭微觀組織與力學(xué)性能的影響, 為今后6008 鋁合金的實(shí)際生產(chǎn)應(yīng)用提供數(shù)據(jù)積累及理論依據(jù)。
第一劍:百雀羚將多年來苦心經(jīng)營的大流通調(diào)整為有限流通渠道,只是將低價位的經(jīng)典系列繼續(xù)覆蓋流通渠道,從而將資源大規(guī)模向終端傾斜,實(shí)現(xiàn)從流通到終端的跨越,并從三四級市場向一線、二線市場回歸。這句話說起來簡單,但真正敢于執(zhí)行與徹底執(zhí)行的企業(yè)寥寥無幾,數(shù)不勝數(shù)日化企業(yè)在流通向終端轉(zhuǎn)型過程中往往不能堅持,最后功虧一簣。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
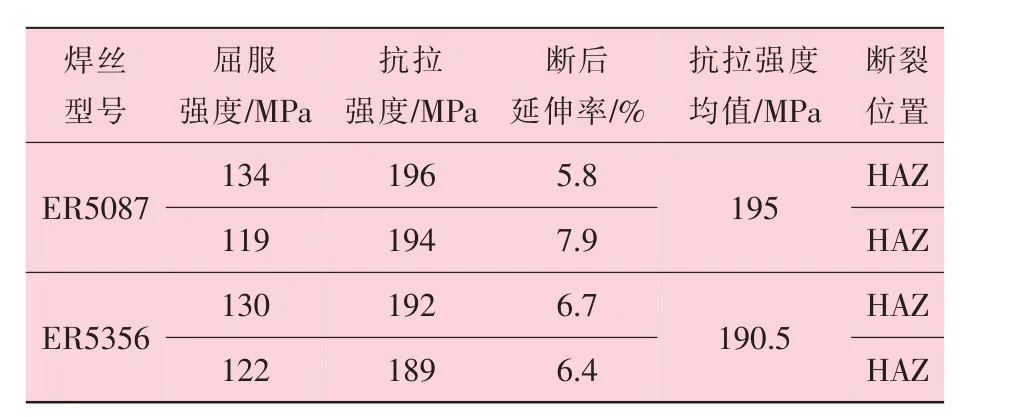
本試驗(yàn)選用6008-T7 (過時效狀態(tài)) 鋁合金擠壓型材, 加工成300 mm×150 mm×2 mm 的試板,選用ER5087 和ER5356 兩種常用的5 系鋁合金焊絲, 焊絲直徑均為1.2 mm。 兩種焊絲同屬Al-Mg系不可熱處理強(qiáng)化鋁合金, 都具有較好的焊接性、抗脆性和抗蝕性, 常用于焊接5 系、 6 系鋁合金,其主要差異為ER5087 焊絲中加入了能夠細(xì)化晶粒的Zr 元素, 且Mn 元素的含量相對較多, 因而力學(xué)性能稍好于ER5356 焊絲。 6008-T7 鋁合金與ER5087 和ER5356 焊絲的化學(xué)成分、 力學(xué)性能分別見表1 和表2。


1.2 焊接過程
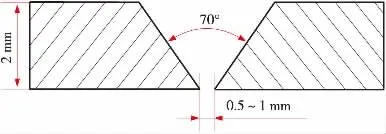
本試驗(yàn)采用的接頭形式為對接, 使用的焊機(jī)為福尼斯TPS5000 手工MIG 焊機(jī)。 為最大限度地保證焊縫熔透, 減小焊接電流, 防止出現(xiàn)焊接缺陷, 焊前進(jìn)行開坡口處理, 坡口形式為V 形坡口, 坡口角度為70°, 坡口尺寸如圖1 所示。 焊前使用丙酮清理母材表面油污、 灰塵等污染物,吹干后用氣動鋼絲刷打磨坡口及兩側(cè)30 mm 區(qū)域內(nèi)的氧化膜, 直至露出金屬光澤, 然后將處理好的母材在工作臺上用夾具固定, 為了保證焊接質(zhì)量, 組對時應(yīng)盡量無錯邊。 最后使用酒精清理打磨后的區(qū)域, 吹干后進(jìn)行焊接
。 在分別使用兩種不同的焊絲焊接時保持電弧穩(wěn)定, 無較大飛濺,且焊縫成形良好, 均無表面氣孔、 夾雜、 咬邊等焊接缺陷。 焊接過程中所使用的焊接參數(shù)見表3。
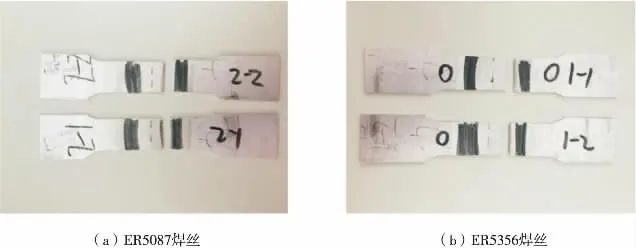
依據(jù)標(biāo)準(zhǔn)ISO 4136—2001 《金屬材料焊縫破壞性試驗(yàn)橫向拉伸試驗(yàn)》 對焊接接頭進(jìn)行了拉伸試驗(yàn), 拉伸測試結(jié)果見表4, 不同焊絲焊接接頭拉伸后試樣如圖2 所示。 結(jié)果表明,ER5087 焊絲焊接接頭的抗拉強(qiáng)度平均值與ER5356 焊絲焊接接頭相差不大, 且試樣均斷裂在熱影響區(qū)處, 說明焊接接頭的最薄弱處均在熱影響區(qū)內(nèi)。 這是由于熱影響區(qū)中的晶粒在焊接熱循環(huán)的作用下會出現(xiàn)明顯的長大現(xiàn)象,嚴(yán)重降低了熱影響區(qū)的力學(xué)性能, 使其成為整個焊接接頭的最薄弱處。
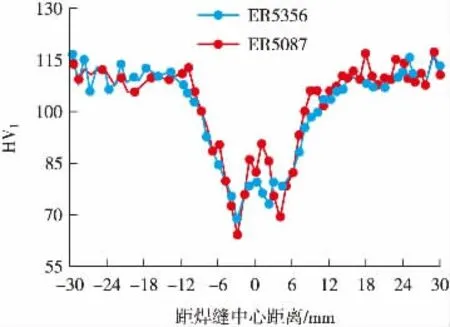
依據(jù)標(biāo)準(zhǔn)ISO 9015-1—2011 《金屬材料焊縫破壞性試驗(yàn)硬度試驗(yàn)第1 部分: 弧焊接頭的硬度試驗(yàn)》 對兩種焊絲的焊接接頭進(jìn)行硬度檢測, 檢測結(jié)果如圖4 所示。 由試驗(yàn)結(jié)果可知,ER5087 焊絲焊接接頭與ER5356 焊絲焊接接頭的硬度分布趨勢相似, 均沿焊縫中心對稱分布,硬度最低值均出現(xiàn)在熱影響區(qū)。 在焊縫區(qū)內(nèi),ER5087 焊絲的硬度高于ER5356 焊絲, 這是由于焊縫區(qū)主要為焊絲成分, 其中ER5087 焊絲相對于ER5356 焊絲添加了微量的Zr 元素, 在熔池凝固過程中Zr 元素容易與Al 結(jié)合形成納米級的Al
Zr 粒子, Al
Zr 粒子為Al 的形核提供條件,促進(jìn)非均勻形核, 從而細(xì)化晶粒。 晶粒尺寸減小, 晶界對位錯滑移的阻滯效應(yīng)明顯, 導(dǎo)致位錯塞積, 從而提高了強(qiáng)度
。

1.3 試樣檢測方法
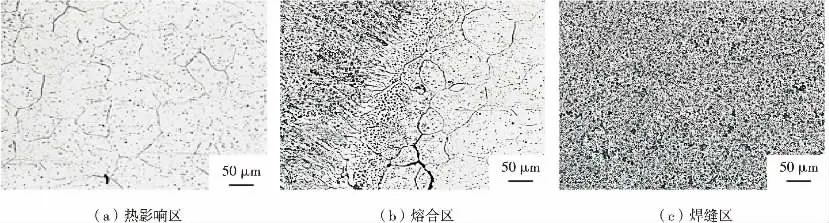
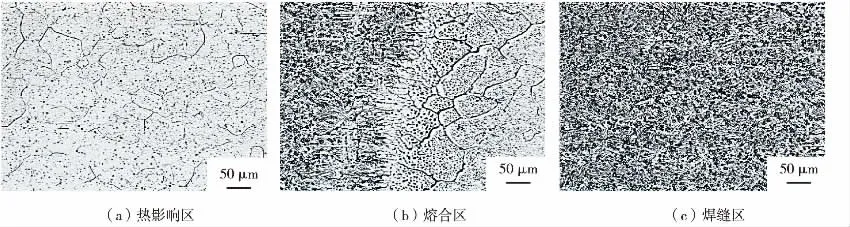
使用光學(xué)顯微鏡分別對兩種焊接試樣的熱影響區(qū)、 熔合區(qū)、 焊縫區(qū)進(jìn)行微觀金相組織觀察,檢測結(jié)果如圖5 和圖6 所示, 可以看出兩種焊絲的熱影響區(qū)組織相似。 熔合區(qū)分為半熔化區(qū)和未混合區(qū), 靠近母材一側(cè)存在已熔化的液相組織和未熔化的母材, 都呈粗大的胞狀枝晶組織, 此區(qū)域?yàn)榘肴刍瘏^(qū); 靠近焊縫一側(cè), 母材與焊絲已全部熔化, 但還未混合, 呈柱狀晶組織, 此區(qū)域?yàn)槲椿旌蠀^(qū)。 兩個區(qū)域的分界線為熔合線
。 焊縫區(qū)均為等軸晶組織, ER5087 焊絲焊縫區(qū)與ER5356 焊絲相比, 組織更加細(xì)化, 這是由于ER5087 焊絲中的Zr 元素在焊縫凝固過程中與Al 基體結(jié)合形成了少量的Al
Zr 粒子, Al
Zr 粒子與Al 基體的晶體結(jié)構(gòu)匹配度高, 可作為非均勻形核的中心, 形成細(xì)小的等軸晶從而促進(jìn)非均勻形核, 起到細(xì)化晶粒的作用
。
2 試驗(yàn)結(jié)果與分析
2.1 焊接接頭拉伸性能
腫瘤干細(xì)胞是腫瘤中具有極強(qiáng)自我更新能力和不對稱分化能力的干細(xì)胞樣細(xì)胞,是惡性腫瘤發(fā)生、發(fā)展和轉(zhuǎn)移的重要因素。神經(jīng)作為“干細(xì)胞巢”中的一部分,在維持、保護(hù)和調(diào)節(jié)干細(xì)胞中有一定的作用。目前,腸神經(jīng)系統(tǒng)(enteric nervous system,ENS)中神經(jīng)元來源和腸上皮中非神經(jīng)元來源的乙酰膽堿(acetylcholine,ACh)均已被發(fā)現(xiàn)能響應(yīng)于內(nèi)部或外部刺激而產(chǎn)生,并通過煙堿型乙酰膽堿受體(nicotinic acetylcholine receptors,nAChR)和毒蕈堿型乙酰膽堿受體(muscarine acetylcholine receptors,mAChR)調(diào)節(jié)細(xì)胞活性。
2.2 焊接接頭彎曲性能
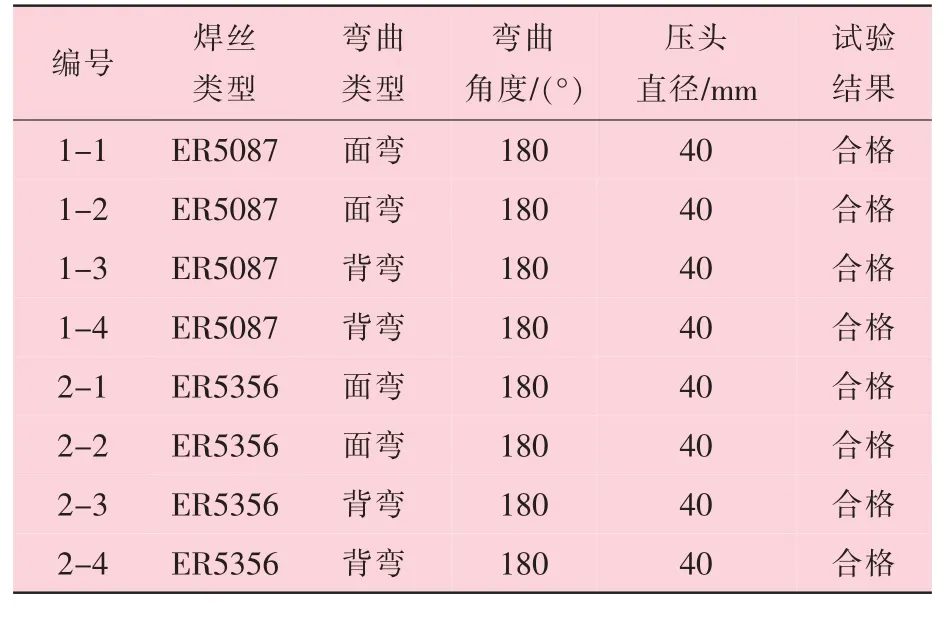
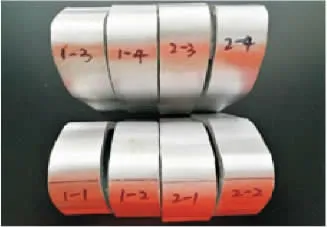
依據(jù)標(biāo)準(zhǔn)ISO 5173—2009 《金屬材料焊縫破壞性試驗(yàn)彎曲試驗(yàn)》 對焊接接頭進(jìn)行了彎曲測試, 彎曲試驗(yàn)結(jié)果見表5, 彎曲試樣如圖3 所示。 由結(jié)果可知, 兩種焊接接頭的彎曲試樣均未出現(xiàn)斷裂且表面都不存在大于3 mm 的裂紋, 說明ER5087 和ER5356 焊絲的焊接接頭都具有良好的彎曲性能。
2.3 焊接接頭硬度檢測
結(jié)構(gòu)補(bǔ)強(qiáng)法主要對一些運(yùn)行時間相對較長的路橋有較好的處理效果,尤其是裂縫較陳舊情況下尤為適用。對于一些陳舊的裂縫來說,混凝土抗壓性易受火災(zāi)的不利影響,修補(bǔ)的方法比較多,要根據(jù)具體情況采用結(jié)構(gòu)補(bǔ)強(qiáng)法來提高其穩(wěn)定性,以此增強(qiáng)對外界環(huán)境的預(yù)應(yīng)力。此外還可以通過灌漿方法對一些裂縫進(jìn)行有效修補(bǔ)。在施工過程中,施工企業(yè)還需采用嚴(yán)格的監(jiān)管方法對裂縫進(jìn)行監(jiān)督與管理,包括前期修補(bǔ)與后期維護(hù),這在較大程度上能夠保證裂縫修補(bǔ)的質(zhì)量,減少裂縫發(fā)生率。
2.4 微觀金相組織觀察
使用島津AG-X 100KNH 型電子萬能試驗(yàn)機(jī)進(jìn)行橫向拉伸試驗(yàn), 加載速率為10 mm/min, 拉伸試樣厚度為2 mm, 每組測試2 個試樣, 取平均值作為測試結(jié)果。 使用島津AG-X 100KNH 型電子萬能試驗(yàn)機(jī)進(jìn)行正面彎曲和背面彎曲試驗(yàn),每組測試2 個試樣, 彎曲試樣厚度為2 mm。 使用FV-810 型維氏顯微硬度計對焊接接頭進(jìn)行硬度測試, 測試點(diǎn)在焊縫橫截面中心與焊縫正面平行排列, 沿焊縫中心兩側(cè)各30 mm, 每隔1 mm打一個硬度測試點(diǎn)。 使用蔡司M2m 光學(xué)顯微鏡對焊接接頭不同位置進(jìn)行金相觀察。
3 結(jié) 論
(1) 分別采用ER5087 焊絲和ER5356 焊絲焊接6008-T7 鋁合金焊接接頭抗拉強(qiáng)度相當(dāng),無顯著差異, 其焊接接頭均具有良好的彎曲性能; 焊接接頭硬度分布趨勢相近, 均沿焊縫中心對稱分布, 硬度值最低點(diǎn)均出現(xiàn)在熱影響區(qū)內(nèi), 且ER5087 焊絲的焊縫區(qū)硬度高于ER5356焊絲。
創(chuàng)新創(chuàng)造活力,堅守體現(xiàn)工匠精神。沒有創(chuàng)新就沒有突破,沒有專注的工匠精神也不可能企穩(wěn)行遠(yuǎn)。源遠(yuǎn)的企業(yè)文化與始終如一的企業(yè)責(zé)任,使企業(yè)時刻保持嚴(yán)謹(jǐn),兢兢業(yè)業(yè),而新鮮血液的注入和跳躍的思維又帶領(lǐng)企業(yè)探索光明未來。
(2) ER5087 焊絲和ER5356 焊絲焊接6008-T7 鋁合金的焊接接頭熱影響區(qū)和熔合區(qū)顯微組織相似, 但由于ER5087 焊絲中Zr 元素的作用, 使其焊縫區(qū)組織更加細(xì)化。
(3) 在無其他特殊要求的前提下, 這兩種5系鋁合金焊絲在實(shí)際生產(chǎn)中均可用于6008-T7鋁合金產(chǎn)品的焊接。
[1] 趙志升. 6008 合金車體型材的研究[J]. 世界有色金屬,2009(6):34-35.
[2] 李飛慶. 化學(xué)成分和擠壓工藝對6005A 鋁合金粗晶組織的影響[J]. 輕合金加工技術(shù),2015,43(7):38-42.
[3] 吳璐. 6008 鋁合金在不同擠壓方向上的力學(xué)性能和斷裂行為的研究[J]. 熱加工工藝,2016,45(2):53-59.
[4] 李妙珍. 關(guān)于鋁及鋁合金的焊接工藝淺析[J]. 輕金屬,2007(9):66-69.
[5] 尹志民. 微量Sc 和Zr 對Al-Mg 合金鑄態(tài)組織的晶粒細(xì)化作用[J]. 中國有色金屬學(xué)報,1997,7(4):75-78.
[6] 李飛. Zr 元素對純鋁細(xì)化機(jī)理的電子理論研究[J]. 材料導(dǎo)報,2018,32(18):3190-3194.
[7] ROKHLIN L. Investigation of phase equilibria in alloys of the Al-Zn-Mg-Cu-Zr-Sc system[J]. Journal of Alloys and Compounds,2004,367(1/2):10-16.
[8] FURYKAWA M. Microhardness measurements and the Hall-Petch relationship in an Al-Mg alloys with submicrometer grain size [J]. Acta Materialia,1996,44(11):4619-4629.
[9] 靳佳霖. 焊絲成分對6082-T6 鋁合金焊接接頭組織和性能的影響[J]. 中國有色金屬學(xué)報,2020,30(30):1-8.
[10] 陳和. Ti、Zr 微合金化焊絲對2A12 鋁合金焊縫組織及性能的影響[D]. 南昌:南昌航空大學(xué),2015.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07