工藝參數對H13 鋼表面激光熔覆高熵合金成型和性能的影響*
2022-03-31 08:44:42陳路林李先芬
焊管 2022年3期
0 前 言
H13 鋼具有較高的熱強度、 硬度、 高耐磨性、 韌性及較好的耐熱疲勞性能, 廣泛應用于各類鍛模、 熱擠壓模的制造。 由于H13 鋼在使用過程中承受著磨損、 熱疲勞、 沖蝕、 應力腐蝕和表面熱焊合等作用, 其使用壽命會降低, 通過改善其表面組織及性能可有效提高使用壽命
。
基于熱力學概念對高熵合金進行初步定義,高熵合金指具有5 種或5 種以上的主元, 原子比相等或接近等原子比, 每種主元的含量為5%~35% , 混合熵不低于12.64 J/(mol·K) 的合金
。激光熔覆技術作為新型的金屬材料表面強化技術, 以其對基體的熱傳導低、 熱影響區較小和基體變形較少的優點而得到廣泛應用
。
激光熔覆高熵合金是目前熱點的研究方向,已有的研究成果主要是利用高熵合金在性能上的“雞尾酒” 效應, 即通過調整合金的成分或者元素來改善其性能
。 李剛等
在40Cr 鋼表面制備摻雜鉻鐵原礦粉的CrFeNiSiAl
高熵合金涂層,熔覆層為單一的BCC 相, 與基體冶金結合良好,顯著提升了40Cr 鋼的硬度和耐磨性。 郝文俊等
研究了45 鋼表層激光熔覆CoCrFeNiSi
高熵合金涂層的組織及性能, 其中Si 對于熔覆層的性能有很大影響。
本研究通過激光熔覆技術制備特定成分的高熵合金并使其作為H13 鋼的耐磨、 耐腐蝕層。采用LWS-1000 型Nd: YAG 激光器, 通過改變激光熔覆工藝參數, 在H13 鋼表面制備Co
Cr-FeNi
Ti
高熵合金熔覆層。 該高熵合金體系中,Fe 是為了改善熔覆層與H13 鋼基體之間的潤濕性; 高熵合金的相通常為BCC 相或FCC 相固溶體, 并且BCC 相的硬度高于FCC 相
; 適量增加Ni 和Co 的含量以降低熔覆層的脆性和裂紋傾向, 并改善熔覆層和基底之間的潤濕性
。 本試驗對熔覆層的成形、 相組成、 硬度和耐磨性進行了研究, 并探求在H13 鋼表面激光熔覆Co
Cr-FeNi
Ti
高熵合金的最佳工藝參數。
1 試驗材料及性能檢測
1.1 試驗材料與合金制備
本研究選用的基體材料為H13 鋼, 尺寸為200 mm×300 mm×10 mm 平板件。 熔覆層粉末為Co
CrFeNi
Ti
。 金屬粉末目數與純度見表1。

高熵合金通常具有較高的硬度
, 因高熵效應易形成BCC 相和FCC 相固溶體, 提高了合金的力學性能, 同時晶格畸變和滯遲效應也對合金性能起到了強化作用
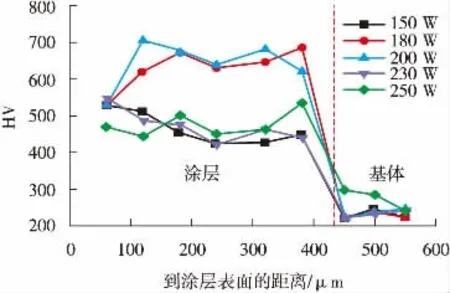
。 圖3 為不同功率下熔覆層表面硬度變化曲線, 可見隨著功率的增加, 熔覆層平均硬度先增加后降低。 當功率為150 W時, 由于激光能量不足, 粉末并未完全熔化, 導致熔覆層成形和硬度不均勻; 當功率過大時, 粉末發生燒蝕氧化, 且吸收熱量增加, 冷卻速度降低、 硬度降低; 當功率為180 W 和200 W 時,粉末充分吸收熱量, 完全熔化并形成高熵合金,熔覆層成形較好, 形成BCC 相和FCC 相固溶體, 硬度較高。
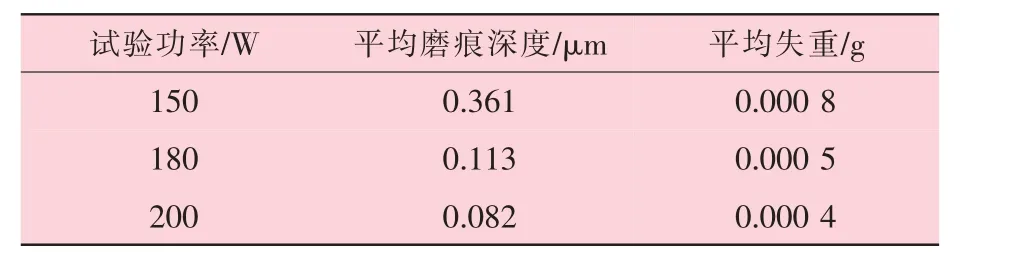
表4 為200 W 功率下摩擦磨損試驗前后試樣平均質量變化及平均磨痕深度。 從表4 可知, 高熵合金熔覆層 (功率200 W、 掃描速度300 mm/min) 平均磨痕深度最小, 磨痕深度為0.082 μm, 質量損失也最小, 為0.000 4 g。熔覆層硬度越高, 組織抗塑性變形的能力也越強, 這抑制了對磨副在熔覆層表面上的切削,并且磨損量相對較小。 在保證熔覆層成形良好的前提下, 掃描速度增加, 熔覆層的耐磨性隨之降低, 較高的掃描速度可能導致粉末不能完全熔化并形成高熵合金, 所以熔覆層的力學性能會降低。
1.2 形貌觀察和性能檢測
采用蔡司Stemi305 體視鏡對宏觀形貌進行觀察, 放大倍數為8~40 倍, 觀察激光熔覆層表面宏觀形貌變化、 橫截面形貌變化, 以及熔深和熔寬的變化。 采用蔡司Gemini500 掃描電鏡, 對摩擦磨損試樣的磨痕進行觀察, 分析試樣的磨損機理; 采用X’ Pert PRO MPD 型X 射線衍射儀,對激光熔覆高熵合金的試樣進行物相分析。
圖5、 圖6 分別是不同掃描速度下的熔覆層表面形貌和截面形貌。 不同激光掃描速度下, 熔覆層表面形貌區別較大。 激光掃描速度為300 mm/min、 400 mm/min 和500 mm/min時, 熔覆層表面平整, 成形質量較好, 形成了類似激光焊接的焊道形貌, 此時單位時間熱輸入較小, 高熵合金粉末吸收的激光能量合適。當激光掃描速度較低時, 熔覆后的表面形貌變得不平整, 這是由于掃描速度較小, 粉末吸收熱量較多, 易發生氧化燒蝕, 冷卻后表現為焊道形貌不規則。
耐磨試驗采用MFT-EC4000 電化學腐蝕摩擦磨損實驗儀, 試樣尺寸為10 mm×10 mm×10 mm,對磨副為Φ6 mm 的氮化硅陶瓷球。 試驗條件為干摩擦, 試驗力為15 N, 往復頻率為0.5 Hz(6 mm/s), 行程5 mm, 試驗時間為20 min。 試驗前需對試樣表面進行打磨拋光處理, 并用超聲波清洗。 在試驗前后分別對試樣進行稱重, 得出磨損失重。 試驗采用Form Talysurf PGI 800 型粗糙度輪廓儀測量磨痕深度, 得到平均磨痕深度。 通過對比失重和平均磨痕深度得出試樣耐磨性的高低。
2 試驗結果與分析
2.1 激光功率對高熵合金熔覆層的宏觀形貌和性能的影響
綜合激光功率對宏觀形貌、 微觀結構、 硬度、 耐磨性的影響, 當激光功率設定為200 W時, 熔覆層的綜合力學性能最優。

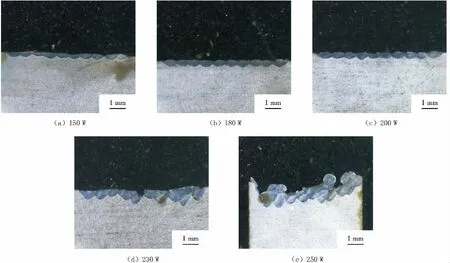
圖2 為不同功率下熔覆層橫截面宏觀形貌。由圖2 可見, 當功率為230 W 和250 W 時, 熔覆層起伏較大且表面熱輸入量過大導致燒蝕, 基材與熔覆層的元素互相擴散, 嚴重影響熔覆層高熵合金成分和力學性能; 當功率為180 W 和200 W時, 熔覆層成形良好, 形貌平整, 與基體結合良好, 無宏觀裂紋和氣孔, 焊道成形平整均勻; 當功率為150 W 時, 熔覆層厚度明顯減小, 焊道成形不均勻, 有部分粉末未熔化。 結果表明, 功率為180 W 和200 W 時, 熔覆層成形最佳。
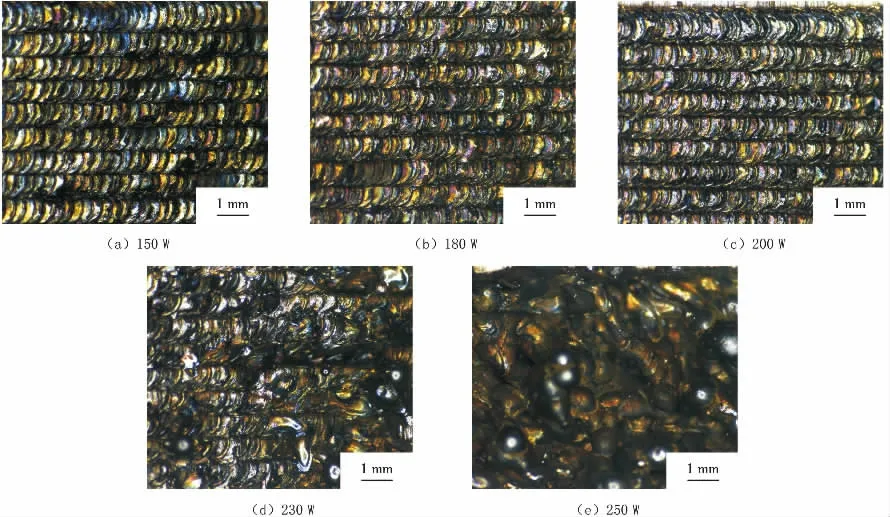
圖1 所示為不同激光功率熔覆層表面形貌。從圖1 可見, 當功率為150 W 時, 熔覆層表面起伏不定, 部分高熵合金粉末熔化不充分, 影響高熵合金的成分和熔覆層力學性能; 當功率分別為180 W 和200 W 時, 熔覆層表面成形良好,呈規則魚鱗狀, 較為平整, 并未出現嚴重燒蝕、局部裂紋等缺陷; 當功率為230 W 和250 W 時,熔覆層表面呈嚴重凹凸不平狀, 這是因為焊接熱輸入過大, 熔覆層與基材發生氧化燒蝕現象, 破壞了熔覆層的成形。
采用LWS-1000 型Nd: YAG 激光器, 在熔覆過程中通入氬氣保護, 氣流量為12 L/min。 試驗選用激光功率為150~250 W, 掃描速度為100~500 mm/min。 為保障熔覆層質量, 需在鋪置高熵合金粉末前對基體H13 鋼用砂紙打磨并拋光至鏡面, 并用乙醇清洗干凈。 高熵合金粉末按比例稱重后倒入研磨缽中, 加入適量酒精并充分研磨至糊狀, 置于H13 鋼表面, 利用刮刀控制熔覆層厚度為250 μm。 放入干燥箱低溫干燥1 h, 取出冷卻至室溫后, 即可進行激光熔覆。
對不同功率下形成的熔覆層進行摩擦磨損性能測試, 通過試樣磨損失重和平均磨痕深度衡量試樣的耐磨性能。 磨痕深度越小, 試樣耐磨性能則越好; 質量損失越小, 試樣耐磨性能越好
。當功率230 W 時, 熔覆層表面出現了嚴重的氧化燒蝕, 故不進行耐磨性能測試。 為保證摩擦磨損試驗的進行, 試驗前對熔覆層表面須進行打磨拋光。
表3 為掃描速度300 mm/min 時不同激光功率對耐磨性的影響。 從表3 可以看出, 激光功率200 W 時, 高熵合金熔覆層平均磨痕深度最低為0.082 μm, 質量損失最低為0.000 4 g。 測試結果表明, 較高平均硬度的熔覆層, 其耐磨性能也更好, 遵循了Archard 定律 (材料的維氏硬度越高, 材料的耐磨性能越好)。 圖4 為不同功率高熵合金熔覆層試樣磨痕, 功率為150 W 和180 W 時,可以觀察到磨損表面較為平整, 僅有較為稀疏的犁溝, 且犁溝較淺。 分析認為是熔覆層被破壞剝落, 產生了磨屑。 磨屑在法向載荷的作用下, 發生塑性變形; 在摩擦熱影響下, 產生更多的磨屑并黏附在磨損表面, 主要磨損形式為黏著磨損。 功率為200 W 時, 可以觀察到稀疏的犁溝, 且犁溝較淺,存在磨粒, 磨損形式為磨粒磨損和黏著磨損。

激光功率通過改變激光熱輸入的大小, 間接影響高熵合金粉末的熔凝和熔池內部金屬的流動, 控制熔覆成形
。 基于前期試驗和激光設備功率范圍, 先將掃描速度預設為300 mm/min,通過改變激光功率研究對成形的影響, 參數設計見表2。
長期失眠、情緒不穩、植物神經功能障礙可導致內分泌、免疫等方面的失調,進而引發軀體疾病。因此,對神經衰弱進行治療,具有積極意義,合適用藥并觀察反應,當患者服藥治療時,保證給藥的順利完成,并觀察患者的反應情況,及時與醫師溝通。常用的治療藥物(見表2):
2.2 掃描速度對熔覆層形貌及性能的影響
掃描速度決定單位時間內熱輸入量, 而這一參數直接影響激光熔覆過程和激光加工的效率。由激光能量公式E=P/Dv 可知, 當光斑直徑D 和功率P 不變時, 線能量E 與掃描速度v 成反比。采用控制變量法, 激光功率選定200 W 不變, 改變掃描速度, 掃描速度范圍100~500 mm/min, 參數設置區間為100 mm/min, 用純度為99.99%的高純氬氣作為保護氣體。
硬度測試采用維氏顯微硬度計, 沿硬化區和熔覆層橫截面正中從上至下取點測試, 測試不同深度硬度變化。 加載載荷為50 g, 保載時間為10 s。


圖7 為不同掃描速度對熔覆層硬度的影響。隨著掃描速度的增加, 熔覆層平均硬度先增加后降低。 激光掃描速度為100 mm/min 時, 速度過慢, 熱量過大導致合金表面氧化層被灼燒, 同時高熵合金被稀釋, 導致硬度下降; 掃描速度為300 mm/min 時, 線能量和冷卻速度適中, 硬度明顯增大; 掃描速度為500 mm/min時, 熱量過低, 粉末不能完全熔化形成高熵合金, 熔覆層內部易產生氣孔等缺陷, 使得熔覆層硬度較低。

對不同掃描速度下熔覆層進行摩擦磨損性能測試。 由于掃描速度為100 mm/min 和200 mm/min的熔覆層表面出現了氧化燒蝕, 且熔覆層成形表面不平整, 所以不進行耐磨性能測試。 對熔覆層表面進行研磨拋光, 通過試樣磨損失重和平均磨痕深度評價試樣的耐磨性能。
從RTA涉及成員國的數量來看,雙邊RTA對于WTO+和WTO-X的條款覆蓋率及法定承諾率明顯高于多邊RTA。在WTO+領域,雙邊RTA的平均條款覆蓋率達到了77%,平均法定承諾率也超過了70%;在WTO-X領域,雙邊RTA兩者比率分別為33%和16%。多邊RTA由于涉及的經濟體更多,各參與經濟體的訴求不同導致談判議題不斷增多,使得整個RTA談判難度和簽約成本更大,故而條款質量比較難以達到較高水平,總體質量水平較低。亞太地區已實施的6個多邊RTA,關于傳統WTO+領域的總體條款覆蓋率和法定承諾率分別為69%和65%,而新一代WTO-X領域兩者的比率僅達到30%和10%。
我國現行《婚姻法》雖已明確規定無過錯配偶方對過錯配偶方的損害賠償責任請求,但對于能否向干擾婚姻關系的第三人提出損害賠償,我國法律并無規定。當第三人干擾婚姻關系時,無過錯方的配偶利益很難得到更為全面的法律救濟。為了更好地實現無過錯配偶方的合法權益,筆者認為必須建立侵害夫妻關系時第三人應當承擔法律責任這一制度。
當然,為學生講解那些物理學科偉人的“過失”還可以讓學生在這個過程中加入課堂的分析、思考,從而可以不斷提升學生在課堂中的參與度,更能在潛移默化里培養他們的科學思維和物理觀念。
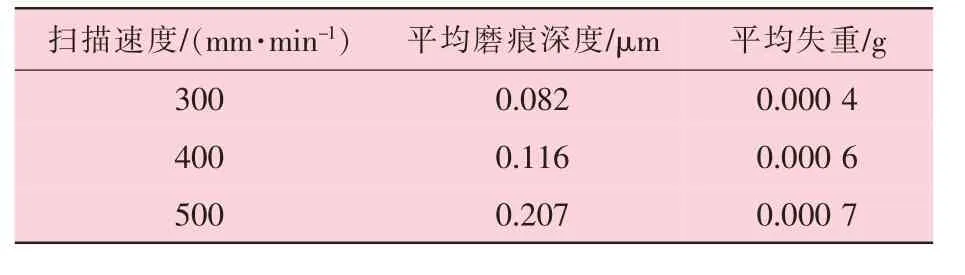
圖8 所示為200 W 功率下不同掃描速度高熵合金熔覆層試樣磨痕, 從圖8 可見掃描速度為500 mm/min 時, 熔覆層表現出明顯的黏著磨損,熔覆層組織在磨損過程中發生剝落, 并在法向載荷和摩擦熱影響下黏著在磨痕表面; 掃描速度為300 mm/min 和400 mm/min 時, 表現為黏著磨損和磨粒磨損同時存在, 可觀察到明顯的犁溝; 掃描速度為300 mm/min 時, 犁溝明顯較淺且稀疏;掃描速度為400 mm/min 時, 可觀察到熔覆層組織的剝落, 犁溝明顯較多且較深。 綜合分析, 掃描速度為300 mm/min 時, 高熵合金熔覆層耐磨性能較好。

2.3 高熵合金熔覆層物相分析
圖9 為功率200 W、 掃描速度300 mm/min的Co
CrFeNi
Ti
高熵合金熔覆層表面XRD圖譜, 可以觀察到, 熔覆層相組成為BCC 相和FCC 相, 表明通過激光熔覆在H13 鋼表面制備了Co
CrFeNi
Ti
高熵合金熔覆層。
杜春云[11]以患者的療效、睡眠總時間、睡眠潛伏期、睡眠效率等為評價指標,比較了黛力新單獨用藥和黛力新聯合地西泮用藥的情況,結果顯示,黛力新聯合地西泮用藥治療患者的睡眠總時間、睡眠潛伏期、睡眠效率以及治療的總效率均優于黛力新單獨用藥的患者。王潔[12]將69例急性心肌梗死后焦慮患者隨機分為三組,分別給予患者服用參松養心膠囊、地西泮和參松養心膠囊與地西泮聯用。結果發現,參松養心膠囊和地西泮單用來治療急性心肌梗死后焦慮的療效相當,無差異,而同事服用參松養心膠囊與地西泮的患者,療效要顯著優于單一用藥。
準確把握好新聞事件事態是每一位新聞編輯必須具備的技能,并且也只有這樣才能夠在當前媒體融合時代下站穩腳步。首先,新聞編輯需要不斷提升自身專業技能,并且整理好各種新聞信息數據,從幕后轉至臺前,使得大眾信服;其次是做好和大眾的溝通,科學地進行話題引導;最后是還得具備較強的社會素養,積極和自己的團隊進行溝通。現今,企業在進行新聞編輯招聘的時候,通常會要求新聞編輯具備較強的組織能力,這也是媒體融合時代背景下對新聞編輯社會素養要求的表現之一。

傳統合金理論中, 合金凝固后形成原子有序分布的相, 而高熵合金凝固后為固溶體組織。 目前關于高熵合金的形成機理, 主要通過高熵合金體系中各元素的原子半徑差、 混合焓、 價電子濃度和混合熵等參數進行研究。 有部分研究者提出, 高熵合金的固溶體形成機理可以從高熵合金體系中元素的本身性質進行分析, 高熵合金可以理解為高熵合金體系中各元素的二元合金凝固后得到的組織, 同時各元素之間相互固溶形成了固溶體相
。
情況 7.1 若f3(v)=0,此時最壞的情況是v點關聯9個6-面,v的鄰點全部為3-點且這些3-點均關聯著一個三角形。由R1,R2.1,R3.1或R3.2或R3.4得
3 結 論
(1) 當激光功率較小時, 激光能量不足,粉末存在未完全熔化的現象, 熔覆層成形不均勻; 激光功率較高時, 粉末發生氧化燒蝕; 激光功率為200 W 時, 表面成形好, 力學性能優良。
(2) 在200 W 激光功率下, 使用不同激光掃描速度, 熔覆層截面形貌區別較大, 在合適的激光掃描速度下, 熔覆層表面成形質量較好。 較低的激光掃描速度, 粉末發生氧化燒蝕, 冷卻焊道形貌不規則。 通過對比不同激光功率和掃描速度下的熔覆層的宏觀形貌、 顯微硬度及耐磨性, 總結得出, 激光功率200 W、掃描速度300 mm/min 是較優的激光熔覆參數。
(3) 對功率200 W、 掃描速度300 mm/min的Co
CrFeNi
Ti
激光熔覆層進行了XRD 測試, 結果顯示熔覆層由BCC 相和FCC 相組成,表明通過激光熔覆試驗在H13 鋼表面制備了Co
CrFeNi
Ti
高熵合金熔覆層。
[1] 王鵬,張杰江,胡亞民. H13 鋼的應用現狀[J]. 模具制造,2007(12):1-7.
[2] 趙丹. 高熵合金研究綜述[J]. 機械研究與應用,2021,34(3):231-233.
[3] 江吉彬,練國富,許明三. 激光熔覆技術研究現狀及趨勢[J]. 重慶理工大學學報(自然科學),2015,29(1):27-36.
[4] 杜學蕓,許金寶,宋健. 激光熔覆再制造技術研究現狀及發展趨勢[J]. 表面工程與再制造,2020,20(6):15-19.
[5] 齊超琪. TC4 表面激光熔覆FeCoCrNi 高熵合金組織與性能研究[D]. 南京:南京航空航天大學,2020.
[6] 李剛,劉囝,常雷明,等.鉻鐵原礦粉摻雜制備CrFe-NiSiAl
高熵合金涂層及其組織性能[J]. 表面技術,2021,50(2):271-276.
[7] 郝文俊,孫榮祿,牛偉,等. 激光熔覆CoCrFeNiSi
高熵合金涂層的組織及性能[J]. 表面技術,2021,50(5):87-94.
[8] ZHANG Y,HAN T F,XIAO M,et al. Effect of Nb content on microstructure and properties of laser cladding FeNiCoCrTi
Nb
high-entropy alloy coating[J]. International Journal for Light and Electron Optics,2019(198):163316.
[9] 王成,李先芬,劉昊,等. 激光熔覆Co
CrFeNi
Ti
Nb
高熵合金的組織和性能研究[J]. 精密成形工程,2021,13(2):81-86.
[10] 汪震,尚曉娟,田興強,等. 激光熔覆工藝參數對MoFeCrTiWAlNb 高熔點高熵合金涂層組織和性能的影響[J]. 材料保護,2021,54(4):94-101.
[11] 劉源,李言祥,陳祥,等. 多主元高熵合金研究進展[J].材料導報,2006,20(4):4-6.
[12] 梁秀兵,魏敏,程江波,等. 高熵合金新材料的研究進展[J]. 材料工程,2009(12):75-79.
[13] 王驊. 激光熔覆增強單元體灰鑄鐵的熱疲勞和摩擦磨損性能的相互影響[D]. 長春:吉林大學,2012.
[14] 李雅寧. TC4 表面激光熔覆高熵合金涂層的研究[D].大連:大連理工大學,2020.
[15] 宋繼軍.FeCoNiCr
Al 激光熔覆層的組織與性能研究[D].濟南:山東大學,2020.