單機架可逆軋機厚度異常分析與防錯優化
2022-03-30 10:24:46馬鞍山鋼鐵股份有限公司李春明
內江科技 2022年3期
◇馬鞍山鋼鐵股份有限公司 李春明 王 磊
馬鋼冷軋單機架可逆軋機的厚度自動控制(AGC)是通過測厚儀對帶鋼實際厚度連續地進行測量,并根據實測值和給定值比較得出偏差信號,利用回路控制和裝置或PLC程序,改變壓力、張力、速度等,將厚度精度控制在允許范圍內。由于厚度尺寸是硅鋼產品最重要的質量特性,測厚儀一旦出現異常,直接影響最終產品的質量。近年來,由于測厚儀設備使用壽命較長,生產中多次出現因測厚儀檢測異常導致鋼卷軋制偏薄的情況發生,嚴重影響產品質量和企業效益,因此本文提出改進措施旨在解決上述問題。
本文主要通過對馬鋼冷軋單機架可逆軋機測厚儀在使用過程中遇到的厚度異常問題進行研究,提出在日常使用中需要注意的應對措施,以及程序設計中的相關優化。此類故障屬于偶發性的“幽靈故障”,日常生產跟蹤較難遇到,但一旦出現極難立即識別,對產品造成嚴重后果,損失巨大。希望通過對整個故障的分析和總結,可以將此類問題徹底杜絕。
1 測厚儀基本情況介紹
馬鋼冷軋單機架可逆軋機采用的是東芝公司出品的TG7511型X射線測厚儀。此測厚儀是一種以X射線為載體的非接觸式厚度測量設備,可以在無破壞和不接觸的情況下,連續地進行檢測并完成測量。
1.1 基本結構
測厚儀主要由以下幾部分組成。
(1)主控柜。安裝于電氣室內,柜內主要由CPU模塊、DIF模塊、AA46A模塊、PIO模塊、HUB等組成,是測厚儀的“中樞大腦”,用于接收信號、轉換信號、計算厚度、與軋機PLC通訊等功能。
(2)傳動控制柜。安裝于軋機傳動側,主要功能為控制X射線開關、快門開關、小車移動。
(3)C型架。安裝于軋機內部,包含電離室、射線源、標樣箱、源驅動等部件,是檢測產品厚度的直接部件。
(4)其它部件。操作室HMI(用于顯示厚度趨勢和測厚儀狀態)、冷卻裝置、軌道限位等。
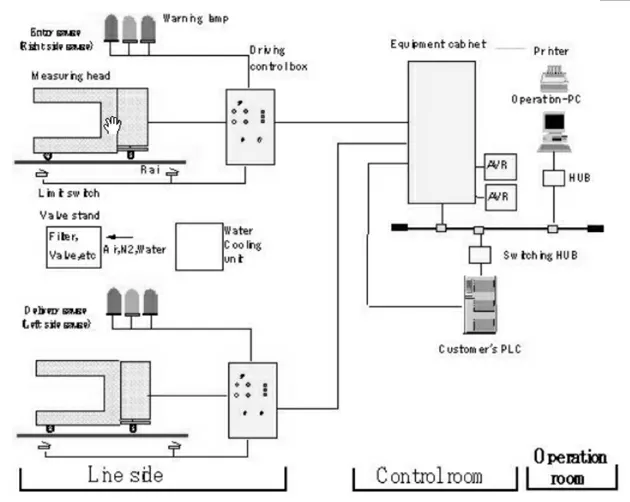
圖1 TOSGAGE7511測厚儀配置
1.2 測量原理
將測厚儀的射線和快門打開后,X射線通過穿透鋼板并與其作用,其中一部分X射線被鋼板吸收和反射,另一部分則穿透鋼板,穿透的部分射線通過電離室接收到相應的輻射量,電離室接收后將其轉換成電壓信號,利用電壓信號和標樣箱所校準的初始數據進行比較,通過內部程序計算得到相應厚度。計算相關公式如下:
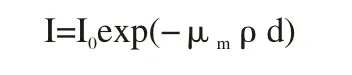
式中:I為射線穿過鋼板的輻射量;I0為射線源釋放的輻射量;μm為質量吸收系數;ρ為鋼板密度;d為鋼板厚度。當I0為定值時,I的數值即可以反映檢查鋼板的厚度。
單機架可逆軋機配有2套測厚儀裝置,分別在機架入口側、出口側各安裝一組。帶鋼從入口卷曲機經軋機軋制后在出口卷取機進行卷曲,當入口卷取機上的帶鋼全部卷至出口卷曲機后,卷取機和軋機反向,再由出口軋制到入口,如此反復,經過若干次后(稱為道次),軋制到目標厚度,軋制結束。
2 問題提出
馬鋼冷軋硅鋼軋機與2007年正式投產,2018年進行了小輥徑升級改造,對軋機的入口、出口分別增加了一對張力計,并對軋機的主電機和開卷機進行了功率提升,改造后的軋機可以軋制更多型號的高牌號硅鋼產品,同時對產品厚度精度的要求也越來越高。但由于此次改造測厚儀并未進行升級,依然沿用原有的東芝TG7511型測厚儀,改造后多次出現在測厚儀檢測的厚度偏差正常的情況下,下線產品整卷厚度超薄的事件發生,且測厚儀及軋機本體無任何報警信息。此問題長時間困擾現場維護人員,成為制約產品成材率的一大瓶頸,經過持續數月的分析和優化,終于找到故障原因并成功解決。
3 問題分析及改進
針對厚度異常的發生,技術人員通過對硬件和軟件的兩方面檢查,對問題進行了分析。
3.1 信號電纜的影響
測厚儀檢測出的數據經由C型架轉換成電壓信號通過同軸信號電纜與傳動控制柜相連,此電纜利用拖鏈敷設,便于現場測厚儀本體移動,由于此段電纜長期處于軋機內部油污高溫環境中,極易造成腐爛損壞。電纜在傳動控制柜轉接后,通過電纜橋架連接到主控柜,全長約150米,此處電纜途徑大容量變頻電機,受磁場干擾較大,極易造成傳輸干擾,影響信號傳輸質量。在2019年的軋機年修過程中,對此電纜進行了整體更換,拖鏈部分使用了耐腐蝕性更好的型號;橋架部分對電纜路徑走向進行了優化,避開了大容量電機等強電設備。改進后,故障次數由每月5次降至每月2~3次,但仍然沒有徹底消除厚度異常問題。
3.2 軟件程序優化
經過技術人員進一步討論,決定對軋機PLC程序進行優化,增加厚度偏差防錯程序。即利用軋機的秒流量厚度控制原理,將測厚儀檢測的出口側實際厚度與秒流量公式計算出的出口側厚度進行比較,采用“兩條腿走路”的方法,不單純依靠測厚儀數據。當二者偏差大于設定范圍時,系統產生報警,給予操作人員提示,可以及時停機檢查異常,避免造成整卷厚度異常。
所謂秒流量控制,即利用帶鋼在軋輥下壓前后體積不變的原理來計算帶鋼出口厚度。根據軋制前后秒流量相等原則,可以得到以下公式:
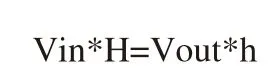
式中:Vin為入口帶鋼速度(m/s);H為入口帶鋼厚度(mm);Vout為出口帶鋼速度(m/s);h為出口帶鋼厚度(mm)。
通過將測厚儀實測厚度h0與秒流量所計算的出口帶鋼厚度h進行比較,當差值大于設定閾值后,程序輸出報警。
程序優化后,防錯報警程序能夠及時有效反映結果。在軋機生產過程中,沒有再出現因測厚儀檢測異常問題造成產品偏薄的情況發生,每卷下線成品精度可控制在±5μm以內,達到制造工藝標準。
4 結束語
針對近期出現的多次測厚儀厚度異常故障,從測厚儀的基本結構和工作原理深入分析,通過改進信號電纜型號,優化電纜路徑以及軟件程序優化,使厚度檢測異常得以消除,徹底解決了軋機測厚儀厚度檢測異常的發生,維持了生產穩定。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46