HC冷連軋機彎輥力飽和分析及調(diào)控策略
2022-03-24 07:15:34周一林
鋼鐵釩鈦 2022年1期
周一林
(攀鋼集團攀枝花鋼釩有限公司冷軋廠,四川 攀枝花 617023)
0 引言
攀鋼集團攀枝花鋼釩有限公司冷軋廠采用四機架六輥HC 軋機生產(chǎn)冷軋板卷、熱鍍鋅板卷、彩涂卷、冷硬卷四大系列近百個不同規(guī)格的產(chǎn)品,產(chǎn)品廣泛應用于家電、建筑、門業(yè)、汽摩配等制造行業(yè)[1]。HC 軋機是在四輥軋機的基礎上增加一對中間輥,且中間輥可沿軋輥軸向移動,可改變工作輥和支撐輥的接觸應力狀態(tài),消除有害的接觸應力,使工作輥彎曲減小,具有良好的板凸度和平直度控制能力。近年來用戶對板形質(zhì)量的要求不斷提高,其中門業(yè)用戶普遍要求浪形高度不大于2 mm,而冷軋實際板形大多在±10 IU(相當于不平度0.64%)[2],普冷產(chǎn)品浪形高度多數(shù)也在2 mm 以上,板形質(zhì)量提升的難點在于末機架彎輥力時常處于飽和狀態(tài),工作輥彎輥缺乏調(diào)控余量,導致板形缺陷很難消除或降低。為此,攀鋼立項開展HC 軋機板形質(zhì)量攻關,針對末機架彎輥控制優(yōu)化了工作輥輥型,通過理論研究、仿真模擬和工業(yè)試驗,大幅度降低了末機架工作輥彎輥力,增強了板形調(diào)控能力,板形質(zhì)量明顯改善。
1 彎輥力飽和現(xiàn)象
對末機架工作輥為平輥時軋制的PDA 數(shù)據(jù)進行分析,可以發(fā)現(xiàn)在軋制出口厚度1.0 mm 及以下規(guī)格時,工作輥彎輥力處于15 MPa 以上的軋制時間高達50%以上,如圖1 所示。由于現(xiàn)場工作輥彎輥最大工作壓力為18 MPa,末機架彎輥力長期持續(xù)處于極限壓力位,一方面增加了設備的工作負荷,容易產(chǎn)生彎輥缸內(nèi)泄問題,另外也直接導致板形調(diào)控能力不足。

圖1 平輥軋制薄規(guī)格時工作輥彎輥力分布Fig.1 Bending force distribution of work rolls when rolling thin gauges with flat rolls
對現(xiàn)場459 卷熱軋來料凸度進行統(tǒng)計(見圖2),發(fā)現(xiàn)熱軋來料凸度整體偏小,熱軋凸度目標控制范圍為30~70 μm,而統(tǒng)計卷凸度均值為37.7 μm,中位數(shù)為33 μm,大于70 μm 和小于30 μm 的比例分別為1.31%和38.56%,介于30~70 μm 的比例為60.13%。結果表明,熱軋來料凸度控制總體偏小、分布又較廣的特點,反映出熱軋凸度控制能力偏弱。
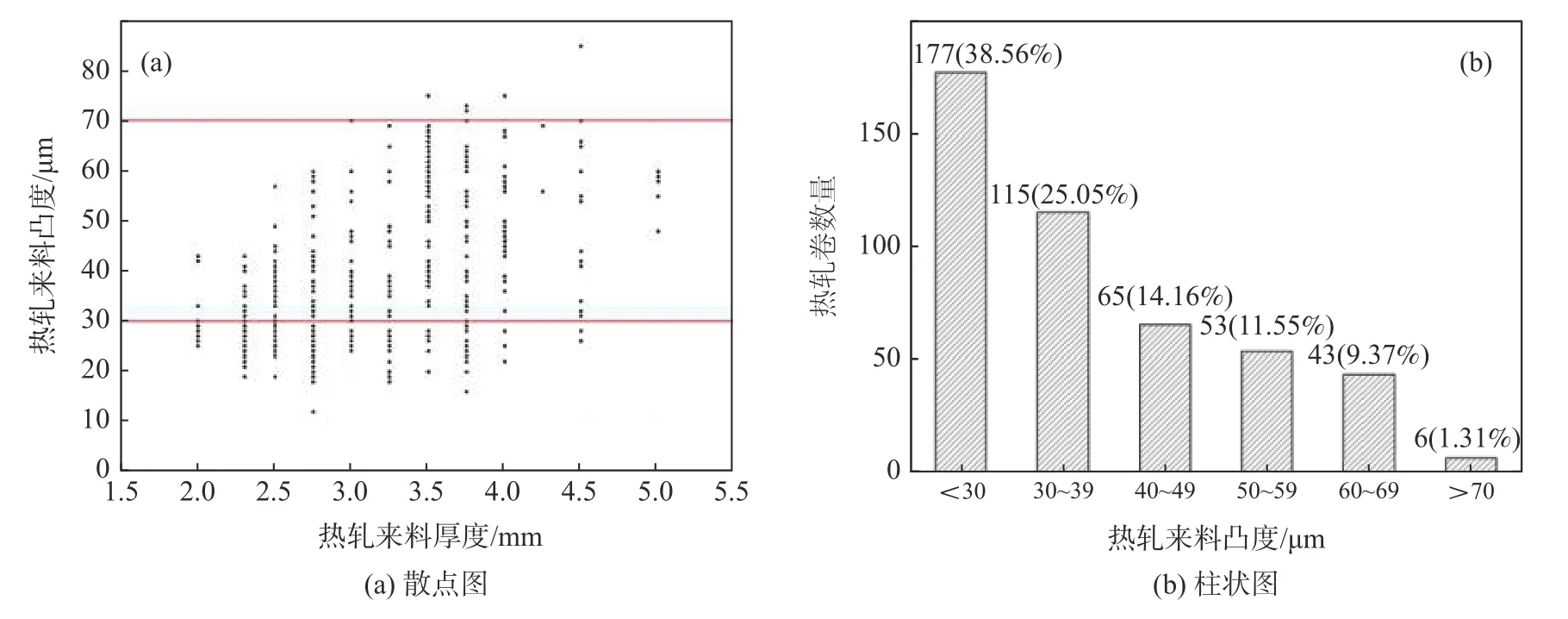
圖2 熱軋來料凸度統(tǒng)計Fig.2 The crown statistics of the hot rolled material
另外,在酸洗出口觀察熱軋板形多為邊浪,操作工為防止軋件跑偏,常在S1 機架施加12 MPa 左右的正彎以獲得微中浪,S2 和S3 機架為防止邊裂,彎輥力一般設置在5 MPa 左右,最終在S4 機架入口形成較為復雜的來料斷面形狀,與S4 機架的承載輥縫形狀不匹配,容易產(chǎn)生邊浪,如圖3 所示。因此末機架常施加大彎輥力來減輕邊浪[3]。
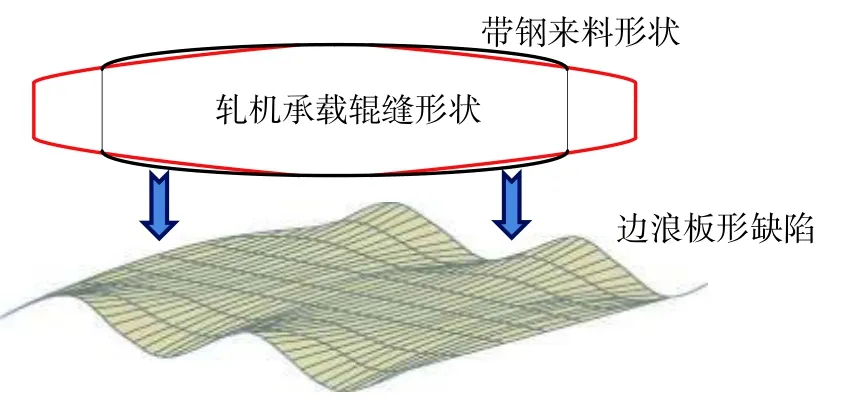
圖3 帶鋼來料與末機架承載輥縫形狀Fig.3 Strip steel incoming material and the shape of the roll gap of the final frame
末機架彎輥力達到飽和時,現(xiàn)場也常采用中間輥負竄的方法來降低彎輥力,即將中間輥竄入端竄到板寬以內(nèi)(見圖4),但竄入量不能太大,否則容易引起工作輥局部磨損。在目前依據(jù)工作輥輥期由寬到窄編排軋制計劃的情形下,雖然不易引起輥期內(nèi)鋼卷外觀質(zhì)量,但容易造成下一輥期軋制寬規(guī)格帶鋼時表面出現(xiàn)寬窄印缺陷。
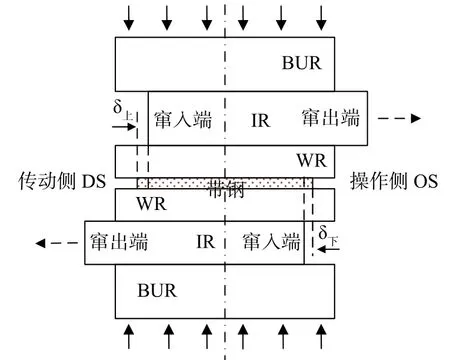
圖4 中間輥負竄示意Fig.4 Schematic diagram of the negative channel of the middle roller
2 工作輥輥型設計
為消除末機架工作輥彎輥力飽和,減小中間輥負竄現(xiàn)象,同時增大彎輥力調(diào)控范圍以提升板形控制水平[4],特將末機架工作輥輥型設計為“五段式凸度輥”,如圖5 所示。輥型參數(shù)由中部凸度C1、邊部凸度C2、端部凸度C3及相應的長度參數(shù)L1、L2和L3構成。其中中部凸度C1用于控制中浪和肋浪,邊部凸度C2用于控制肋浪和邊浪,端部凸度C3用于控制邊浪[5],L3實為工作輥輥面長度,C1、C2和C3凸度值是根據(jù)設計經(jīng)驗并結合影響函數(shù)法來確定初值,L1和L2初值是利用2020 年現(xiàn)場板形歷史數(shù)據(jù),通過基于網(wǎng)格和密度的數(shù)據(jù)聚類方法[6]確定出雙肋浪作用范圍而給出的。工作輥輥型參數(shù)通過多輪在線輥型試驗和板形指標改善效果判定進行持續(xù)優(yōu)化并最終定型。
為使上述五段式輥型連續(xù)光滑,結合現(xiàn)場磨床的輥型加工能力,根據(jù)圖5 中七個特征點的坐標,將輥型擬合為六次多項式曲線。首先以(0,C3),((L3-L2)/2,C2),(L3,C3)三點構造二次函數(shù)y′=以 ((L3-L2)/2,C2),((L3-L1)/2,C1),((L3+L2)/2,C2)三點構造二次函數(shù)以((L3-L1)/2,C1),(L3/2,0),((L3+L1)/2,C1)三點構造二次函數(shù)接著在輥面長度范圍[0,(L3-L2)/2]和[(L3+L2/2),L3]內(nèi)分別以二次函數(shù)y′均勻生成N 組數(shù)據(jù),在[(L3-L2)/2,(L3-L1)/2]和[(L3+L1)/2,(L3+L2)/2] 長度范圍內(nèi)分別以二次函數(shù)y′′均勻生成N 組數(shù)據(jù),在[(L3-L1)/2,(L3+L1)/2] 長度范圍內(nèi)以二次函數(shù)y′′′均勻生成2 N組數(shù)據(jù);最后采用最小二乘法將上述6 N 組數(shù)據(jù)進行六次多項式擬合,即:
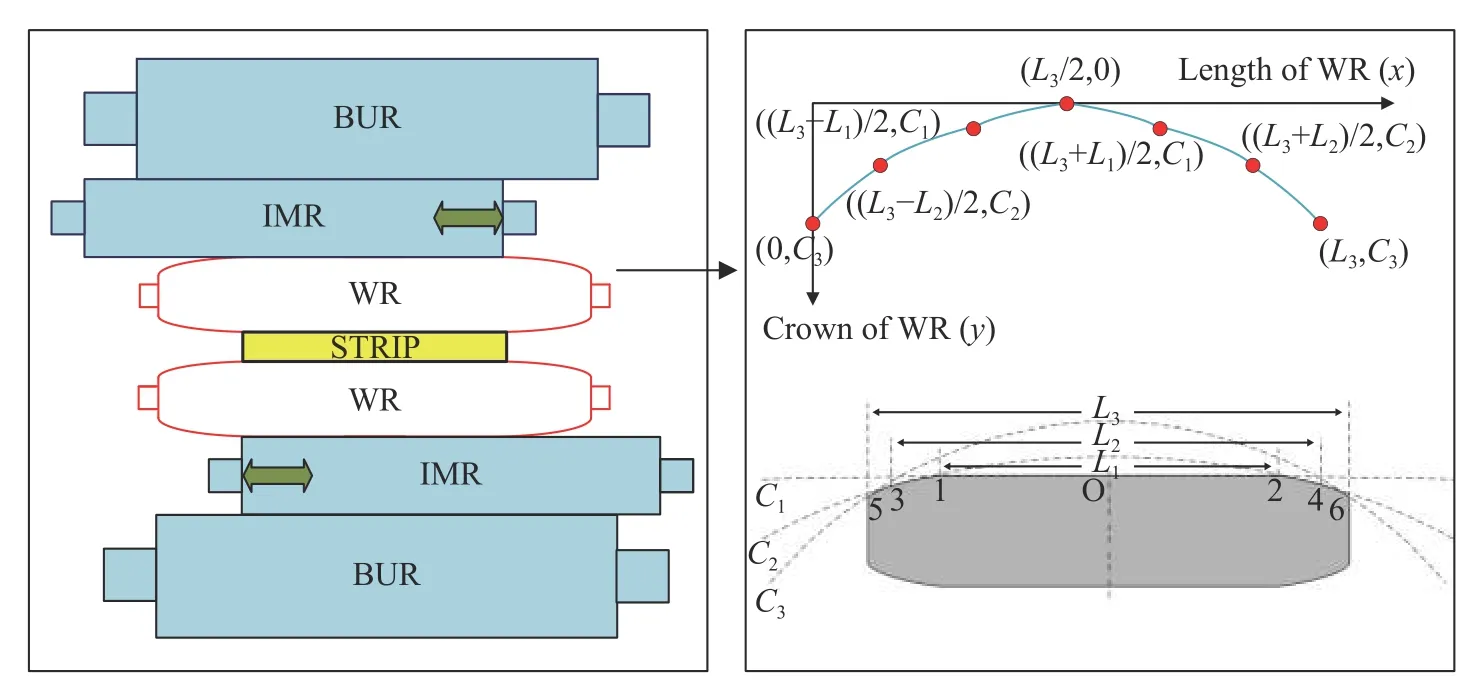
圖5 多段式工作輥輥型示意Fig.5 Schematic diagram of multi-segment work roll profile

式中,y為工作輥半徑差,x為工作輥輥面長度橫向坐標,a0~a6為回歸系數(shù)。
3 輥型參數(shù)對板形的影響分析
為掌握凸度輥輥型參數(shù)變化對板形的影響,基于正交試驗法確定輥型參數(shù)的變化范圍(見表1),對每一組輥型參數(shù)可采用影響函數(shù)法[7-8],計算出如表2 所示的軋制參數(shù)下的板形變化,如圖6 所示。
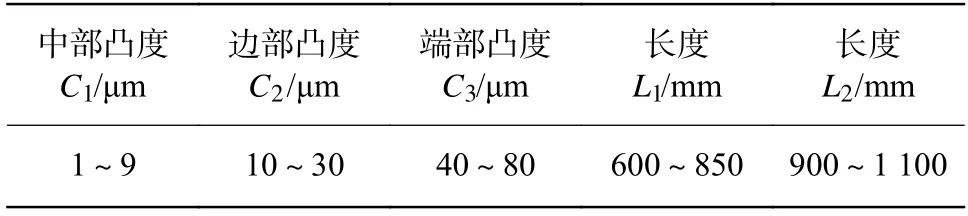
表1 輥型參數(shù)變化范圍Table 1 Variation range of roll contour parameters

表2 板形計算用軋制參數(shù)示例Table 2 Rolling parameters for flatness calculation

圖6 輥型參數(shù)變化對板形的影響Fig.6 The influence of the change of roll shape parameters on the shape of the plate
由圖6(a)可見,當其他參數(shù)不變時,隨著中部凸度C1值的增大,帶鋼板形逐漸由雙肋浪向中浪轉(zhuǎn)變,帶鋼邊部浪形無明顯變化;由圖6(b)可知,隨著邊部凸度C2值的增大,雙肋浪形狀沒有發(fā)生變化,但中部和邊部壓應力明顯增大,為保持應力平衡,端部拉應力也逐漸增大;由圖6(c)可知,端部凸度C3對中浪和肋浪均無明顯影響,隨著C3值的增大,端部平直度負值逐漸減小,即拉應力逐漸增大;由圖6(d)可知,隨著L1長度的增加,帶鋼板形逐漸由中浪演變?yōu)槔呃耍瞬繜o明顯變化;由圖6(e)可知,L2長度的變化并沒有改變肋浪形狀,但隨著L2值的增大,肋浪浪高逐漸減小并且邊浪開始增大。
綜上所述,輥型參數(shù)C1和L1可調(diào)控中浪缺陷,C1、C2、L1和L2可調(diào)控肋浪缺陷,C2、C3和L2可對邊浪進行調(diào)控,而軋制品種、軋制厚度和寬度規(guī)格的變化將產(chǎn)生不同的板形缺陷,因此需要通過輥型試驗,根據(jù)板形指標變化情況來確定較佳的輥型參數(shù)。
4 在線輥型試驗
在線輥型試驗時,末機架工作輥曾選用最大凸度為20 μm 的六次多項式輥型先后對78 卷罩退料和116 卷鍍鋅料進行了三個輥期軋制,軋制厚度為0.5~2.5 mm,軋制寬度為840~1 142 mm。同時也收集了末機架工作輥采用平輥軋制的53 卷薄規(guī)格鋼卷(軋制厚度≤1.0 mm,寬度930~1 059 mm)和37 卷厚規(guī)格鋼卷(軋制厚度>1.0 mm,寬度905~1 055 mm)的軋制參數(shù)和板形數(shù)據(jù)。對凸度輥與平輥軋制時的末機架工作輥彎輥力變化范圍進行統(tǒng)計和對比,如圖7 所示。圖中A、B 分別代表平輥和凸度輥軋制厚度大于1.0 mm 的厚規(guī)格帶鋼情形,而C 和D 分別代表平輥和凸度輥軋制厚度小于等于1.0 mm 的薄規(guī)格帶鋼情形。
由圖7(a)可見,相較平輥而言,利用凸輥軋制薄規(guī)格帶鋼時S4 機架彎輥力降低3~7 MPa,軋制厚規(guī)格帶鋼時彎輥力減小3~6 MPa。顯然,凸度工作輥的應用改變了末機架輥縫區(qū)邊部形狀,可降低帶鋼邊部的壓應力,從而富余彎輥力,可確保工作輥彎輥處于較佳的調(diào)節(jié)位置,保持對板形缺陷的調(diào)控能力。由圖7(b)可見,采用凸度工作輥后,中間輥竄輥值也相對增大了10~20 mm,這也表明操作工通過中間輥負竄來富余彎輥力的情形也降低了,末機架竄輥值更多設置在正常竄輥位置(半板寬+20 mm),有利于降低工作輥局部磨損,使得工作輥磨損更均勻,也就避免了板面寬窄印缺陷的產(chǎn)生。
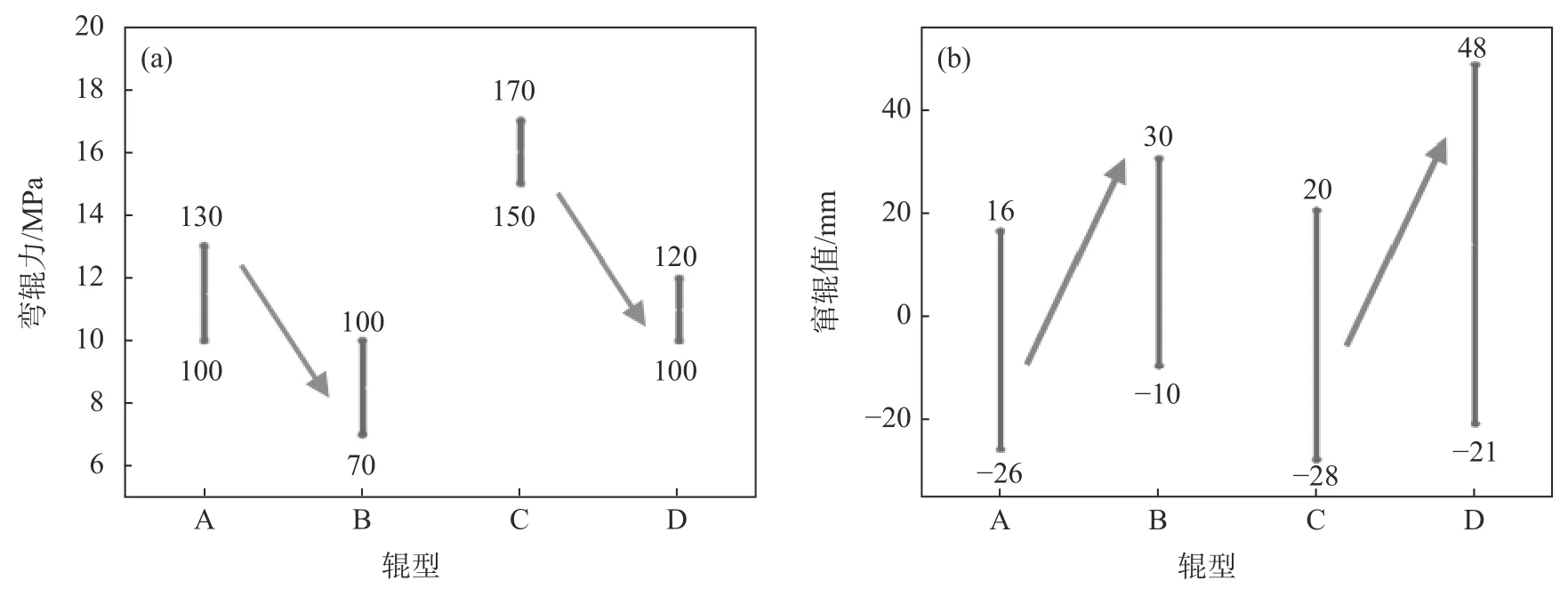
圖7 平輥與凸輥軋制力與竄輥值對比Fig.7 Comparison of rolling force and roll shifting value between flat roll and convex roll
5 結論
1)HC 冷軋機組末機架彎輥力飽和主要是因為熱軋來料凸度偏小,使得來料形狀與承載輥縫形狀不匹配,為避免邊浪的產(chǎn)生,對工作輥施加較大的初始彎輥力,導致板形缺陷調(diào)控時彎輥力明顯不足。
2)將末機架工作輥設計為五段式變接觸凸度輥型,采用凸度參數(shù)C1、C2、C3,長度參數(shù)L1和L2來表征輥型,可顯著增強輥型調(diào)整的柔性。輥型參數(shù)C1、L1主要影響帶鋼中浪缺陷,C1、L1、C2、L2主要影響帶鋼肋浪缺陷,C2、C3主要影響帶鋼邊浪缺陷。
3)在末機架應用凸度工作輥,可明顯增大工作輥彎輥力的調(diào)節(jié)能力,消除彎輥力飽和現(xiàn)象,同時可促使中間輥竄輥更多設置在正常位置,有利于降低工作輥局部磨損,避免板面寬窄印缺陷的產(chǎn)生。
