汽車異徑三通管成形數值分析及試驗研究
2022-03-29 09:51:50朱若嶺宋丹丹崔源
汽車零部件 2022年3期
朱若嶺,宋丹丹,崔源
(河南交通職業技術學院汽車學院,河南鄭州 450000)
0 引言
三通管通常作為連接結構零件或者流體(氣、液體)的輸送管路構件,廣泛應用在汽車工業、航空航天、家電、化工等行業。采用焊接、鑄造等工藝生產此類零件,材料利用率、生產效率以及產品質量低,生產成本高,很難滿足工業生產的需要。而利用固體或液體作為介質的脹形成形,具有內、外表面光滑美觀,加工工序少,管件的力學性能、質量可靠,是目前最常見的現代生產工藝之一。
三通管的曲面結構、復雜形狀,決定了在脹形過程中的變形復雜,變形規律難以掌握,易產生缺陷,如起皺和破裂等,如圖1所示。近年來,日、德、美及中國等都對管材脹形做了大量研究。20世紀40年代,Grey等首次利用液壓成形技術制造出了三通管。Dohmann等最早開始全面系統地研究現代管材充液成形技術;Kim等通過有限元方法對管材充液成形過程的破裂缺陷進行預測;王同海等用聚氨酯橡膠作為脹形介質進行了三通管脹形實驗,孫愛學等對紫銅三通管進行了脹形試驗,這些研究的開展有利于三通管脹形理論的發展和生產應用。
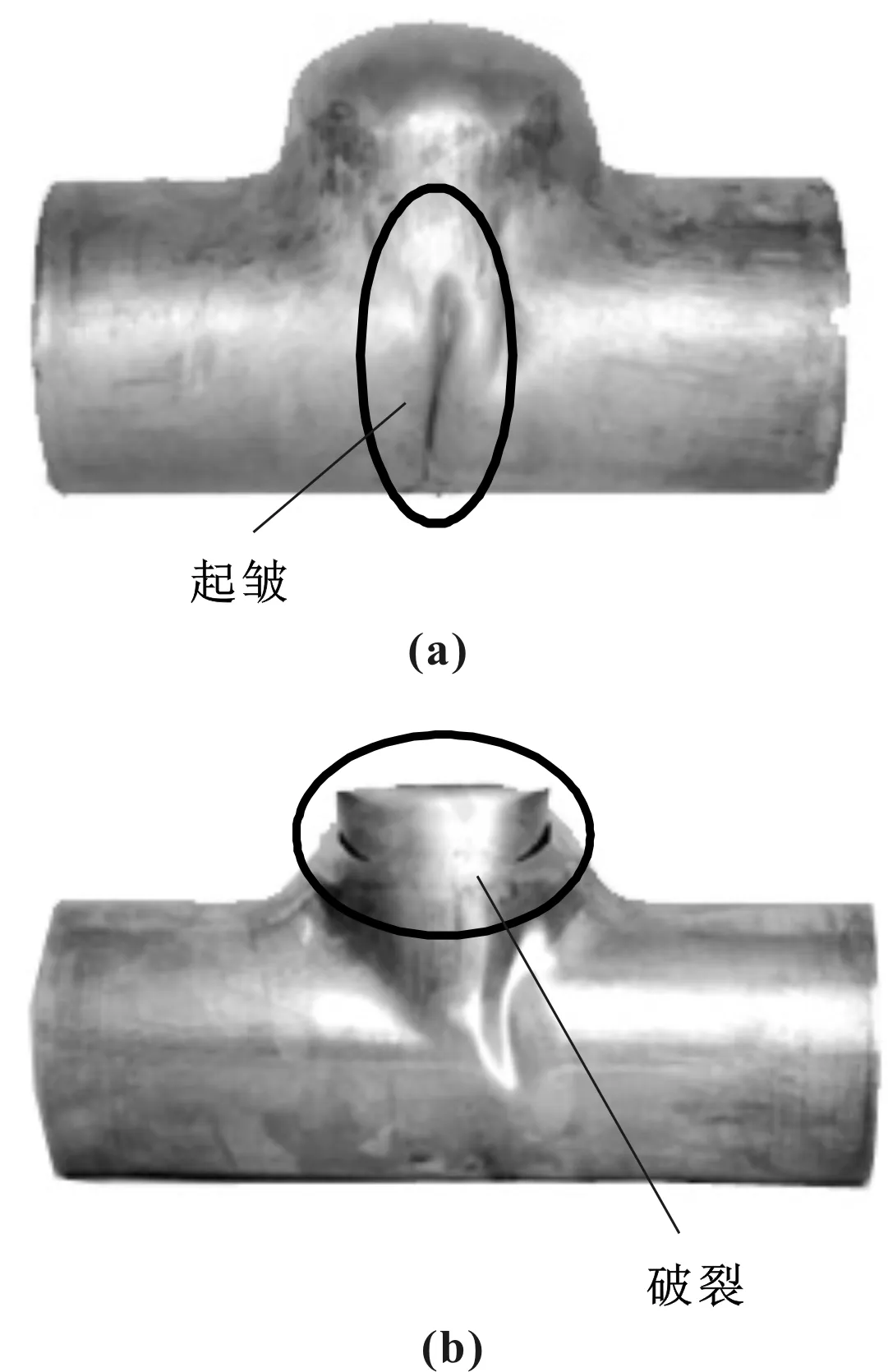
圖1 三通管成形缺陷
1 三通管脹形原理
1.1 三通管的脹形原理簡介
將管坯放入模具,閉合模具通過右凸模向管坯內充滿介質,并用左右凸模進行密封。然后左、右凸模對介質施加一定的壓力,使管坯在內壓力作用下發生塑性變形。此時,平衡凸模在初始階段未與支管接觸,保持不動;隨著管材塑性變形的進行,支管與平衡凸模開始接觸,平衡凸模對脹形部分施加一定的反力,平衡凸模隨著支管的增高而后退,直至零件成形。三通管脹形基本原理如圖2所示。
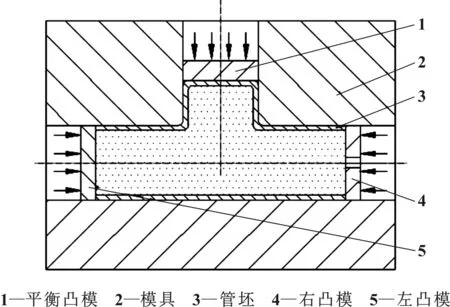
圖2 三通管脹形基本原理
1.2 異徑三通管簡介
文中研究的對象是異徑三通管,材質為黃銅合金,其基本尺寸如圖3所示。相比等徑三通管,異徑三通管成形更是一個復雜的彈性變形過程,涉及幾何非線性、材料非線性、邊界條件非線性等一系列問題,并且成形的影響因素多,不易確定最優工藝參數。
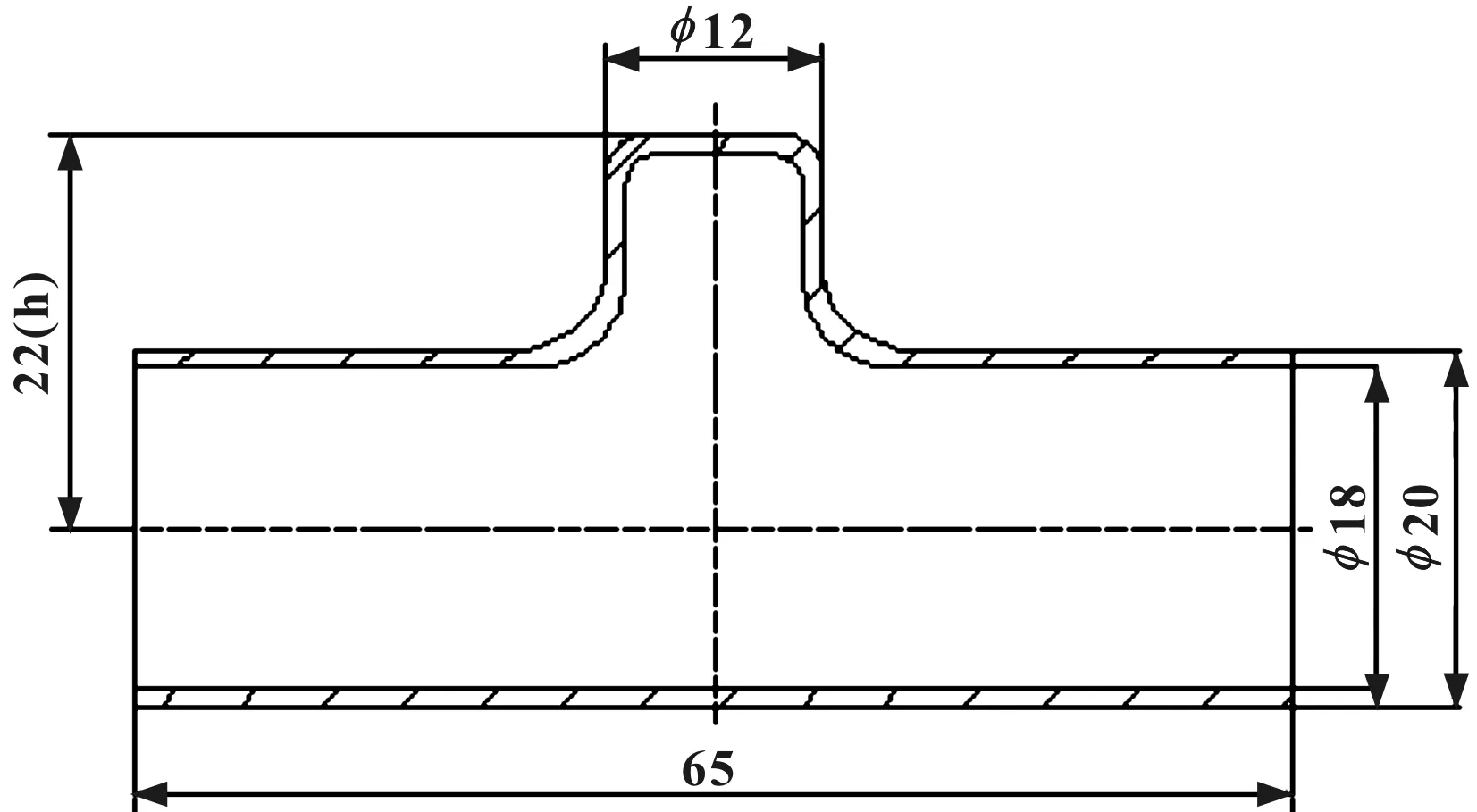
圖3 異徑三通管基本尺寸
文中采用數值模擬軟件ABAQUS對該異徑三通管的成形進行了工藝分析,直觀地分析了其成形過程,有效預防了成形缺陷的產生。同時研究了關鍵工藝參數對成形的影響,得到了合理的工藝參數范圍,并進行了試驗驗證。相比試錯法,通過數值模擬和試驗驗證的有機結合,可大量縮短產品的開發周期,節省研發費用,能夠以低成本得到高品質的產品。
2 異徑三通管脹形過程仿真與分析
2.1 異徑三通管脹形仿真模型建立
考慮到異徑三通管結構的對稱性,選取1/2模型作為研究對象。管坯材料選用H62黃銅合金為彈塑性體,模具設置為剛性體(忽略模具變形);脹形介質選用聚氨酯橡膠類為超彈性材料;模型中各部件的接觸類型均為面與面接觸,并假設管坯端面與軸向沖頭接觸表面、管材外表面與模腔接觸表面均滿足庫侖摩擦條件,摩擦因數設為0.15,聚氨酯橡膠與管材內表面之間的摩擦因數為0.25。異徑三通管的有限元分析簡化模型如圖4所示。
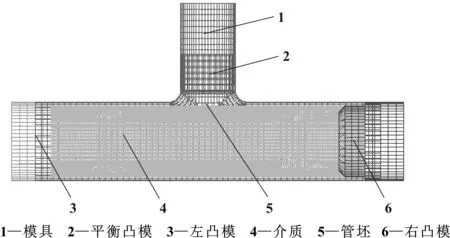
圖4 異徑三通管的有限元分析簡化模型
2.2 模擬結果與分析
通過數值模擬,可以直觀異徑三通管脹形的基本成形過程,主要分為4個階段:初始階段、自由脹形階段、軸向壓縮階段和復合脹形階段,如圖5所示。隨著左右凸模對橡膠介質施壓,管坯金屬在內壓力作用下開始發生塑性變形,流向阻力小的凹模型腔,此為自由脹形階段,如圖5(b)所示;當左右凸模臺肩與管坯端面接觸,而支管頂部尚未與平衡沖頭接觸,此時,管坯開始受到軸向壓力的作用,如圖5(c)所示,為軸向壓縮變形階段;當支管與平衡凸模開始接觸時,左右凸模繼續進給,平衡凸模開始后退,后退中平衡沖頭與支管頂部始終接觸,此階段是三通管復合脹形階段,如圖 5(d)所示。此時,管坯受到3個作用力,即內壓力、軸向擠壓力和平衡壓力,在這3種壓力作用下,支管頂端漸漸形成平面,其高度也隨著凸模的推進而不斷增長,直至成形過程結束。
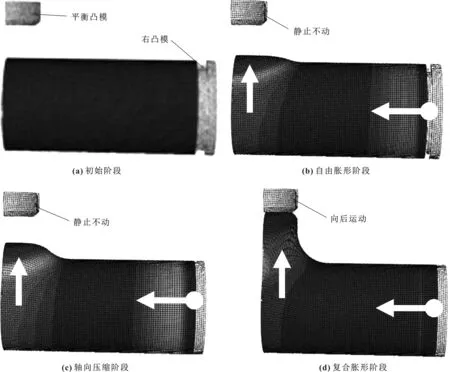
圖5 異徑三通管成形結果
2.3 影響成形因素分析優化
異徑三通管的脹形是個復雜的過程,影響因素多,為進一步掌握異徑三通管的脹形規律,分別對影響其成形的主要因素:過渡圓角半徑、摩擦因數、軸向進給加載路徑等進行研究分析。
2.3.1 上模具過渡圓角半徑對成形的影響
上模具過渡圓角半徑的大小影響著支管的形成和過渡區金屬的流動。圖6為設計圓角半徑為5 mm的模擬分析結果。為掌握圓角對脹形的影響規律,分別選取為5、5.5、6、6.5、7、8 mm(其中為5 mm是設計初始圓角半徑)。
我一副痛心疾首的樣子,希望讓白麗筠看了心里難過。可是白麗筠一副超然物外的表情,連一個顧睨也不給我,全不把我的痛哭放在眼里,更不會放在心上。白麗筠越是這樣,越是讓我對她重生愛慕之心。我痛感到,她正在離我遠去,目前的形勢并不是我要不要她,而是我還能不能抓得住她。
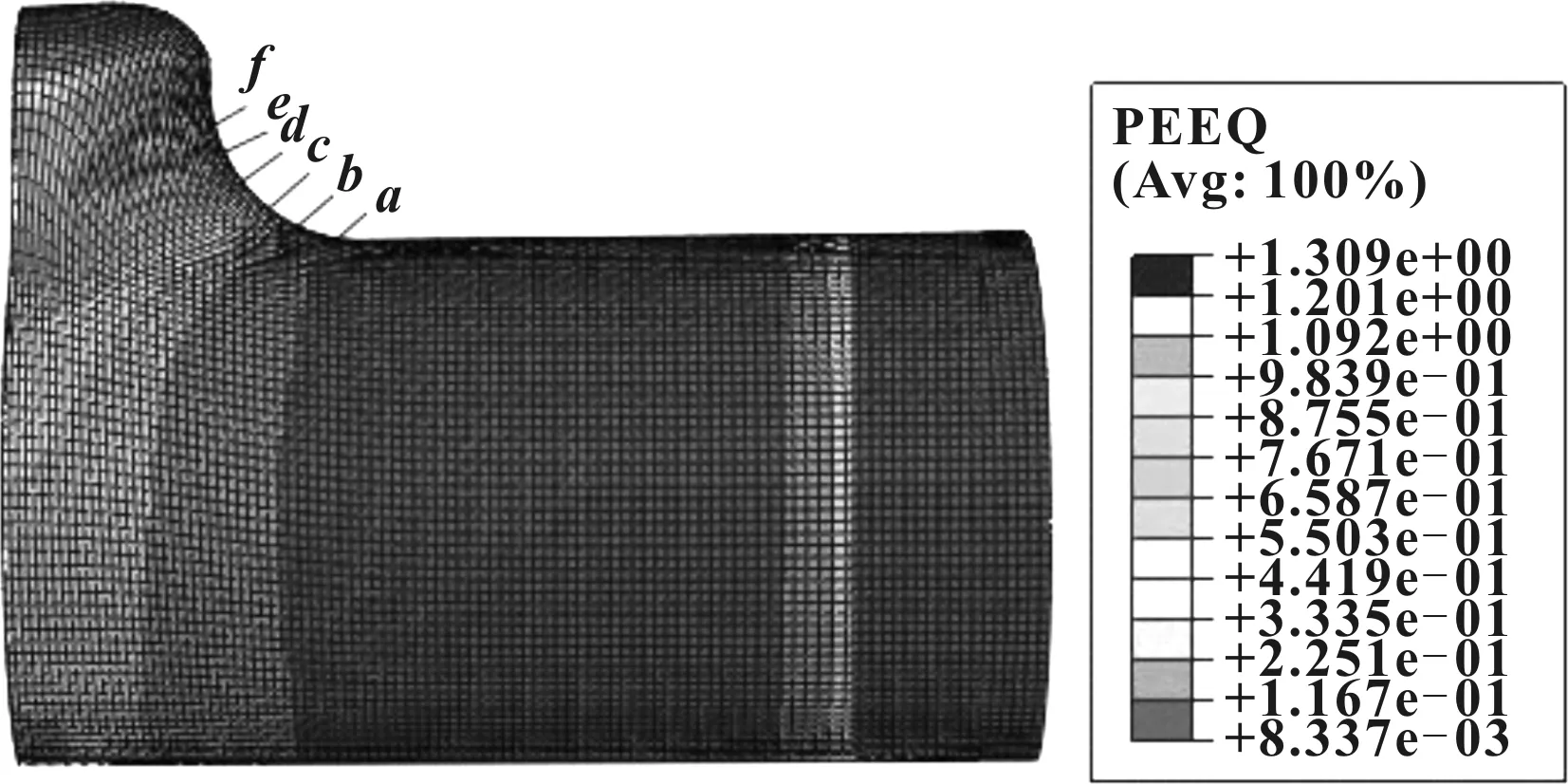
圖6 初始圓角的模擬結果
為分析圓角半徑大小對支管過渡區的厚度影響,沿縱向測量脹形管壁上的點~的厚度。通過計算得到不同半徑下的三通管最大減薄量;同時,可以測量出不同半徑下支管的高度。所得的上模具過渡圓角半徑對減薄率和支管高度的影響規律如圖7所示。
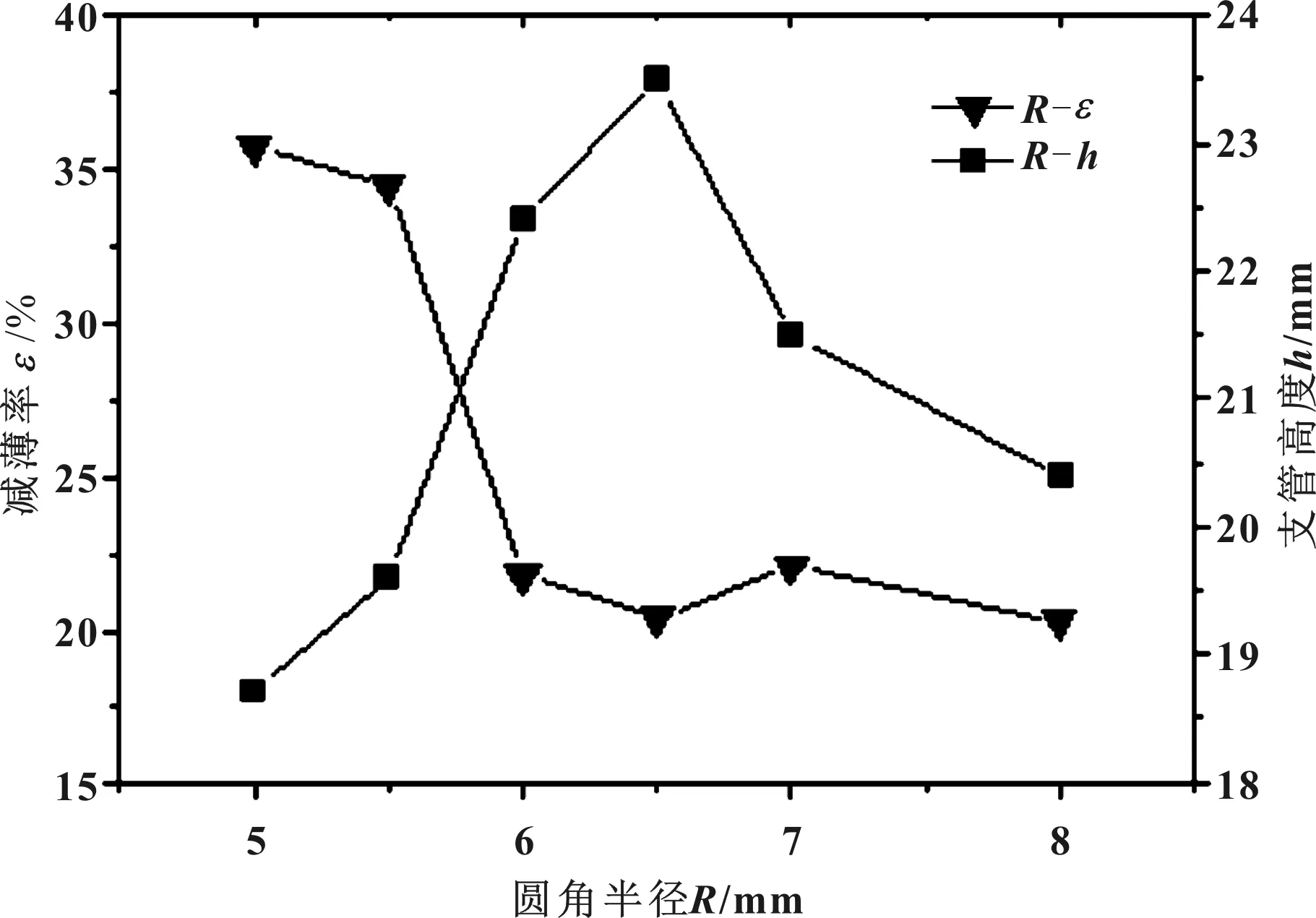
圖7 圓角半徑R對ε和h的影響
由圖7可知,增大過渡區圓角半徑,可使摩擦阻力和彎曲變形抗力減小,管坯金屬更容易流向凹模支管型腔,抑制了壁厚變薄的趨勢;支管的高度也不斷增高,提高了脹形成形極限,但當半徑增加到7 mm,減薄率趨于平衡,支管高度隨著圓角半徑而降低。因此,建議圓角半徑的取值范圍為6~6.5 mm。
2.3.2 摩擦因數對成形的影響
管坯和模具之間的摩擦因數對成形載荷和支管高度有很大的影響。為研究摩擦因數對三通管成形的影響,其他工藝參數保持不變,摩擦因數分別取0.05、0.10、0.15、0.20、0.25,得到結果如圖8所示。
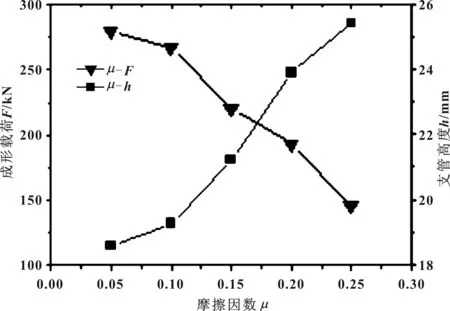
圖8 摩擦因數μ對F和h的影響
由圖8可知,隨著管坯與模具間的摩擦因數增大,兩者之間的摩擦阻力也增大,所需成形載荷就越大,但支管成形高度逐漸減少。當摩擦因數005時,成形載荷最小為116 kN,支管高度最高為256 mm,當摩擦因數大于01時,成形載荷和支管高度的趨勢變化加快。所以,模具型腔表面越光滑,潤滑越好,可有效降低成形載荷,有利于異徑三通管的脹形,但同時也增加了模具加工和生產的難度。結合生產條件和產品要求,建議摩擦因數的取值范圍為01~02,既能降低生產難度,又能獲得滿足產品需求。
2.3.3 軸向進給加載路徑對成形的影響
軸向進給量也是三通管脹形的重要參數,進給量太小,支管高度很小;在支管高度已達到了產品要求的前提下,進給量太大,在變形中會出現失穩現象(起皺和形式多樣的飛邊)。在此設計了3種不同的線性加載路徑,如圖9所示。

圖9 3種不同的線性加載路徑
路徑1、2、3的進給量分別為9、12、16 mm,脹形后得到三通管的支管高度分別為20.3、24.5、21.1 mm。圖10為3種不同路徑的模擬結果,由圖可以得出,隨著軸向進給量的增加,三通管支管高度增高。但在圖10(c)的進給量為16 mm時,支管高度增高趨勢降低,且管端出現飛邊毛刺,這是因為隨著進給量的增加,內壓逐漸增加,管坯與模具間的摩擦阻力也增加,材料流動困難,支管高度增高趨勢下降,同時一部分金屬溢出而形成飛邊毛刺。因此,路徑2是比較理想的加載路徑。
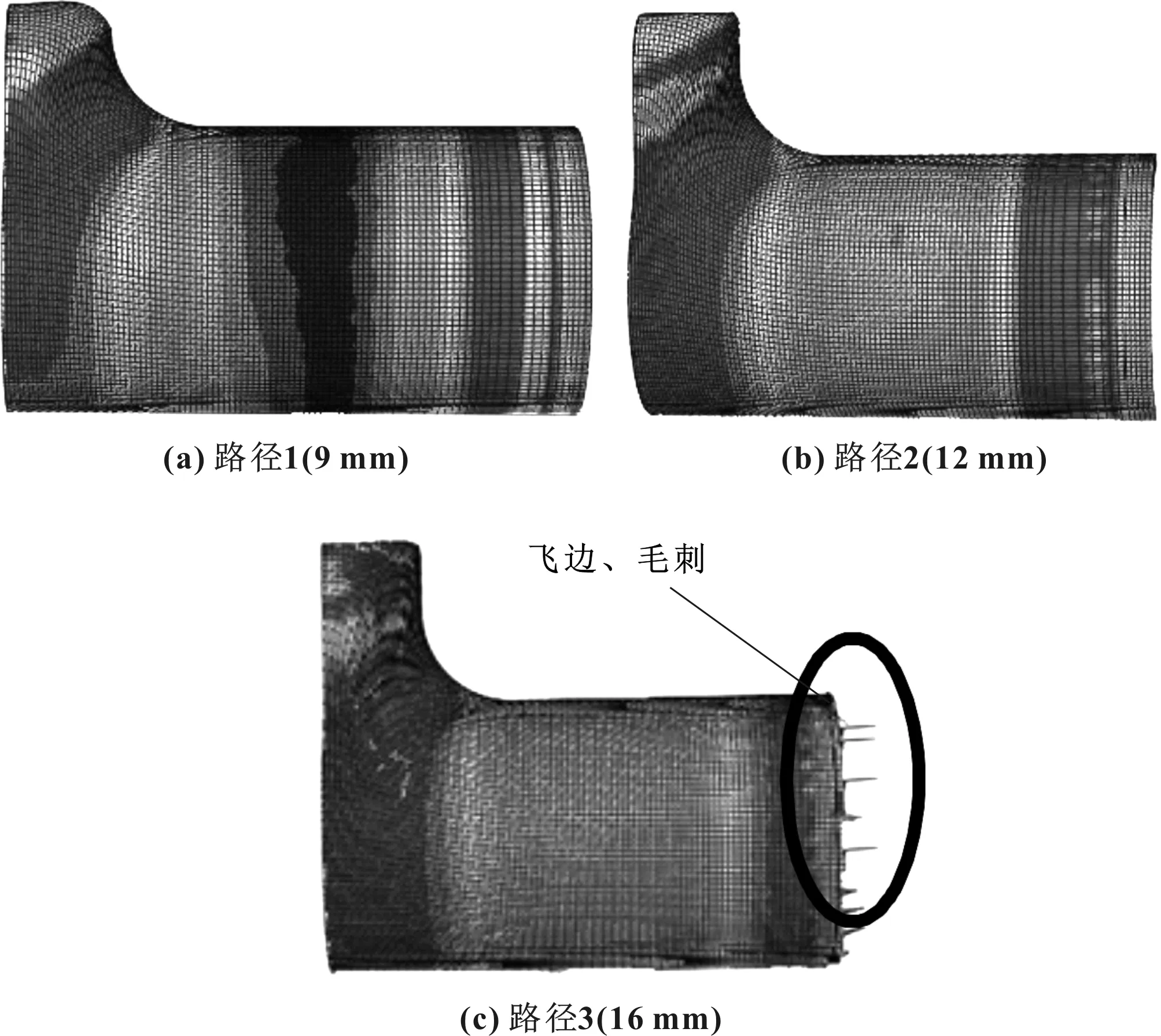
圖10 3種不同路徑的模擬結果
3 試驗驗證
根據以上分析可知,通過優化異徑三通管脹形成形參數,得到了影響異徑三通管成形的合理工藝參數范圍。為了驗證所得結論的合理性,文中采用退火軟化的H62黃銅合金作為管坯,脹形介質采用固體純石蠟,摩擦因數采用0.15,軸向進給量12 mm等工藝參數,在30 t的壓機上對該工藝方案進行了生產試驗驗證研究,如圖11所示。

圖11 生產試驗驗證
由圖11可知,采用優化后的工藝參數得到的脹形具有良好的三通管。由此可見,有限元數值模擬可有效的指導生產,避免缺陷的產生,得到合格的產品。
4 結語
文中采用有限元軟件ABAQUS對異徑三通管的脹形過程進行了模擬分析,分析了其成形的基本過程;討論了異徑三通管脹形的關鍵參數對其的影響規律,得到了合理的參數范圍;采用優化后的工藝參數進行模擬仿真計算和實驗驗證,結果吻合良好。通過此研究,得到如下結論:
(1)利用有限元數值模擬方法,可以直觀地分析異徑三通管的脹形成形過程,可有效預防成形缺陷的產生;
(2)研究了影響異徑三通管脹形成形的關鍵工藝參數,分析了各工藝參數對脹形的影響規律,并針對該異徑三通管,得到了合理的工藝參數范圍:當管內壓力一定的情況下,采用加載進給量為12 mm,上模具過渡圓角半徑在[6,6.5]mm和管坯與模具間的摩擦因數在[0.1,0.2]之間的任意組合,均可滿足產品需求;
(3)通過采用有限元數值模擬得到的異徑三通管的成形工藝參數,在試驗中能有效避免成形缺陷的產生,得到合格的產品,大量縮短產品的開發周期,為新產品的研發提供了理論依據和技術支持。
