超高層建筑內筒外框上下錯層同步施工技術
2022-03-26 13:24:21董琳琳
中國房地產業·上旬 2022年2期
董琳琳
【摘要】本文介紹超高層建筑內筒外框上下錯層同步施工技術,根據各層結構不同分別將鋼外框下沉至混凝土樓板上,通過不同類型胎架進行支撐,進行低位拼裝,然后進行多輪次提升。該方案可以與混凝土結構同步施工,施工成本低、措施少工期短。
【關鍵詞】超高層建筑;內筒外框;錯層
【DOI】10.12334/j.issn.1002-8536.2022.04.055
引言:
近年來,超高層建筑項目的建設數量不斷增長。超高層建筑項目的規模普遍較大,施工時長較長,樓層較高,施工較為復雜,施工建設期間需要使用多種大型機械設備。超高層建筑內筒外框上下錯層同步施工技術需要結合施工現場實際,進行施工設計與工藝的控制,保證工程的順利實施。
1、超高層建筑工程施工技術難點及管理中存在問題
1.1空間狹小,專業穿插多
現代超高層建筑多建在城市中心或繁華地段,多為商業綜合體,集辦公、酒店、休閑、娛樂、購物等功能于一體,系統復雜、功能眾多。為了實現廣泛的建筑功能,系統的結構和裝飾較為復雜。機電系統本身包含龐大的復雜系統(包括給排水供暖、建筑電氣、通風空調、智能建筑、電梯等),注重施工中的協調。建筑企業組織超高層建筑施工難度大,總承包管理工作煩瑣,協調工作量大。要求總承包單位具有較強的施工組織能力,在有限的時間和空間內,高質量、高效率地完成所有施工內容。
1.2施工過程存在安全隱患
超高層建筑近些年的發展情況較好,但建設超高層建筑的企業內部對建筑的管理技術不完善,容易出現工程安全問題。在工程的建設過程中,可能會出現工作人員安全意識不足、工程安全保護措施的設置等一系列影響工程質量與工程建設安全的問題。工程建設人員是否能夠按照工程規定的標注展開施工工作,將直接影響建筑的整體質量。
2、工程概況
某工程總建筑面積約482911平方米。塔樓共61層,高298.17米。本工程東、西兩塔均采用框架-核心筒結構。框架由18根混凝土剛性鋼框架柱和鋼筋混凝土梁組成,塔截面呈橢圓形,隨高度變化,標準層高4.2m。
最終本項目采用錯層安裝、多輪次提升的施工方法。該方法具有以下優點。(1)將外框拼裝施工提前插入,節約施工工期。(2)將大量高空作業轉變為樓面施工,有助于質量管理及安全管理。(3)提供現場施工連續性,便于現場的施工組織及管理,節約成本。
3、施工方法
超高層建筑一般采用核心筒+框架結構,當結構抗側力不滿足設計要求時,常設置結構加強層來提高結構整體抗側剛度。當前高度超過300m的超高層建筑常通過設置鋼框架加強層來滿足結構抗側力要求。加強層一般采用環帶框架+伸臂框架的結構形式,因其節點部位構件相貫較多、焊接不便且應力大,故常采用鑄鋼節點。鋼框架加強層結構形式復雜,構件尺寸大,數量多,鋼板厚,焊接量大,施工工期長,導致其附加應力控制、焊接質量控制、巨型鑄鋼節點安裝和工期控制等成為施工的重點。
3.1關鍵技術
對超高層建筑環帶框架與伸臂框架施工進行設計優化和深化,對鋼框架分段確定小拼單元,優化節點設計、確定節點重心及吊繩布置;進行施工工況模擬,確定吊裝方案和施工順序,確定伸臂框架終固時間;采用數字模擬預拼裝與工廠預拼裝技術控制構件加工質量;采用鑄鋼節點多點吊裝技術,精確調整鑄鋼節點安裝過程姿態,確保快速準確就位;對鋼框架焊接順序機械施工模擬和針對性的焊接工藝評定,以利于焊接應力釋放和減少焊接變形。
3.2施工工藝
施工工藝為:優化與深化設計→確定鋼框架安裝順序→吊裝分析及吊索具選擇→鋼框架預拼裝→巨型鑄鋼節點多點吊裝→鋼框架安裝→鋼框架焊接施工→焊縫無損檢測、驗收。對構件分段需綜合考慮以下因素:(1)考慮采購鋼板的尺寸,盡量減少鋼板拼接;(2)考慮運輸條件限制,構件不得超寬超高,托座尺寸須滿足運輸要求;(3)綜合考慮塔式起重機起重能力,充分發揮其起重性能;(4)現場小拼單元的重量須在起重機吊裝能力范圍內。鋼柱托座的尺寸不超2.8m,以滿足運輸要求;分段后弦桿及腹桿均為常規構件,滿足運輸要求。
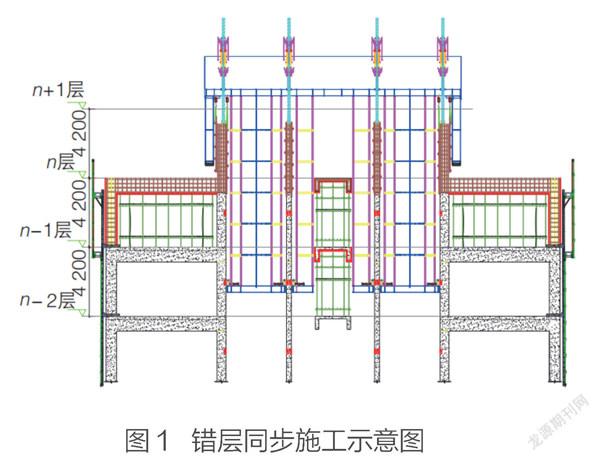
3.3錯層安裝
結合各層樓板與外框的平面位置關系,將外框放置在下方樓板上,采用結構預留、胎架支撐、結構預留+胎架支撐組合的方式進行確定,確定的方式為施工難度及成本費用;將全部外框拼裝作業層選確定畢后,再結合提升點的布置進行進一步優化,優化依據提升的工期、費用、施工難度。綜合上述考慮本項目將外框分4個樓層進行拼裝,分別為13.150,22.225,31.280,51.700m,其中前3個拼裝層需配合進行多輪次提升,每層拼裝插入在該層。為適應復雜的樓板結構,本項目共配備五類胎架:即找平胎架、短柱胎架,格構式胎架、上弦支撐胎架和側向支撐胎架。為增加胎架的穩定性,胎架與下方結構樓板通過埋件連接,埋件在結構施工過程中安裝。找平胎架用于外框與下方樓板問距小于10cm的調平;短柱胎架用于外框與下方樓板間距大于10cm的調平;格構式胎絪用于外框與下方樓板不在同一層樓層時的支撐與調平;上弦支撐胎架提供下弦拼裝時的固定和調平;側向支撐胎架用于保證整個外框的穩定。
3.4多輪次提升
根據平面位置關系,將外框分為南北兩個提升區,結合土建施工進度先南后北進行提升。本項目采用有限元軟件SAP2000進行提升部分力學計算。
(1)載荷及載荷組合
計算被提升外框時,荷載為結構自重荷載(dead)進行強度驗算時,荷載組合為1.5dead;對外框進行變形驗算時,荷載組合1.Odead。計算提升支架時,荷載為提升支架自重(dead)荷載及提升荷載(p),水平荷載按照吊點荷載的5%進行取值。對提升支架進行強度驗算時,荷載組合為1.3dead+1.5p;對提升支架進行變形驗算時,荷載組合1.Odead+1.Op。
(2)邊界條件
吊點位置施加豎向約束和水平彈簧(彈簧剛度很小,可忽略不計)的形式來模擬鋼絞線對吊點的約束。提升支架計算時,混凝土柱根部采用剛接約束。根據提升過程依次計算出各次提升進行模擬,計算出每次提升的變形、應力比吊點反力,以及提升架的應力比,豎向位移及水平位移。
(3)計算結果
本論文以第二次外框提升為例進行計算說明。結論:提升工況下,第2次外框提升最大下撓約9.8mm<33000/400=82.5,桿件最大應力比約0.62<0.9,滿足施工要求。結論:最大水平位移約81mm,最大豎向位移約13mm,桿件最大應力比約0.54<0.9,滿足施工要求。根據上述計算各個吊點反力,本項目根據計算結果將反力分為兩類:第1類為反力值小于40OkN;第2類為反力值大于4OOkN,小于1200kN。前者統一按60t配置提升架、提升器及下吊其;后者統一按200t配置提升架,提升器及下吊具。鋼絞線按各點反力分別進行配置。根據上述計算提升架及混凝土柱強度及位移滿足提升過程的工況要求,但產生的變形若不采取措施最終難以消除;為了確保提升時混凝土柱不產生較大變形,本項目在進行外框提升時,在提升點背側同時進行加載,加載量為提升側的60%。
3.5鑄鋼節點優化
對鑄鋼節點進行優化設計時,應在滿足設計要求的前提下綜合考慮鑄鋼節點的三圍尺寸和加工鑄造難度、運輸條件、構件重量等易造成質量安全的事項,同時兼顧安裝及制作成本。原設計北側兩個鑄鋼節點尺寸超長,外形尺寸達4000mm×3800mm×5300mm,需采取特殊運輸手段,并需臨時拆除部分途經路段,運輸時間長,社會影響大,會大幅增加運輸成本。根據BIM技術深化建模,該鑄鋼件理論重量達60t,現場單臺塔式起重機不能滿足吊裝要求,需改用雙機抬吊方案,致使工期延長、危險性較大且成本增加。為此在優化設計時減小北側鑄鋼件尺寸范圍,減小部分采用與鋼框架材質相同的鋼材制作,經計算能滿足設計要求,這一做法也征得了設計單位同意。優化后的鑄鋼節點理論重量約47t,外形尺寸為4000mm×3800mm×3800mm,既滿足了運輸要求,也滿足了現場單臺塔式起重機的起重性能要求,降低了現場安裝風險。
3.6框架安裝順序
核心筒內鋼框架加強層施工順序為:安裝伸臂框架勁型鋼柱→安裝伸臂框架下弦桿→焊接固定后開始爬升→澆筑加強層下一層剪力墻混凝土→安裝加強層伸臂框架斜腹桿→安裝上弦桿→澆筑加強層混凝土。外框鋼框架安裝順序為:安裝塔樓外框鋼柱→安裝鋼框架下弦桿→安裝腹桿小拼單元(或上弦桿與腹桿小拼單元)及腹桿散件→安裝鋼框架上弦桿→采用連接板臨時連接伸臂框架弦桿、腹桿與核心筒連接端,待結構封頂后焊接封閉。
4、質量控制
4.1錯層安裝
胎架安裝時需嚴格控制胎架的位置及標高。外框拼裝時采用由點及面的順序進行,即先拼主框架,再拼相連的次框架,再拼其他相鄰的外框形成穩定的結構。外框拼裝的拼裝順序依次是下弦、上弦、腹桿。下弦的拼裝為整體外框拼裝精度控制的關鍵,關鍵控制兩端坐標及標高、下弦的起拱值、整體的平整度;下弦整體校正完畢后由中部向外焊接,待下弦全部定位焊接完畢方可進行上弦的安裝、上弦需輔以上弦短柱胎架以及側向斜撐,關鍵控制兩端坐標及標高、上弦的起拱值、上下弦的豎向間距、整體的平整度。上弦打底焊接完成后方可進行腹桿的安裝校正,腹桿焊接采用先從中向外隔一焊一的方式進行,再進行其余腹桿焊接的方式進行,以防焊接變形影響拼裝精度,同時拼裝后長時間的地面停放可完成大部分焊接應力的消除。外框拼裝的質量控制主要為拼裝質量及焊接變形,施工中需要嚴控施工過程,嚴格按技術要求進行施工。
4.2多輪次提升
提升時需要注意如下事項。(1)觀測液壓提升系統壓力變化情況,定時做好記錄,并與預設值進行比對。(2)上吊點提升平臺結構工作情況。(3)外框提升過程的整體穩定性。(4)提升鋼絞線的垂直度(應控制在±1°以內)。(5)液壓提升系統設備的提升同步性。(6)激光測距儀配合測量各提升吊點在提升過程中的同步性。(7)提升承重系統監控:提升承重系統是提升工程的關鍵部件,務必做到認真檢查,仔細觀察。重點檢查:錨具(脫錨情況,錨片及其松錨螺釘);導向架中鋼絞線穿出順暢;主油缸及上、下錨具油缸(是否有泄漏及其它異常情況);缸頭閥塊,軟管及管接頭;各種傳感器及其導線。(8)液壓動力系統監控:系統壓力變化情況;油路泄漏情況;油溫變化情況;油泵電機、電磁閥線圈溫度變化情況。
4.3焊接控制
4.3.1焊接順序
為確保外框提升后,不因焊接應力造成外框發生較大的變形,同時為了有效控制焊接應力,保證焊接質量,本項目按如下原則進行提升后焊接施工。
(1)同一外框節點兩側嚴禁同時焊接。(2)外框焊接需要由外框區中間向四周擴散。(3)外框單側焊縫完成后,應留有空余靜置時間并進行焊縫應力消除措施;各提升區段焊接方向從中心向外。(4)外框區外圍焊接節點,焊接施工時須先焊接下弦,后焊接上弦。
4.3.2焊接關鍵控制技術
本項目為厚板,焊接過程中須嚴格控制焊接過程,須按規范要求做好預熱及焊接過程中層間溫度的控制。預熱溫度的選擇應依據母材板厚,最低預熱溫度應按下表執行,本項目最低預熱溫度為80℃。
(1)接頭的預熱溫度應不小于規定的溫度,層間溫度不得大于230℃。
(2)接頭板厚不同時,應按接頭中較厚板的板厚選擇最低預熱溫度和層間溫度。
(3)預熱的加熱區域應在焊縫坡口兩側,寬度應大于焊件施焊處板厚的1.5倍,且不應小于100mm;預熱溫度宜在焊件受熱面的背面測量,測量點應在離電弧經過前的焊接點各方向不小于75mm處;當采用火焰加熱進行預熱時,正面測溫應在火焰離開后進行。
(4)當環境溫度低于0℃但不低于-10℃,應采取加熱或防護措施,應確保接頭焊接處不小于2倍板厚且不小于100mm范圍內的母材溫度,不低于20℃或規定的最低預熱溫度二者的較高值,且在焊接過程中不應低于這一溫度。
(5)焊接過程中層間溫度的控制
厚板焊接時,因母材的冷卻速度較快,造成溫度下降,為了使焊接的層間溫度一直保持在200-230℃之間,采用數顯測溫儀,隨時對焊接點的前后方向,側面進行測溫。必須注意:預熱溫度和層間溫度必須在每一焊道即將引弧施焊前加以核對。
(6)本項目為厚板焊接,需要進行焊后熱處理時,應符合下列規定進行
后熱溫度應為200~250℃,保溫時間應依據工件板厚按每25mm板厚不小于0.5h、且總保溫時間不得小于lh確定,本項目多為60mm厚板,最低須保溫1.5h。達到保溫時間后應緩冷至常溫;后熱處理應于焊后立即進行。后熱的加熱范圍為焊縫兩側各1O0mm,溫度的測量應距焊縫中心線5Omm處進行。焊縫后熱達到規定溫度后,用石棉布或保溫棉等將焊縫按規定時間保溫,然后使焊件緩慢冷卻至常溫。
結語:
在外框施工中,傳統的胎架高空拼裝存在很大的局限性。對于外框下方空間結構復雜、凈空較大的外框結構采用“錯層安裝+多輪次提升”的施工方法必將成為新的發展趨勢。該技術有效降低措施量,節約措施2000余t,提前插入拼裝尷工,縮短項目施工工期2個月,降低施工成本,有很高的推廣價值。該工程的施工為其他工程的類似工程打下了基礎,有利于推動大跨度重型外框結構施工技術進一步發展。
參考文獻:
[1]孫祖根,承插型盤扣式鋼管模板支架結合獨立支撐早拆體系的設計與施工[J].建筑施工,2020,42(10):1897-1899
[2]李佳偉,杭州之門鋼柱與筒架交替支撐式整體爬升鋼平臺模架體系設計研究[C].//施工技術雜志社、2019全國模板腳手架工程創新技術交流會暨首屆工程建設行業杰出科技青年論壇論文集、天津:出版單位不詳,2019:6
[3]邵俊華,可變單元式液壓提升操作防護屏關鍵施工技術[C].//中國土木工程學會、中國土木工程學會2019年學術年會論文集、上海:出版單位不詳,2019:8
[4]趙東.超高層建筑鋼管疊合柱后澆混凝土施工技術[J].城市住宅,2020,27(5):228-229.
[5]孫淑萍,肖志娟.超高層建筑施工管理實踐與創新分析[J].工程技術研究,2019(22):165-166.
[6]付正權.超高層建筑鋼結構施工關鍵技術與措施研究[J].城市住宅,2020,27(11):192-193.