環錠紡自動管紗錠位追溯系統的研發與應用
2022-03-24 09:21:52程慧鵬李加云程衛平
棉紡織技術 2022年3期
程慧鵬 楊 朝 李加云 程衛平 徐 陽
(1.新疆大學,新疆烏魯木齊,830046;2.新疆東純興紡織有限公司,新疆圖木舒克,844299)
為降低設備制造成本以及使用成本,環錠紡細紗機在向集體落紗與超長化方向發展[1],目前新型環錠紡長車錠數一般都在1 000 錠以上,在多錠位中找到有問題的紗錠是環錠紡紗質量攻關的重要內容之一[2]。大部分紡紗企業對細紗環節的質量追溯還依賴于傳統的寫字法、二維條形碼等方法[3],這已經無法達到現代紡織企業對細紗環節實時追溯與精細化管理的要求[4]。隨著物聯網技術的飛速發展,一些企業引進了利用無線射頻識別(RFID)技術的手持式錠位追溯系統[5],這種系統在一定程度上提高了細紗追溯的效率,但停車檢測時間長,需要停車對所有錠位管紗逐一采集,且出錯率高。針對環錠紡細紗長車的特點和上述方法的弊端,本研究采用紅外感應檢測技術與RFID 技術相結合,開發了一套環錠紡自動管紗錠位追溯系統,并在120 臺Zinser 71 型細紗機上進行了實際應用。
1 自動管紗錠位追溯系統架構
自動管紗錠位追溯系統整體架構如圖1 所示。將含有紅外感應裝置和裝有RFID 芯片的電子紗管閱讀裝置集成為一體化檢測讀寫裝置,安裝在管紗(紡滿紗的管子)的落紗傳送區段內。在集體落紗時,排列間隔有序的專用電子紗管在傳送帶傳輸作用下運動并通過集成檢測裝置,當電子紗管進入檢測區,就會觸發紅外感應開關,啟動RFID 讀寫探頭讀取電子紗管的唯一ID 碼并寫入紗管錠位信息,然后把信息存儲到PC 端的紡織檢測軟件數據庫中。管紗在進入絡筒工序后,如果電子清紗器檢測到某個管紗有較多疵點問題,會將其剔除,被剔除的質量不符合規定要求的管紗信息被專用閱讀器讀取后,會按照用戶事先編程設定的選項,自動調動數據處理中心中存儲的生產信息和錠位信息,以信息形式自動發送到指定人員(管理者、技術員、擋車工)手機中的錠位信息管理系統APP 上。工作人員可以快速查找到相應的細紗錠位,精準找到紗疵產生的原因并及時采取解決措施,達到提高細紗質量、減少細紗疵品和提高成品質量的目的,進而提高企業的精細化管理水平。
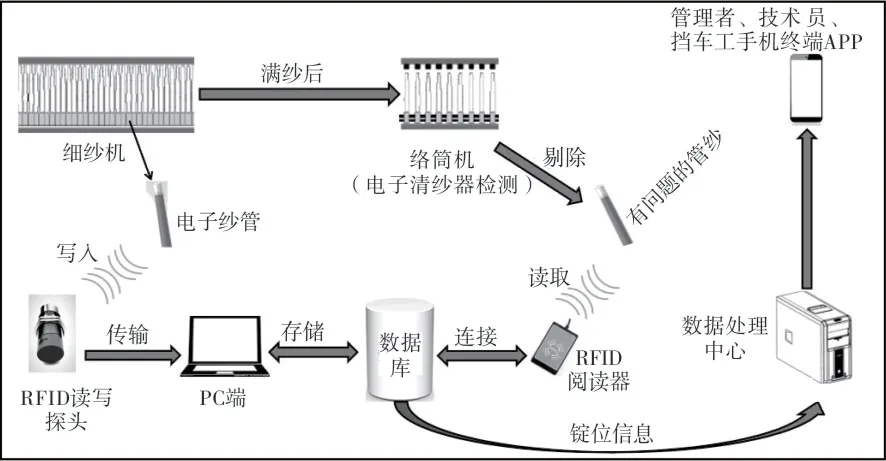
圖1 系統架構
2 細紗機電子紗管自動檢測裝置
2.1 檢測與讀寫
錠位信息檢測是系統進行細紗質量追溯的基礎。利用環錠紡長車的集體落紗系統,將集成了管紗紅外感應和RFID 芯片讀寫的檢測裝置固裝于落紗的管紗傳送區段,檢測時,紅外感應探頭和讀寫探頭互相配合,當裝有RFID 芯片的電子管紗落紗后,在傳送帶的作用下會先進入紅外感應探頭的識別區域,紅外感應探頭檢測到有物體遮擋時會向讀寫探頭發送讀取指令,讀寫探頭會讀取上傳管紗的唯一識別ID 號,并記錄其錠號。值得一提的是,管紗對應錠號的確定主要依賴于紅外裝置的計數功能,紅外裝置只要檢測到有物體經過,即使是沒有插管的空托盤都會被計數1 次,這樣可以確保前面空管或壞管不會影響到后面管紗的實際錠號。
2.2 檢測裝置安裝位置選擇
在實際生產中,檢測裝置安裝位置、檢測范圍、機器故障等因素都會對電子紗管讀寫信息的準確性產生不同程度的影響,其中檢測裝置安裝位置是最重要的影響因素。選擇合適的安裝位置能有效提高系統采集的效率和精準度,并縮小其他因素造成的不良影響。
Zinser 71 型細紗機車頭共有3 處適合安裝檢測裝置,如圖2 所示。位置1 為落紗出口的水平傳送位置,位置2 為傳送斜坡前的水平位置,位置3 為管紗傳送斜坡區域內與斜坡垂直的鐵皮上。一般在機器各部件正常傳動的情況下,都能滿足正常的檢測條件,但機械運轉不可避免會出現一些偶發故障[6]。
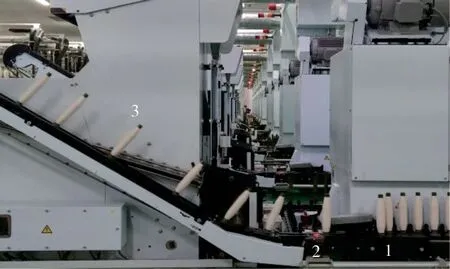
圖2 車頭適合安裝檢測裝置的3 處位置
將檢測裝置安裝于位置1 時,因某些機臺的傳送帶破損,在傳送途中管紗偏離檢測區域,導致某些管紗信息寫入失敗。此外,機器有時候會產生一些偶發性故障而導致管紗停止傳送。當因紗管輸送口堵塞而停止傳送時,如果恰好有管紗停在檢測裝置的紅外檢測區域,檢測裝置會反復讀取,致使采集界面出現若干個空格信息,導致后面錠位信息編號全部出錯。對Zinser 71 型細紗機來說,采集寫入的末個管紗錠位編號本應是1 200,由于空格的出現,末個管紗錠位編號會大于1 200。
將檢測裝置安裝在位置2 時,如果傳送機械發生故障,會一直出現3 個~4 個紗管間緊密相連緊挨著運行,并且速度很快,導致其中有1 個~2個管紗沒來得及被采集,會出現錠位編號錯亂。如錠位編號為10 的管紗,由于前面兩個未被采集,其編號變成了8,造成追溯到的錠號與實際錠號嚴重不符。
將檢測裝置安裝在位置3 后,檢測有序進行。管紗傳送斜坡區域上面的傳送帶有間隔均勻的鉚釘,管紗運行至斜坡后會自動保持均勻間隔,有效避免了管紗偏離檢測區域和紗管間緊密相連緊挨著運行的情況,保證裝置采集信息有序進行。再結合軟件方面,通過優化程序代碼,當出現管紗停滯在檢測區,系統采集到重復的電子紗管ID 信息時,軟件會向檢測裝置發出指令,即自動暫停檢測;待故障解決后,紅外裝置檢測到物體移出檢測區域,且當下一個電子紗管到達檢測區域被紅外裝置檢測到時,解除暫停狀態,恢復正常檢測。有效解決了偶發性故障導致管紗停在檢測裝置的紅外檢測區域而引起錠位信息編號出錯的情況。通過效果對比得出,位置3 是檢測裝置的最佳安裝位置。
3 系統軟件功能和運行流程
實現管紗錠位的自動追溯,開發實用、操作便捷的軟件是必不可少的一部分。該系統軟件包括PC 端的紡織錠位檢測軟件和手機端的錠位信息管理軟件,兩款軟件的數據交互保障了整個系統追溯流程的精準性、實時性和高效性。整個系統軟件的運行流程圖如圖3 所示。
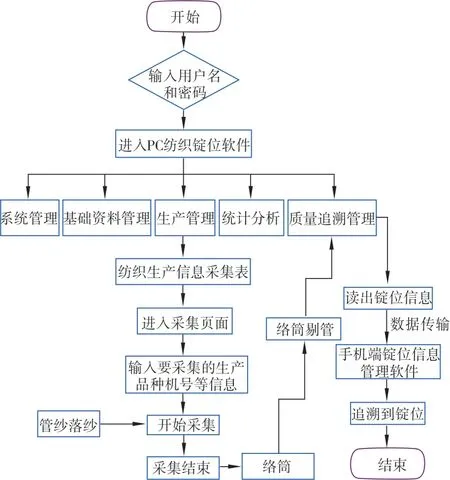
圖3 系統軟件運行流程圖
PC 端的紡織錠位檢測軟件是根據環錠紡長車自動落紗生產特點開發的一款細紗追溯專用軟件。PC 端的紡織錠位檢測軟件功能主要包括用戶管理(對使用人員及密碼進行管理)、系統管理(對車型、車號等基礎數據進行管理)、生產管理(對生產信息采集進行管理)、信息查詢(生產后的信息追溯查詢)、數據傳輸(用于與手機端軟件的數據交互)、問題成因及分析維護、問題統計。這些功能主要應用在落紗→掃描檢測→采集記錄生產信息和錠位→絡筒→報警剔管→記錄報警→掃描查找機號錠位的整個過程中。PC 端系統軟件主界面如圖4 所示。

圖4 PC 主端系統軟件主界面
手機端的錠位信息管理軟件,其主要功能是將PC 端系統軟件檢測記錄的重要生產信息,在第一時間實時發送到車間管理者和擋車工的手機上,以便于快速找到相應機號的錠位,及時檢查并解決該錠位引起不良紗疵的隱患。
4 系統應用效果
針對新疆東純興紡織有限公司的實際生產情況,我們對自動管紗錠位追溯系統進行了優化完善和改造升級,將改造后的系統在該公司120 臺(14.4 萬錠)Zinser 71 型細紗機上進行了應用,具體應用效果如下。
(1)檢測準確度高、效率快。為了保證追溯的效率和準確度,除了選擇最佳安裝位置外,應用時發現,細紗車間已有電子設備的一些信號源會對電子標簽信息傳遞產生一定干擾。因此,綜合考慮細紗機錠位空間大小特性,對標簽天線形狀、超高頻RFID 的防碰撞算法等進行研究,通過研究標簽檢測裝置電路阻抗與高頻特性關系特征,優化功率模型,實現了高速、可靠檢測。在檢測時,電子紗管能夠在2 cm~4 cm 內被準確檢測讀取,讀取速度為1 個/s 以上。該機型每臺車有1 200個電子紗管,在遭遇故障的最壞情況下,最多有1個~2 個紗管出現讀取失敗的情況,且不會對其他紗管和對應的錠位產生影響,讀取準確率達到99.8%以上。
(2)降低了人工成本,提高了細紗追溯效率。早期,該企業是通過寫字法,用鉛筆在普通紗管上標記錠位信息,一臺細紗機1 200 個紗管,需要在停車狀態下10 人同時進行寫字標記。引入手持式管紗錠位追溯系統后,1 個人在停車狀態下檢測一臺車需要30 min。應用自動管紗錠位追溯系統后,檢測過程中不需要人為干預,不需要停車檢測,可實現自動檢測;正常情況下,1 個人可以同時管理10 臺車的追溯檢測工作,只需在檢測時巡查是否出現故障問題,大幅節省了人工成本。
(3)減少了疵管數量和原料的浪費。應用自動管紗錠位追溯系統后,可及時追溯絡筒剔管對應的壞錠,并解決該錠位引起不良紗疵的隱患,顯著減少了疵管數量。以平均每1 200 個管紗5 個疵管的檢出率計算,有效杜絕了這5 個疵管對應錠位的質量隱患,明顯減少了紗疵造成的原料浪費,提高了生產經濟效益。
(4)降低了紗疵數量,提升了紗線質量。據統計,在120 臺Zinser 71 型細紗機上,該系統安裝前由絡筒電子清紗器檢測出的紗疵數量為39 781個/月;安裝該系統穩定運行3 個月后,由絡筒電子清紗器檢測出的紗疵數量為26 936 個/月。由數據對比可以看出,應用該系統后,每月紗疵數量明顯減少,紗線品質得到提升。
5 結語
本研究針對環錠紡長車的特點和目前企業細紗疵點追溯方法的不足,利用紅外感應檢測技術與RFID 技術,結合絡筒工序電子清紗器的疵點檢測結果,開發了一種環錠紡自動管紗錠位追溯系統,并根據實際生產特點,對系統進行了硬件(檢測裝置)改造和軟件開發,最終在120 臺Zins?er 71 型細紗機上進行了初步應用。實踐結果表明,該系統應用效果良好,檢測效率快、準確度高,降低了追溯的人工成本,提高了疵點紗管的追溯效率,減少了原材料的浪費,降低了紗疵的數量,提升了紗線的品質。該系統的初步應用雖取得了較好成效,但仍需要不斷在實際生產應用中吸取經驗,對系統進行升級改造,充分發揮物聯網技術的先進性,以響應紡織產業智能制造的發展方向,向更多的紡織企業推廣,努力為紡織產業向高技術水平發展起到良好的促進作用。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34