工業機器人在汽車零部件生產中的應用
2022-03-23 12:38:26陳艷CHENYan李占林LIZhanlin李彥鑫LIYanxin谷興文GUXingwen
內燃機與配件 2022年6期
0 引言
機器人是衡量科技創新和制造業水平的標志。“機器人革命”有望成為“第三次工業革命”的一個切入點和重要增長點,將影響全球制造業格局。機器人是“制造業皇冠頂端的明珠”,其研發、制造、應用是衡量一個國家科技創新和高端制造業水平的重要標志。習近平總書記提出不僅要把技術水平提高上去,而且要盡可能多地占領市場。錦州立德減振器有限公司專業從事汽車減振器及零件研發、制造、銷售。公司為了適應減震器規模化生產,解決單調、重復的體力勞動和提高生產質量。于是計劃用一套焊接機器人代替人工作業。隨著現代科技的不斷前進,工業機器人融合了機械、控制、傳感檢測等多門學科。對于傳統的生產企業來說是一個新技術。將工業機器人應用到汽車零部件生產過程中具有如下優點:
①企業生產成本的縮減。工業機器人與傳統的人工不同,工業機器人是先進的智能制造設備,設備不需要吃飯、休息等需求,可以代替人類全天無間斷生產。例如在廠房臟亂的條件中進行復雜的、重復的搬運任務。若是利用人員來操作,則需要幾個甚至幾十個員工,而設備不一樣,只需一個人維護一臺或者多臺工業機器人即可完成復雜、重復乏味的搬運操作,為生產企業節省了人工成本。另外,工業機器人是由程序控制的。選擇適用于生產任務要求的機械手會減小廢品的出現,提高了產品的合格率。
②提高產品的生產效率。由于工業機器人是智能制造設備,機器人的運行程序編寫完成之后,可以無限次重復再現運行。所以生產單件產品所耗費的時間是固定的,而人工則不同,如人員自身操作設備的熟練程度、身體情緒狀態等原因,則會導致單件產品的耗時不同。同時人工作業,生產出的產品品質各不相同,產品的成品率較低,造成原料的浪費。而機械手設備則不同,生產成品效率較人工更高。
③安全系數較高。目前很多企業的很多崗位都需要實行24小時倒班制度,根據實際情況分時段安排人員值班,以實現24小時不落崗的生產經營方式。但倒班制首先應解決人員的配置問題。并不是所有人都喜歡晚上或通宵工作,而且喜歡的人還不一定能適應。如果班次倒得太頻繁,人的生物鐘就會失控,直接影響正常的睡眠質量,甚至因為疲勞出現工傷事故。使用機器人作業只要人員遵守安全操作規則,不進入工業機器人的干涉區則不會出現安全事故,減少人員傷亡。
于是錦州立德減振器有限公司與遼寧理工職業大學合作對機器人進行配置,安裝、調試、將機器人投入到生產線中代替單調的、重復的體力勞動進而提高生產效率和現代化生產水平。
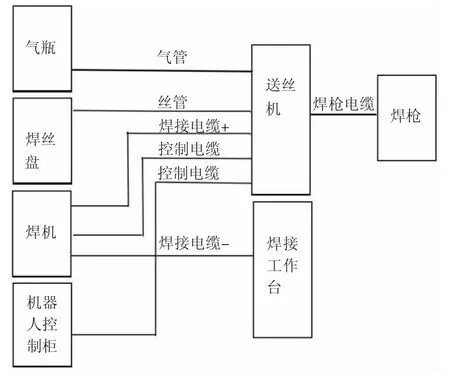
弧焊機器人各單元間的連接包括焊機和送絲機,焊機和焊接工作臺,焊機和加熱器,送絲機和機器人柜,焊槍和送絲機,氣瓶和送絲機氣管等。
1 工作站系統組成及各單元間的連接
1.1 工作站系統組成
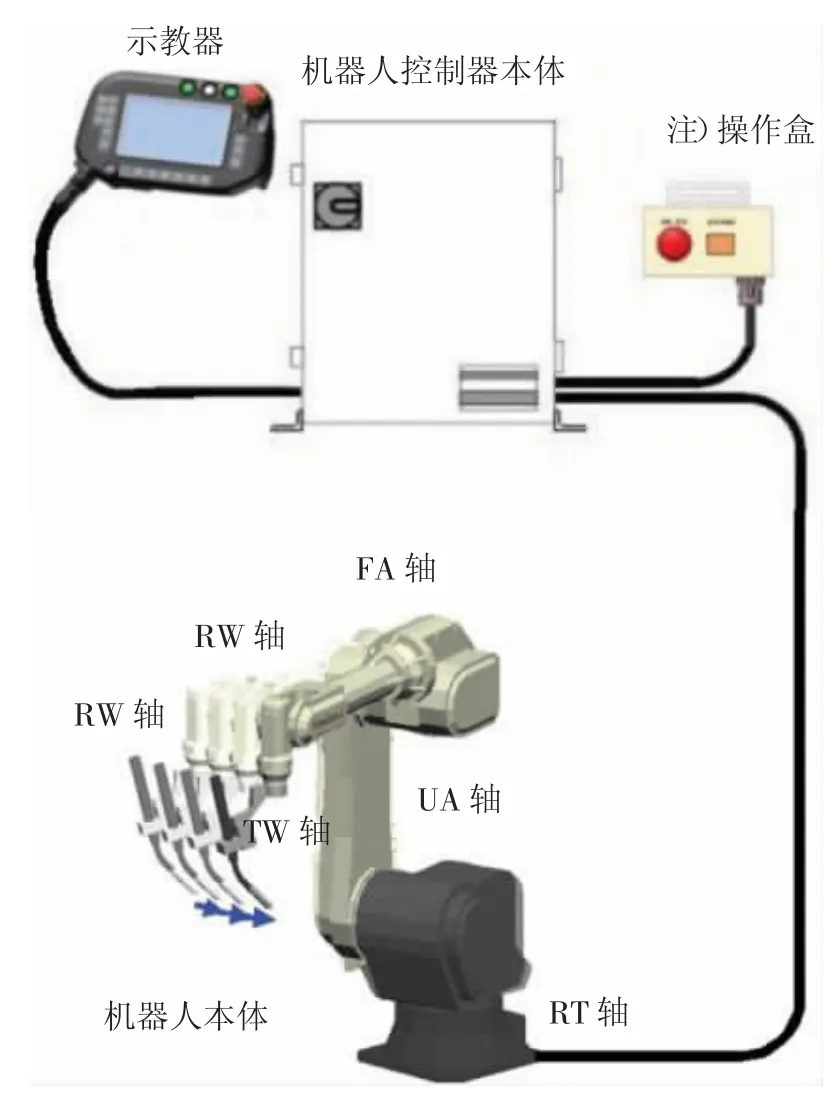
本工作站采用Panasonic弧焊工業機器人,配有控制柜和示教編程器。如圖1所示,通過控制柜連接示教盒和機器人。控制柜里有著內置PLC,可以控制一定的輸入輸出。示教盒是機器人的人機界面,通過示教盒,操作員可以查看機器人的工作狀態、修改運行參數、編輯運動程序等工作。
③焊接保護氣。
本工作站系統中弧焊系統是各外圍設備中最重要的一環。包括焊接專用電源、送絲機構、焊槍、剪絲器、焊槍清理裝置、保護氣裝置。這些設備在機器人控制柜的控制下與機器人系統配合完成弧焊任務。
是以陶鈞文思,貴在虛靜,疏瀹五藏,澡雪精神,積學以儲寶,酌理以富才,研閱以窮照,馴致以懌辭,然后使玄解之宰,尋聲律而定墨;獨照之匠,窺意象而運斤,此蓋馭文之首術,謀篇之大端。[14](P493)
①焊接電源。
焊接電源是弧焊系統中最重要的設備,因為焊接電源的性能強烈影響著焊接質量。一臺能夠精確控制電壓電流的焊接電源肯定能更好的控制焊接質量。系統采用Panasonic YD-350GL機器人專用焊接電源,能與機器人控制柜通過IO通訊,焊接信號及焊接參數通過控制柜傳遞給焊接電源。
②送絲機構。
送絲機構保證在焊接過程中,不斷均勻送入焊絲以補充焊絲的消耗,在送絲過程中,送絲機應保證送絲的穩定均勻,否則容易卡住送絲機造成送絲困難,影響焊接質量。送絲機綁定在機器人上,其大小重量對機器人的空間運動有著一定的影響,太大和太重的送絲機往往增大了機器人的負荷,增大運動慣性,因此降低了機器人運動時的穩定性和精確性。在焊槍工作一段時間后,焊槍內部可能存在一些飛濺,為了保證焊接質量,需要定期清理飛濺。
機器人工作站的外圍設備是十分豐富和復雜的,為了滿足不同的作業要求,推出了各種各樣的外圍設備,如果沒有這些豐富的外圍設備,只有一臺機器人,將沒有任何實際應用價值,也無法完成一些具體的工作任務。這些外圍設備都是根據作業內容、工件類型、質量要求等參數配備的。外圍設備配備的好壞很大程度上影響著機器人的工作效率。是工作站系統設計中不可缺失的一環。
焊接保護氣目前使用較多的是二氧化碳保護氣和氬保護氣,這兩種保護氣有各自的優缺點。由于二氧化碳氣體熱物理性能的特殊影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷。因此,與MIG焊自由過渡相比,飛濺較多。但如采用優質焊機,參數選擇合適,可以得到很穩定的焊接過程,使飛濺降低到最小的程度。由于所用保護氣體價格低廉,采用短路過渡時焊縫成形良好,加上使用含脫氧劑的焊絲即可獲得無內部缺陷的高質量焊接接頭。因此這種焊接方法目前已成為黑色金屬材料最重要焊接方法之一。使用Ar保護氣時,惰性保護氣體不參與熔池的冶金反應,適用于各種質量要求較高或易氧化的金屬材料,如不銹鋼、鋁、鈦、錯等的焊接,但成本較高。也有保護氣體以氬為主,加入適量的二氧化碳(15~30%)或氧(0.5~5%)。與二氧化碳氣體保護焊相比,這種保護焊焊接規范較寬,成形較好,質量較佳;與熔化極惰性氣體保護焊相比,熔池較活潑,冶金反應較佳。
1.2 各單元間的連接
該項目在松下焊接工業機器人的基礎上,通過示教編程實現了焊接作業。將焊槍移至生產設備實施焊接,提高了生產效率,減輕了操作者繁重的體力勞動。一個完整的工業機器人弧焊系統是由工業機器人、焊槍、焊機、送絲機、焊絲、焊絲盤等組成,要想使焊接機器人完成焊接作業適用于生產,就必須要解決以下難點:
完成上述工作后,連接焊機電源,接入焊絲和保護氣體,即可進行焊接。完整焊接系統接線示意圖如圖2所示。
1.3 夾具的設計
3.5 金屬蛋白酶結構域10(ADAM10) 去整合素和ADAM10是APP剪切的主要α分泌酶,能阻止Aβ產生[27]。ADAM10過表達能預防淀粉樣病變和提高長時程增強作用及學習記憶功能[28]。ADAM10中罕見的編碼變體與晚發家族AD相關。沒有關于ADAM10與自噬和AD相關的報道,但最近一則報道指出在內皮細胞中ADAM10可以被自噬調節,反過來調節小鼠對內皮ADAM10相關疾病狀態的敏感性[29]。因此,有可能ADAM10在神經元和神經膠質細胞也可以被自噬調節。神經元和膠質細胞ADAM10的自噬調節及AD相關的ADAM10變體對自噬的影響需要在將來的研究中得到闡明。
其次,運用大數據技術進行信息綜合推動財務內控管理的發展。在企業生產、經營、決策中,信息具有至關重要的作用,信息的不對稱是企業在經營中無法做出正確的決策的重要影響因素。而信息又是隱藏在數據中的,如何獲取足夠的數據,并對其進行深入的分析成為提高企業決策能力的關鍵所在。在進行企業財務內控管理的時候,通過大數據技術可以對企業外部信息以及企業內部的財務信息進行綜合,為財務管理對于提供數據支持,使其更加有效地對于企業的經營成本進行管理和控制,提高財務管理和控制的水平和效率,從而真正發揮出企業財務內控管理的作用。
③精度要求:設計夾具時,需要滿足加工的制造精度,同時夾具固定時也許考慮安裝精度,以及夾具的合理布局等因素。
①保證可靠性:人工裝配時需要考慮待焊減震器工件是否可靠夾緊,焊接作業時減震器工件是否受到夾具的擠壓變形等情況。
②可制造性:夾具設計時需要考慮夾具的材質,減少加工成本的支出。
在“互聯網+”時代,基層黨支部雖然能夠充分利用網絡優勢尋找黨支部工作創新的新的切入點,一定程度上激活黨支部,但目前醫院黨建工作建設在研究和構建“互聯網+黨建”進程中缺乏頂層設計。一是缺乏整體性。雖然有的醫院建立了智慧黨建平臺,有的地區也建立智慧黨建平臺,但缺乏整體規劃來進行統籌協調,很容易造成資源的零散分布;二是缺乏基礎性。當前對于黨建的研究主要集中于黨支部建設信息化、黨務信息化,“互聯網+黨建”是一種新的工作方法和工作理念,黨支部工作的創新主要源于“互聯網+”技術與黨建的融合。
18個題項均采用李克特七分量表進行,按照從1到7的順序排列,其中1表示“非常不同意(或非常不愿意)”,7表示“非常同意(或非常愿意)”。問卷主要由品牌真實性、網絡口碑、顧客價值共創意愿以及被調查者的基本信息共4部分內容構成。
很快,日軍的江岸陣地被夏國忠的連隊占領。緊接著后續部隊像潮水一樣涌過來。夏國忠把陣地交給后續部隊,帶著他的突擊隊朝鐵路壩方向的東山寺攻擊前進。
該類偉晶巖分布無規律,一般距離巖體較遠,礦體形態復雜,呈脈狀側列產出,具分支復合現象,其交代作用強烈,具有明顯的鈉長石化、云英巖化和絹云母化。該類偉晶巖具有鈮鉭鋰礦化。
2 弧焊機器人信號設定
通訊與I/0在機器人工作站中是十分重要的一環,將機器人工作站的各組成部分協調起來,保持工作站有序穩定的工作,在機器人工作站的系統編程中,正確處理好各I/0端口的信號是關鍵所在。機器人控制柜的I/0端口是進行工作站系統設計時必需要了解的一塊,在機器人控制柜中,有著一個機器人專用的PLC,機器人的內部信號必須通過該PLC的端口映射到通用輸入輸出端口,與外部設備(包括外部控制器)進行銜接。
設計減震器夾具時,運用Solidworks軟件進行夾具三維模型設計,Solidworks軟件是當前設計制造領域流行的一款三維設計軟件,其應用涉及汽車制造、機器人、數控機床等眾多領域。設計步驟包括草圖繪制、零件建模、裝配體設計、工程圖、運動分析等。將相關數據標注到二維工程圖中,生成工程圖紙。
為了完成弧焊機器人與生產線的系統集成,必須根據板卡的地址情況進行信號的分配。主要信號有數字輸出信號和數字輸入信號。針對于本項目,解決好工業機器人與自動化生產線成套設備之間的交互是生產過程的關鍵部分。將待焊工件安裝到A夾具之后,點擊開始按鈕,機器人夾持焊槍運動到設定姿態,機器人系統發出指令焊接電源開始焊接。同時,工人在B夾具上安裝工件,待焊接完成,機器人夾持的焊槍移開,回到初始點位置,點擊變位機旋轉按鈕,B夾具重復A夾具的作業動作,A、B夾具上的工件交替焊接。我們根據生產需求對各個設備接口進行重新定義,統一分配,以滿足通信要求,對整個系統的信息流進行綜合,然后再控制各個設備按流程運轉。自動化生產線通過傳感器與機器人連接,每個工位上都裝有傳感器,用于檢測工件位置,當傳感器檢測到某個工位上有信號時機器人啟動焊接作業,焊接完成之后進行下一工位工件的焊接作業,進而實現自動化生產線與工業機器人之間的信號交互。
3 程序的編制
該項目的焊接機器人屬于示教再現式工業機器人,主要由控制器和示教盒等構成。機器人示教編程是操作者與機器人之間的主要交流界面。操作者通過示教編程器對機器人進行各種操作、示教、編制程序,并可直接移動機器人。
3.1 對機器人的路徑進行規劃
在編寫程序的過程中為了避免機器人碰撞和姿態方面的問題,我們需要對機器人的路徑進行規劃,在選擇機器人的運行軌跡和操作方法時,采用示教點的方法,即在機器人的運行軌跡上設置一些關鍵點,主要包括拾取點Pick,放置點Place、程序起始點Home、安全點等等,通過這些關鍵點能夠大致確定機器人的運行路線。示教時,操作人員通過示教盒操作機器人本體,使其末端運動至所需的軌跡點,記錄該點時各關節伺服電機編碼器信息,并通過命令的形式確定運動至該點的插補方式、速度、精度等,然后由機器人控制器按照這些命令查找相應的功能代碼并存放到某個指定的示教數據區去。示教時示教盒可以通過幾種坐標系來控制機器人的規則運動。從而到達程序登錄點,常用的幾個坐標系如下:
針對汽車產業減震器的特點,對汽車減震器的焊接工序進行分析,主要包括弧形焊接作業和直線焊接作業,根據以上3點要求設計適合汽車減震器的工裝夾具,以便精確定位減震器工件。夾具設計時需要滿足以下要求:
①關節坐標建立在各運動關節,示教時可以單獨控制各個關節的擺動或回轉。這種坐標運動方式往往用于機器人的快速移動。
1)增加課堂上信息量的輸入。可以根據四、六級考試的需要,在每節課安排5分鐘左右與主題相關的英文視頻,讓學生欣賞,營造輕松愉快的學習環境,然后讓學生抓住關鍵詞或短語,并用簡單的語言概括其主要內容。
②使用直角坐標時,可以控制機器人工作點做水平和上下移動和轉動,這種方式能夠很好的控制焊槍姿態,因此在示教中應用廣泛。
③工具坐標建立在工具端點,由于其一軸與工具軸向重合,因此在運動時可以很好的保持工具姿態,是微調作業姿態時常用的一種操作方式。各個坐標系統通過機器人控制柜中的計算器轉換成各個軸運動的脈沖。其運動精度和機器人的伺服電機有著很大的關系,因此,控制系統的運動算法也是機器人基礎研究中比較重要的一塊。
3.2 運動指令的選擇
在進行機器人的編程時,為了使機器人按照規劃的路徑精確、安全地達到指定位置。必須要根據路徑特點擇優選擇機器人的運動指令,主要包括MoveL、MoveJ和MoveC。示教時,可以使用多種插補方式,最常用的為自由插補MoveJ,機器人能夠根據速度和精度合理安排各個軸的運動方式,直線插補MoveL也比較常見,往往用于直線上的弧焊。圓弧插補MoveC比較不常見,這種插補方式用于焊接一些比較復雜的工件。一般機器的速度和精度是相互制約的,為了獲得高的焊接速度,往往在一些轉角比較大的地方由于運動慣性不能得到高的精度,為了獲得高的精度就不得不犧牲一定的速度,這在焊接一些大轉角焊縫時必須注意。
在GPS系統中,固定的數據采集形式直接影響了整個測量過程。在實際的測量過程中,GPS系統極易受到大氣狀況、衛星數量及空間分布、GPS衛星數量等的影響,在信號傳播過程中,電離層、對流層都會影響基線的穩定情況,進而引起測量誤差。通常情況下,模糊度值的解算需要在較多星數的情況下進行,星數越多,結果越可靠,一般需要至少5顆共同星進行模糊度值的解算。
3.3 程序的結構化設計
為了提高程序的可移值性,我們采用了主程序調用子程序的設計方式,完成了搬運機器人所要實現的全部功能,使機器人可以按照我們預先設置好的路徑移動。采用主程序調用子程序的設計方法避免了示教程序過于冗長的缺點,同時還增加了程序的可讀性。再現時,機器人控制器將自動逐條讀取示教命令與其他相關數據,進行解讀、計算。作出判斷后,將相應控制信號和數據送至各關節伺服系統,驅動機器人精確地再現示教動作。
該機器人改造集成項目成功的實現了減震器生產線的一個工序。機器人投入運行后,將大幅度減輕操作者的勞動強度,使操作更為簡便,勞動生產率可提高30%。提高產品的質量,合格率由原來的96%提高到99.9%。積累經驗后為整條生產逐漸增加工業機器人,實現整個生產線規范化、科學化和經濟化,解決單調、重復的體力勞動,降低勞動力。同時也是提升公司科學技術水平,進而提高生產效率和產品質量。
4 結束語
機器換人,是必須的,是工業4.0時代的大勢所趨。工業機器人是最典型的智能制造裝備,技術附加值很高,應用范圍很廣,作為先進智能制造業的支撐技術和信息化社會的新興產業,將對未來生產和社會發展起著越來越重要的作用,為公司發展指明方向。
[1]蔣慶斌.工業機器人現場編程[M].機械工業出版社,2021.
[2]劉小波.工業機器人技術基礎[M].機械工業出版社,2020.
[3]汪勵.工業機器人工作站系統集成[M].機械工業出版社,2021.
[4]林燕文.工業機器人系統集成與應用[M].機械工業出版社,2021.
[5]郝巧梅.工業機器人技術[M].電子工業出版社,2020.
[6]吳芬.工業機器人三維建模[M].機械工業出版社,2020.