空氣增壓機驅動齒輪軸斷齒的原因分析及解決措施
2022-03-30 05:51:50朱白欽何希順劉素艷
氮肥與合成氣 2022年4期
朱白欽,何希順,劉素艷
(河南龍宇煤化工有限公司, 河南永城 476600)
河南龍宇煤化工有限公司一期50萬t/a甲醇裝置,空分裝置工藝流程為原料空氣經自潔式空氣過濾器(STR01100)過濾,除去灰塵及機械雜質。過濾后的空氣入口壓力為0.096 MPa,進入離心式空氣壓縮機(K01801),經四級壓縮后壓力升高到0.68 MPa、體積流量為276 000 m3/h。壓縮后的空氣進入空冷塔(C01101)和分子篩吸附器(MS01201),其中,一部分壓力為0.68 MPa、體積流量為113 000 m3/h的氣體去冷箱內低壓換熱器,另一部分壓力為0.64 MPa的氣體進入增壓機(K01802)一級壓縮。一級壓縮升壓后的氣體經中間一級冷卻器冷卻后,抽出一部分壓力為1.11 MPa、體積流量為2 500 m3/h的氣體進入儀表緩沖罐(T31001),另一部分氣體進入二級壓縮。二級壓縮升壓后的氣體經二級冷卻器冷卻后進入三級壓縮,經三級葉輪壓縮后進入三級冷卻器冷卻。其中,抽出一部分壓力為2.6 MPa的氣體去膨脹機增壓端(B01401)升壓,另一部分進入四級葉輪壓縮后進入四級冷卻器冷卻,然后進入五級葉輪壓縮升壓至7.09 MPa,經增壓機五級冷卻器冷卻后進入冷箱中的高壓板式換熱器(E01308)[1]。
1 增壓機主要技術參數
采用的空氣增壓機型號為RG50-5,由德國曼透公司設計制造,增壓機為多軸離心式壓縮機(整體齒輪式壓縮機),由驅動齒輪驅動1個大齒輪,該大齒輪又驅動3個小齒輪,4個齒輪共用1個齒輪箱。
空氣增壓機的主要技術參數見表1。

表1 空氣增壓機主要技術參數
在3個小齒輪的軸上安裝5個葉輪,而壓縮機的蝸殼通過法蘭與齒輪箱連接,從而組成壓縮機的五級,密封采用碳環密封。該密封設計緊湊,使用可靠。齒輪箱由箱蓋、上箱體和下箱體三部分組成,下部與潤滑油系統連接在一起,軸承安裝在水平分割的軸承殼中,壓縮機3根軸均為整鍛件。該增壓機一級入口和四級入口裝有可調導向葉片,和單軸壓縮機相比,具有能耗低、壓縮比高、葉輪數量少、投資費用低和占用空間少等特點。
2 存在的問題
該增壓機自2007年投入運行以來運行穩定,在2014年,增壓機大齒輪振動(VI018102Y)出現緩慢上漲,在2015年達到90 μm以上。2016年由外委檢修公司對增壓機進行了1次小修,檢查并更換了大齒輪驅動側軸承,檢修過后,大齒輪振動(VI018102Y)情況并未得到明顯好轉。
利用2017年6月大修期間由外委檢修單位對增壓機進行了大修。在拆卸打開后發現,增壓機驅動軸存在2處斷齒。由于大修工期較緊,且該驅動軸無備件,僅對該齒輪進行了簡單斷齒打磨、探傷和低速動平衡,并進行了數據測繪后,返廠進行了安裝。該機組在檢修后投入運行以來,大齒輪振動(VI018101Y和VI018102Y)仍然偏高且持續上漲,分別為94 μm和92 μm,至2017年9月10日振動分別升至100 μm,機組被迫停機檢修。
在拆卸打開后發現,增壓機驅動軸存在7處斷齒(見圖1)。根據驅動軸斷齒處斷面分析發現:(1) 齒輪工作面表面端口處存在光滑、細密的扇形小區域;(2) 在端口拓展區域內存在同心圓弧;(3) 噴油位置不在嚙合中心位置;(4) 存在暗灰色纖維狀斷裂區。
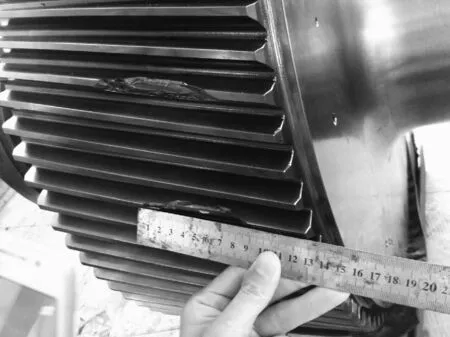
圖1 斷齒照片
3 原因分析
根據上述特點分析齒輪齒斷裂是因為超出材料本身疲勞極限而產生疲勞斷裂,而端口處有灰暗無金屬光澤、粗糙不平有無數纖維狀縫狀紋路表明后續斷齒為沖擊斷齒[2-4]。
4 解決措施
增壓機驅動軸齒輪為斜齒嚙合,線速度為150 m/s,要求加工精度和熱處理水平較高,國外制造周期為8個月,國內具有制造能力的廠家不多。為了加快制造進度,減少停產造成的損失,與沈鼓集團齒輪公司進行技術交流,該公司第一時間派技術人員奔赴現場進行測繪工作,制定制造方案。進口齒輪材質經測繪為LA-4340,經過對材料分析改造確定采用國產材料35CrMoV,對斷齒輪進行測繪加工制造的方案。由于該增壓機輸入軸與大齒輪為上下結構,且中心距較大,加之齒輪斷齒擠壓變形嚴重,測量難度極大。由于該機組損壞嚴重,齒輪箱體、大齒輪及各轉子均存在變形的跡象,導致各測量數據或已不是原始設計數據,致使無法通過測量數據直接確定各齒輪的變位系數。
為了解決這一問題,齒輪公司進行大量的模擬計算分析,并根據以往的測繪經驗分析,最終確定了變位系數的最優解。通過使用先進的技術手段,檢測斷齒齒輪的螺旋角等參數對其進行精密計算校驗,并派技術人員多次測量才最終確定設計參數。由于原齒輪對研情況較差,齒向在斷齒處僅有約50%接觸,結合高速齒輪齒形、齒向修形加工經驗,測繪時對齒輪進行二次優化設計,確保齒輪對研達到85%以上的接觸。
該機組從2017年9月開始測繪到加工制造、現場安裝調試到正式投產,僅用時3個月,且價格也比國外備件低得多,保證了修復大型增壓機組的加工速度和質量。試車后國產化齒輪現場運行良好,振動、溫度等主要參數均可達到出廠狀態(振動為37 μm、溫度為80 ℃),且提前5個月完成修復,為企業減少上億元的經濟損失。
5 結語
該增壓機齒輪軸國產化改造獲得成功。經修復的增壓機一次試車成功。2019年7月大修期間檢查各項性能指標均達到設備出廠狀態,這不僅為公司減少直接經濟損失上億元,而且為同類進口設備國產化積累了經驗。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
浙江國土資源(2019年10期)2019-10-31 03:17:00
建材發展導向(2019年10期)2019-08-24 06:25:28
江西建材(2018年4期)2018-04-10 12:37:38
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
中國公共安全(2017年7期)2017-10-13 08:18:11
電子制作(2017年9期)2017-04-17 03:01:00