梯形螺紋自制刀具在數控車削中的對刀方法
2022-03-21 08:16:34羅金龍吳鐵志
金屬加工(冷加工) 2022年3期
關鍵詞:數控車床
羅金龍,吳鐵志
資陽中車電氣科技有限公司 四川資陽 641300
1 序言
數控車床加工梯形螺紋采用外梯形螺紋數控刀具(見圖1),由于刀具標準性好、耐用度高,且具有倒角與毛刺修光功能,所以一把刀具即可完成加工。刀具Z向對刀非常簡單,不存在刀具對刀操作問題。

圖1 外梯形螺紋數控刀具
使用梯形螺紋自制刀具加工梯形螺紋,由于刀具刃磨不標椎,無法刃磨毛刺修光刃,刀具耐磨性差,使用壽命低,因此一般需要使用螺紋粗車刀、精車刀及倒角刀具(倒毛刺),才能滿足加工要求。由于3種刀具刀位點不同,不標準刀位點無法統一,對刀誤差大,易造成扎刀、亂扣等。因此如何提3種刀具的對刀精度就成為數控車削加工梯形螺紋的關鍵[1,2]。
本文針對梯形螺紋粗、精車刀以及倒角刀具的特性,設計出一種適合加工內外梯形螺紋的粗、精車刀,以及倒角刀具的數控車削加工專用對刀樣板,解決了這類刀具在數控車床精確對刀的技術性操作難題,保證了梯形螺紋加工的安全與質量。
2 梯形螺紋對刀樣板的設計
2.1 傳統螺紋樣板
傳統螺紋對刀樣板(見圖2)用于螺紋刀具安裝時保證螺紋牙型角,使用時需借助機床或工件做基準。由于傳統螺紋對刀樣板沒有定位裝置,所以無法保證梯形螺紋刀具在數控車床上進行準確定位,完成精確對刀。

圖2 傳統螺紋對刀(安裝)樣板
2.2 滿足樣板數控對刀的基本條件
為滿足數控車床梯形螺紋刀具對刀需求,必須使樣板在數控車床上固定,其位置坐標與工件之間具有相對位置關系,從而建立樣板-工件坐標系[3]。
2.3 設計梯形螺紋對刀樣板
(1)對刀樣板的組成與作用 梯形螺紋對刀樣板如圖3所示,由三部分組成。第一部分是左端圓柱面,安裝在數控車床卡盤上,用于徑向定位;第二部分是中間大臺階短圓柱面,用于軸向定位;第三部分是右端小圓柱面和與之相連的樣板主體。

圖3 梯形螺紋對刀樣板
小圓柱面與右端樣板外端為同一直徑,圓柱面可用百分表找正,檢測樣板徑向安裝位置是否正確,通過控制樣板徑向位置精度保證牙型精度,同時也能用于測量樣板外徑,提高徑向對刀精度。
梯形螺紋樣板主體由梯形螺紋槽與矩形槽組成,槽對稱中心與樣板右端面的距離為定值。以樣板右端面上的樣板回轉中心為坐標原點,可建立樣板坐標系。
(2)對刀樣板的對刀原理 將梯形螺紋對刀樣板固定在數控車床卡盤上,建立樣板坐標系。樣板坐標系與梯形螺紋工件的工件坐標系之間保持相對的位置關系。
梯形螺紋槽與矩形槽在樣板坐標系中位置固定,槽中每個點在樣板坐標系中都有相應的坐標值。梯形螺紋刀具通過與對刀樣板接觸,可獲得每把刀具刀位點在樣板坐標系中的精確值,從而建立對刀坐標系。通過將對刀坐標系平移到工件坐標系中,完成數控車床的對刀。
3 梯形螺紋對刀樣板的對刀操作方法
圖3中梯形螺紋對刀樣板的梯形螺紋槽角度為30°,矩形槽槽寬為梯形螺紋槽倒角時寬度(為減少樣板數量,可制作多個矩形槽),梯形螺紋槽及矩形槽對稱中心與樣板右端面距離為10mm,其對刀操作方法簡要介紹如下。
1)梯形螺紋對刀樣板圓柱端夾持在卡盤上(見圖4),以臺階端面軸向定位,用百分表找正與樣板連接的圓柱面,圓跳動誤差<0.02mm。

圖4 安裝螺紋對刀樣板
2)梯形螺紋粗、精車刀安裝在刀架上,移動到樣板梯形螺紋槽內,觀察與樣板接觸情況,調整刀具位置,確保梯形螺紋刀具對稱中心與主軸中心垂直。
3)梯形螺紋粗、精車刀移到梯形螺紋槽內(見圖5),當左右兩邊間隙<0.05mm時,刀具Z向坐標設為-10.0。刀具移出槽內,刀尖與樣板外圓接觸,刀具X向坐標設為30.0。通過確定梯形螺紋粗、精車刀在樣板坐標系中的位置,建立對刀坐標系。
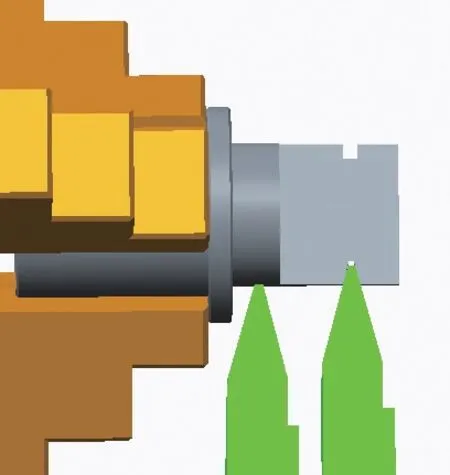
圖5 梯形螺紋刀具對刀
4)倒角刀安裝在刀架上,按圖6所示將倒角刀具移至矩形槽內,刀具兩倒角刃與矩形槽兩頂點接觸,刀具X向坐標設為30.0;刀具Z向坐標設為-10.0,通過確定倒角刀在樣板坐標系中的位置,建立對刀坐標系。

圖6 螺紋倒角刀具對刀
5)螺紋對刀樣板從卡盤上取下,放置在安全位置。
6)被加工梯形螺紋工件裝夾在卡盤上,以工件右端面和主軸回轉軸線的交點為坐標原點,建立工件坐標系。
7)對刀坐標系平移到工件坐標系,完成數控刀具的對刀操作。
4 梯形螺紋對刀樣板應用實例
在普通4刀位數控車床上加工單元制動器停車制動螺桿時,由于梯形螺紋有4個頭,導程28mm,是非標梯形螺紋,所以沒有梯形螺紋數控刀具,刃磨的刀具不標準,形狀差異大。通過使用對刀樣板與樣板對刀操作方法,成功解決了不同形狀刀具在數控車床的對刀問題(簡要對刀操作過程見圖7)。

圖7 停車制動螺桿多頭梯形外螺紋數控車對刀與加工
使用全功能數控車床加工鍵槽螺母套梯形內螺紋,螺紋有3個頭,導程18mm,為非標梯形螺紋,沒有專用梯形螺紋刀具,只能自制解決刀具問題。由于內螺紋在加工中無法觀測,所以對刀具對刀準確性提出了更高要求。
對此,我們對樣板進行改進,一方面樣板以螺紋底孔為基準進行制作,底孔貫穿整個樣板,便于梯形螺紋刀桿安裝與對刀;另一方面將矩形槽去除,根據加工梯形螺紋的要求制作專用梯形螺紋槽(為減少樣板數量,可制作多種規格梯形螺紋槽),更適合內梯形螺紋刀具的對刀需要(簡要對刀操作過程見圖8)。

圖8 鍵槽螺母套梯形內螺紋刀具數控車對刀與加工
5 結束語
采用梯形螺紋對刀樣板進行自制非標梯形螺紋刀具在數控車床上的對刀,可有效解決刀具不標椎、形狀差異大及刀位點不統一等對刀操作性技術難題,加工出來的梯形螺紋工件如停車制動螺桿和鍵槽螺母套等(見圖9、圖10)完全可以達到使用梯形螺紋數控刀具加工的質量標準。

圖9 停車制動螺桿

圖10 鍵槽螺母套
自制刀具一般采用高速鋼,由于硬度低、耐磨性差、磨損大及切削速度低,所以加工效率較低。因此本加工方法只作為在沒有梯形螺紋數控刀具情況下的應急措施,如新產品試制、小批量生產以及非標梯形螺紋加工等。如果加工數量大,為提高加工效率與降低成本,還應采用梯形螺紋數控刀具。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
