一種用于飛機小型活塞桿多工位加工的工藝夾頭
2022-03-24 10:04:20白亞玲
機械工程師 2022年3期
關鍵詞:工藝
白亞玲
(中航飛機起落架有限責任公司,陜西 漢中 723200)
0 引言
在熱后精加工飛機活塞桿外圓、內孔時,需要在不同機床間周轉工件,同時在粗加工時活塞桿自帶的工藝夾頭、工序基準等在精加工時都已去掉,為無遮擋式精加工帶來很大的困難。精加工活塞桿的關鍵在于正確地選擇工藝基準和裝夾方式[1],為確保飛機活塞桿加工質量,必須有一個通用工藝夾頭在車床、外圓磨床、內圓磨床間周轉時不用拆卸,才能保證精加工后的活塞桿外圓、內孔的加工質量符合飛機安全運行的要求。工藝夾頭需要安裝在活塞桿頭部孔中,對于大規格的活塞桿加工,通過活塞桿輪軸孔安裝、拆卸工藝夾頭,比較方便。小型活塞桿的加工在我公司是首次遇到,本文提供一種飛機小型活塞桿加工的工藝夾頭,解決了小型活塞桿多工位加工問題。
1 小型活塞桿工藝性分析
圖1所示為小型活塞桿簡圖,精加工臺階外圓和臺階孔,定位尺寸為活塞桿頭部的φ45 mm及頭部一部分端面。活塞桿頭部端面由斜面、直面和圓弧面構成,端面還伸出小球頭。小球頭直徑為φ20 mm,和活塞桿中心距為33 mm,即φ45定位面和小球頭球面只有0.5 mm的間隙,φ45孔的長度只有10 mm;活塞桿頭部輪軸孔尺寸φ50 mm;活塞桿臺階內孔最小為φ48 mm,最大為φ64 mm,這樣的結構和尺寸為工藝夾頭定位心軸的設計帶來很大難度。
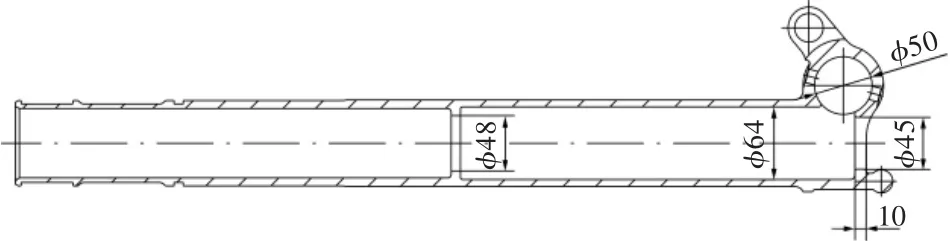
圖1 小型活塞桿二維簡圖
中、大型活塞桿頭部定位孔、輪軸孔尺寸都在100 mm以上,工藝夾頭一般設計成兩部分,活塞桿孔內的壓塊可以從輪軸孔或活塞桿內孔中安裝,工藝夾頭一般都是由生產車間自行設計二類工裝解決。對于此飛機的小型活塞桿,壓塊不能從輪軸孔、活塞桿內孔安裝,小型活塞桿的精加工需要克服定位、安裝孔小和定位面復雜的困難,需要一種新的設計思路來解決。
2 工藝夾頭的設計應用
2.1 工藝夾頭的整體設計
如圖2所示,工藝夾頭由定位心軸1、帶肩螺母2、開口墊圈3、活節螺栓4、壓塊5、銷子6組成。

圖2 工藝接頭二維簡圖
定位心軸1的結構如圖3所示,以飛機活塞桿的頭部孔和部分端面為定位基準,進行外圓、內孔加工[2]。圓柱面給活塞桿頭部φ45 孔定位,臺階面使用中頂住活塞桿頭部的部分直端面;左端夾持面用于在機床卡盤上夾緊,頂尖孔配合機床頂尖頂緊;中間開口錐槽用于安裝開口墊圈3和帶肩螺母2。帶肩螺母2與活節螺栓螺紋連接,壓緊開口墊圈3,從而固緊壓塊5。開口墊圈3的開口部位直接接觸活節螺栓4,帶肩螺母2擰松兩圈后就可以去掉開口墊圈3,開口墊圈3的主要作用是增大帶肩螺母2、定位心軸1的接觸面積,提高夾緊力。

圖3 定位心軸簡圖
活節螺栓4用銷子6與壓塊5連接,可以繞銷子6在壓塊5的槽中一定范圍內轉動;活節螺栓4左端與帶肩螺母2螺紋連接,將定位心軸1、壓塊5連成一體。在帶肩螺母2擰緊時,壓塊5端面壓緊活塞桿臺階孔端面,整個工藝夾頭與活塞桿連成一體并保證與活塞桿同軸,可以在各工序加工中連續周轉不用拆卸。
2.2 壓塊的設計及安裝
壓塊5(如圖2)外形設計成梯形,兩側端面設計有對稱的弧面,上下端面間開有梯形槽,梯形槽兩側開有銷子孔,活節螺栓4的頭部插入梯形槽中,通過銷子6安裝在一起。如圖4所示,使用時,壓塊5沿活塞桿頭部臺階孔旋轉安裝至該孔中,由壓塊5上端面壓緊活塞桿頭部臺階孔的內側端面。壓塊5的上端面尺寸必須大于φ45 mm的定位孔才能將活塞桿頭部臺階孔壓住,還要保證能順利從φ45 mm孔中旋轉安裝、拆卸。

圖4 壓塊的安裝過程示意圖
2.3 工藝夾頭三種工作狀態的應用及特點
1)圖5所示是工藝夾頭“一夾一頂”工作狀態,裝夾時要適當放松機床尾座頂尖,使活塞桿加工中受熱伸長不受阻礙。采用一般的活頂尖,正反車削都可以用,每次進給完成后重新檢查或調整頂尖的松緊程度,以拇指和食指用力能輕輕捏停旋轉的頂尖時為合適。如果不使用工藝夾頭,通常情況下頂尖孔與卡夾基面不同軸,形成裝夾的過定位面致使活塞桿彎曲變形[3]。使用工藝夾頭時,卡爪夾緊在工藝夾頭定位心軸1的外圓上,被加工的活塞桿沒有與機床卡爪接觸,完全克服“一夾一頂”方式的缺陷。

圖5 “一夾一頂”工作狀態簡圖
2)圖6是工藝夾頭的“兩頂”法使用狀態,裝夾時不會發生過定位現象,且同軸度很好,加工也方便。裝夾時頂尖不能頂得太緊,否則活塞桿因切削時受熱伸長而受到軸向頂力,從而引起變形和降低加工質量。若頂尖頂得較松,則加工時穩定性差,此方式適用于長徑比較小的多臺階軸類的加工。本文介紹的小型活塞桿最終長徑比為9.8,活塞桿外圓、內孔的被加工面是多直徑的臺階形,所以用“兩頂”裝夾方式精加工外圓面。

圖6 “兩頂”工作狀態簡圖
3)圖5、圖6所示的兩種工藝夾頭使用狀態都可用于無遮擋車、磨活塞桿外圓,圖7所示的“一夾一架”用于活塞桿內孔精加工。工藝夾頭配合中心架使用,中心架采用間隔90°的三支承結構,支承材料為HT200,軸向寬度為35~45 mm。3個支承伸出長度小于安裝孔深度的1/2。可依據加工需要把中心架在機床導軌上滑動調整到合適位置。當活塞桿外圓直徑改變后,要在徑向上調整3個支承,必要時可依據被加工面修磨支承面,以滿足加工需要。

圖7 “一夾一架”工作狀態簡圖
2.4 工藝夾頭設計特點
1)工藝夾頭一次裝夾,三種用法。車削夾具及外圓磨夾具屬于同一類型的加工夾具,特點是工作時夾具和工件隨機床主軸一起高速旋轉[4-5]。工藝夾頭始終和活塞桿連接在一起,實現對活塞桿一次裝夾,在車削加工、外圓磨削加工、內孔磨削間周轉,且實現活塞桿在各個工序間周轉時無障礙連續加工,確保精加工后活塞桿外圓、內孔加工質量。
2)工藝夾頭的定位心軸1既有定位功能,又有夾緊功能。心軸上有車削、磨削用的夾持柄;還設計有“兩頂”用的中心孔;心軸的中間部位有用于安裝開口墊圈和帶肩螺母的開口錐槽;心軸右端(如圖3)對活塞桿內孔φ45和部分端面定位。
3)工藝夾頭的壓塊帶著活節螺栓、帶肩螺母能從活塞桿頭部孔中進入并旋轉壓緊活塞桿,壓塊的形狀、尺寸設計要求更高。
4)帶肩螺母反向旋轉兩圈,可以從定位心軸錐槽中拿掉開口墊圈,活節螺栓帶著帶肩螺母、壓塊從心軸開口錐槽中脫出,整個工藝夾頭可以很方便地分為兩部分,操作安全方便。
3 工藝夾頭工作原理
1)壓塊5通過銷子6與活節螺栓4連成一體,活節螺栓4可以在壓塊5的槽中繞銷子6在一定范圍內旋轉;如圖4所示,將壓塊5、活節螺栓4旋轉安裝到活塞桿頭部孔中,轉動活節螺栓4,使圖2所示的壓塊5上端面緊貼活塞桿頭部臺階孔端面。
2)將圖3所示的定位心軸1定位面分別與活塞桿短孔和端面配合給活塞桿定位,以限制其運動;在圖5所示的開口錐槽中安裝好開口墊圈3,擰緊帶肩螺母2,使活塞桿和工藝夾頭連成一體。
3)機床卡盤夾緊定位心軸1的夾持面或由頂尖頂緊其頂尖孔,再配以機床的尾座頂尖或中心架,可以實現圖5、圖6、圖7所示的“一夾一架”、“兩頂”、“一夾一頂”連續無障礙精加工。精車外圓、精磨外圓、精磨內孔等所有工序中,工藝夾頭始終與活塞桿固定連接在一起。
4)加工完成后,反向擰帶肩螺母2兩圈,從定位心軸1開口錐槽中抽掉開口墊圈3,活節螺栓4帶著帶肩螺母2、壓塊5從定位心軸1孔中脫出。從機床上拆掉定位心軸1,活塞桿頭部孔中旋轉退出壓塊5、活節螺栓4,加工完成。
4 結語
飛機小型活塞桿加工的工藝夾頭,壓塊帶著活節螺栓、帶肩螺母從活塞桿孔口進入,然后由壓塊壓緊活塞桿臺階孔端面;工藝夾頭一次裝夾后,可以在車床、外圓磨床、內圓磨床間周轉,完全實現無障礙連續精加工,內孔、外圓達到0.01~0.02 mm的同軸度,安裝、拆卸方便。該結構已經在活塞桿內孔小于φ50 mm的精加工中推廣應用,且獲得國家知識產權局專利證書,專利號為ZL 2020 2 0211131.5。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
