內(nèi)球面零件精密冷擠壓脫模機(jī)構(gòu)研究與應(yīng)用
2022-03-25 11:41:22周燕妮
模具制造 2022年2期
束 昊,周燕妮
(1.徐州重型機(jī)械有限公司,江蘇徐州 221004;2.中國(guó)礦業(yè)大學(xué)徐海學(xué)院,江蘇徐州 221008)
1 引言
球面滑履是應(yīng)用在航空液壓泵上的一種零件,其結(jié)構(gòu)具有薄壁球面結(jié)構(gòu)特征,而且零件尺寸精度要求高,現(xiàn)采用精密冷擠成形工藝,在軸向頂出脫模時(shí),零件成形表面受力不均勻,容易導(dǎo)致零件的局部變形,難以保證零件的尺寸精度,從而造成廢品率升高,增加企業(yè)的生產(chǎn)成本。本文介紹一種冷擠旋轉(zhuǎn)脫模方式,可以實(shí)現(xiàn)精密成形后球面滑履順利脫模,而且保證了成形件尺寸精度。
2 滑履零件的工藝分析
滑履零件材料為錳黃銅,內(nèi)球面?17.5mm,表面粗糙度值Ra1.25μm,對(duì)擠壓成形精度要求很高,由于該零件具有薄壁球面結(jié)構(gòu),而且擠壓變形量大,因此,擠壓球面回彈大,使擠壓件凹球面對(duì)模芯產(chǎn)生很大回彈正壓力如圖1所示,導(dǎo)致脫模時(shí)模芯與擠壓件球面接觸面摩擦阻力很大,當(dāng)采用頂套進(jìn)行軸向脫模,頂出力很大,使滑履與頂套接觸薄壁端口發(fā)生嚴(yán)重變形,因此,需要考慮采用新的脫模方法。
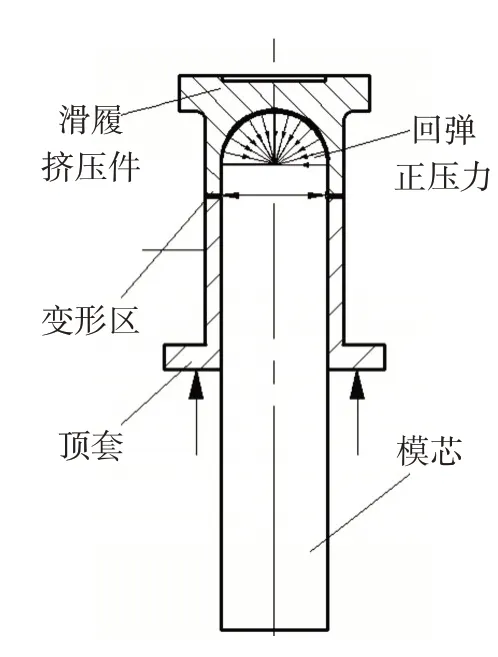
圖1 滑履軸向脫模
3 旋轉(zhuǎn)脫模原理
按照現(xiàn)代摩擦理論,模芯與成形件的球形接觸面摩擦力主要包括機(jī)械咬合力、分子粘合力和接觸面某些點(diǎn)發(fā)生焊合所產(chǎn)生的阻力,利用模芯和擠壓件相對(duì)旋轉(zhuǎn),可以明顯減小這3種摩擦阻力,再用頂桿或壓板實(shí)現(xiàn)軸向脫模使模芯和擠壓件分離時(shí),脫模阻力會(huì)大大減小,脫模變的容易。模芯旋轉(zhuǎn)主要通過模芯的外螺紋和模芯旋套的內(nèi)螺紋配合的螺旋傳動(dòng)實(shí)現(xiàn),如圖2所示,頂桿2推動(dòng)模芯旋套1向上運(yùn)動(dòng),模芯旋套1通過螺旋副4將其向上的直線運(yùn)動(dòng)轉(zhuǎn)換為模芯6的旋轉(zhuǎn)運(yùn)動(dòng),要使模芯和擠壓件相對(duì)旋轉(zhuǎn),只需螺紋升角γ足夠大,使推動(dòng)旋轉(zhuǎn)的圓周力Fτ大于模芯與成形件的壁面摩擦力ΣFf,因?yàn)橄掳寄Ec成形件外部接觸面積大于模芯與成形件內(nèi)部接觸面積,所以,下凹模與成形件的摩擦力ΣFf1大于模芯與成形件的摩擦力ΣFf,這樣模芯旋轉(zhuǎn)不會(huì)帶動(dòng)擠壓件一起轉(zhuǎn),通過模芯6的旋轉(zhuǎn)減小成形零件9的成形面與模芯6之間的3種摩擦阻力,隨著頂桿2不斷向上推動(dòng)模芯旋套1,模芯旋套1與模芯6的底端接觸后,將頂桿2的推力直接傳遞給模芯6,從而將成形零件9頂出凹模5,實(shí)現(xiàn)脫模。
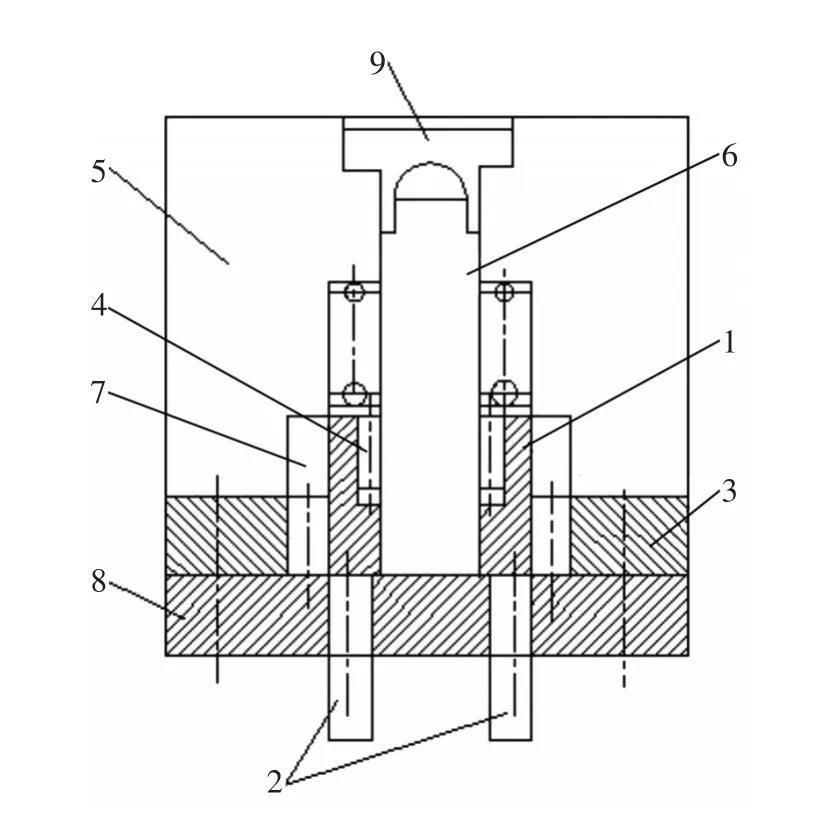
圖2 旋轉(zhuǎn)脫模原理圖
4 旋轉(zhuǎn)脫模螺紋升角設(shè)計(jì)
4.1 球面回彈正壓力計(jì)算
球面回彈正壓力是計(jì)算滑履球面與模芯球面相對(duì)旋轉(zhuǎn)摩擦力重要參數(shù),首先用三坐標(biāo)測(cè)量?jī)x對(duì)成形后的零件和模芯進(jìn)行測(cè)量,根據(jù)測(cè)量數(shù)據(jù)分別擬合出零件直徑r1和模芯直徑r2與直徑和水平線夾角θ極坐標(biāo)方程,從而得出回彈變形方程:
N(θ)=r2-r1=0.0201×θ3-0.0662×θ2+0.0811×θ+0.0136,根據(jù)應(yīng)力與應(yīng)變關(guān)系得出回彈正應(yīng)力σ=EN(θ)/r2,E為錳黃銅的彈性模量110GPa。
由于σ隨θ增大而增大,球面積分時(shí)選擇一個(gè)與N(θ)變化相適合的微元體如圖3所示。

圖3 積分模型
取微元體ds=2πrcosθdρρ=rθdρ=rdθ

4.2 螺紋升角理論計(jì)算
頂桿的頂出力Q為37.8kN,把已知參數(shù)代入受力公式得35.28tan(γ+ρ)=22.77得出:
γ+ρ=32.8°,ρ=arctan0.1=5.7°,γ=27.1°
要使螺紋傳動(dòng)不能自鎖,要求γ>ρ,已滿足。
4.3 最佳螺旋升角確定
考慮模具實(shí)際結(jié)構(gòu),實(shí)際只需要把滑履半球與模芯相對(duì)旋轉(zhuǎn)5°,就可明顯減小滑履半球與模芯摩擦力,假設(shè)螺紋升角為λ。同時(shí)考慮螺旋傳動(dòng)受力均勻,采用四頭螺紋傳動(dòng),根據(jù)螺旋傳動(dòng)運(yùn)動(dòng)公式

式中n——頭數(shù)
P——螺距
s——導(dǎo)程
x——行程

5 旋轉(zhuǎn)脫模結(jié)構(gòu)設(shè)計(jì)
如圖4所示,頂桿推動(dòng)推板向上運(yùn)動(dòng),推板推動(dòng)頂桿5向上運(yùn)動(dòng),頂桿5推動(dòng)模芯旋套向上運(yùn)動(dòng),模芯旋套由于模芯旋套限位板限位,只能直線運(yùn)動(dòng),不能旋轉(zhuǎn),由于大升角螺旋配合,螺旋模芯旋套通過螺旋副將其向上的直線運(yùn)動(dòng)轉(zhuǎn)換為模芯的旋轉(zhuǎn)運(yùn)動(dòng),通過模芯與成形零件的相對(duì)旋轉(zhuǎn)消除成形零件的成形面與模芯之間的粘合力,隨著頂桿5向上推動(dòng)模芯旋套走5mm行程,模芯旋套上的頂桿10推動(dòng)頂套向上走5mm行程,此時(shí)頂套開始與成形件接觸,由于滑履半球與模芯仍有殘余摩擦力,當(dāng)頂套推動(dòng)成形件向上運(yùn)動(dòng)殘余摩擦力會(huì)帶動(dòng)模芯一起運(yùn)動(dòng),此時(shí)模芯由旋轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)化軸向運(yùn)動(dòng),模芯隨頂套一起將滑履成形件頂出,當(dāng)滑履向上運(yùn)動(dòng)13mm時(shí),模芯由于模芯限位板13作用停止運(yùn)動(dòng),頂桿10繼續(xù)向上運(yùn)動(dòng),頂桿10推動(dòng)頂套使滑履成形件與模芯脫離,從而完成整個(gè)脫模過程。

圖4 旋轉(zhuǎn)脫模機(jī)構(gòu)
6 應(yīng)證實(shí)驗(yàn)
工藝試驗(yàn)時(shí)應(yīng)小心地將模具裝配好,以保證擠壓件的尺寸精度。試驗(yàn)發(fā)現(xiàn):該脫模方法合理,大大降低脫模阻力,很好保證擠壓件的尺寸精度,并且有效保護(hù)模具。但是,由于設(shè)計(jì)局限性和脫模機(jī)構(gòu)采用大升角螺紋傳動(dòng),所以在實(shí)驗(yàn)試制過程中還存在一些問題。
(1)螺紋牙磨損較嚴(yán)重,這是由于螺紋傳動(dòng)力較大,采用較好材料的W6Mo5V2代替原有的模具鋼40Gr,并加入油潤(rùn)滑,使螺紋牙磨損較嚴(yán)重得到較好改善。
(2)在頂出時(shí),模芯在與模芯限位板配合處易發(fā)生折斷,這是由于頂出力較大,把模芯與模芯限位板采用錐面配合,可以很好解決該問題。
采用以上合理、有效的措施,最終將薄壁球面結(jié)構(gòu)的滑履零件一次擠壓成形,尺寸和精度達(dá)到圖紙?jiān)O(shè)計(jì)要求,并且降低了脫模阻力,有效地保護(hù)好模具。實(shí)踐證明,該脫模機(jī)構(gòu)宜于組織批量生產(chǎn),經(jīng)濟(jì)實(shí)用。
7 結(jié)論
本文針對(duì)球面滑履精密冷擠成形頂出脫模時(shí)球面滑履端口發(fā)生嚴(yán)重變形問題進(jìn)行分析,該零件一次成形,成形球面變形量大,因此,發(fā)生球面嚴(yán)重回彈,對(duì)模芯球面產(chǎn)生很大正壓力,導(dǎo)致軸向頂出脫模阻力大,同時(shí),由于頂出受力不均勻,從而使滑履端口發(fā)生變形,根據(jù)分析考慮采用旋轉(zhuǎn)頂出方式來消除模芯和滑履球面摩擦力進(jìn)行脫模。本文對(duì)旋轉(zhuǎn)頂出的脫模方法進(jìn)行了分析,并計(jì)算重要參數(shù)螺旋升角,設(shè)計(jì)出合理旋轉(zhuǎn)頂出脫模機(jī)構(gòu),最后通過工藝實(shí)驗(yàn)來證明旋轉(zhuǎn)頂出的脫模方式具有脫模阻力小,成形精度高優(yōu)點(diǎn)大大降低了廢品率,降低了企業(yè)的生產(chǎn)成本有效保護(hù)模具,具有較高實(shí)用價(jià)值。
