聚氯乙烯干燥工藝介紹與對比
2022-03-21 08:54:46邢屹立
中國氯堿 2022年2期
關(guān)鍵詞:工藝
邢屹立,和 虎
(1.榆林合力生物科技公司,陜西 榆林 719000;2.陜西金泰氯堿神木化工有限公司,陜西 榆林 719000)
PVC干燥是PVC生產(chǎn)過程中的最后一道工序,直接影響到PVC樹脂成品的質(zhì)量和能耗。國內(nèi)最先普遍采用的是直管氣流干燥工藝,但僅能脫出樹脂表面的水分,產(chǎn)品質(zhì)量較差[1]。上世紀(jì)80年代,氣流管干燥-沸騰床干燥逐漸成為聚氯乙烯行業(yè)的主要干燥工藝裝置,由于沸騰床是氣固錯流接觸,氣體的利用率低,而且樹脂出床后溫度高,需要經(jīng)過冷卻降溫,能耗大,干燥1 t PVC樹脂大約需要1.2 t蒸汽,且沸騰床容易出現(xiàn)死床現(xiàn)象,每次清床都清理出大量廢料,容易產(chǎn)生黑黃點(diǎn)[2]。20世紀(jì)90年代中期,北京化工二廠開發(fā)的氣流管干燥-旋風(fēng)干燥工藝和清華大學(xué)開發(fā)的氣流管干燥-旋流干燥工藝逐漸被行業(yè)認(rèn)可,成為新建項(xiàng)目的首選。近年來,國內(nèi)新建項(xiàng)目大多采用多室臥式流化床干燥工藝。下面將對氣流管干燥-旋風(fēng)干燥工藝、氣流管干燥-旋流干燥工藝及流化床干燥工藝進(jìn)行對比。
1 3種干燥工藝流程簡介
1.1 氣流管干燥-旋風(fēng)干燥工藝
氣流管干燥-旋風(fēng)干燥工藝采用兩段干燥工藝,氣流管干燥,通過熱空氣與濕物料的并流接觸,迅速脫出PVC樹脂表面的水分。旋風(fēng)干燥則利用高速氣流在旋風(fēng)干燥器進(jìn)口產(chǎn)生的角動量矩,使氣體與PVC樹脂在每層干燥室內(nèi)回旋,在回旋中進(jìn)行氣液兩相的傳質(zhì)傳熱,脫出樹脂內(nèi)部的水分。氣流管干燥-旋風(fēng)干燥工藝流程圖見圖1。
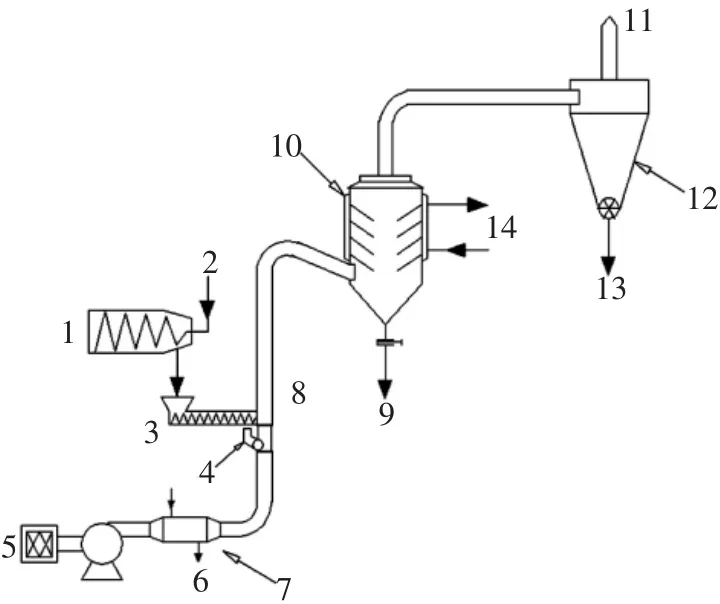
1-離心機(jī);2-PVC漿料進(jìn)料;3-螺旋輸送機(jī);4-破碎加料器;5-空氣過濾器;6-鼓風(fēng)機(jī);7-空氣加熱器;8-氣流干燥管;9-PVC粉料定期排放口;10-旋風(fēng)干燥器;11-尾氣去處理裝置;12-旋風(fēng)分離器;13-成品去輸送系統(tǒng);14-伴熱水進(jìn)出口
由鼓風(fēng)機(jī)輸出的高速氣流,經(jīng)空氣加熱器加熱到130~150℃,與經(jīng)破碎加料器打散的濕PVC物料并流進(jìn)入氣流干燥管中進(jìn)行傳質(zhì)傳熱,將樹脂含水量降至臨界含量以下(SG5型樹脂一般在3%~5%),然后沿切線方向進(jìn)入旋風(fēng)干燥床中,將PVC樹脂的水含量下降到0.4%以下。從旋風(fēng)干燥床出來的氣固兩相流,經(jīng)過旋風(fēng)分離器分離,絕大部分PVC粉料被分離出來,通過旋轉(zhuǎn)閥進(jìn)入產(chǎn)品振動篩,過篩物直接進(jìn)入粉料輸送系統(tǒng)。分離出來的氣相進(jìn)入干燥尾氣處理系統(tǒng)。
1.2 氣流管干燥-旋流干燥工藝
氣流管干燥-旋流干燥工藝是在氣流管干燥-旋風(fēng)干燥工藝的基礎(chǔ)上,吸收優(yōu)點(diǎn),克服不足,改進(jìn)后的干燥工藝。初始,在旋流干燥床中,物料與氣流是逆流接觸[3]。但工業(yè)生產(chǎn)中,氣流與物料是并流接觸,進(jìn)行傳質(zhì)傳熱。氣流管干燥-旋流干燥工藝見圖2。
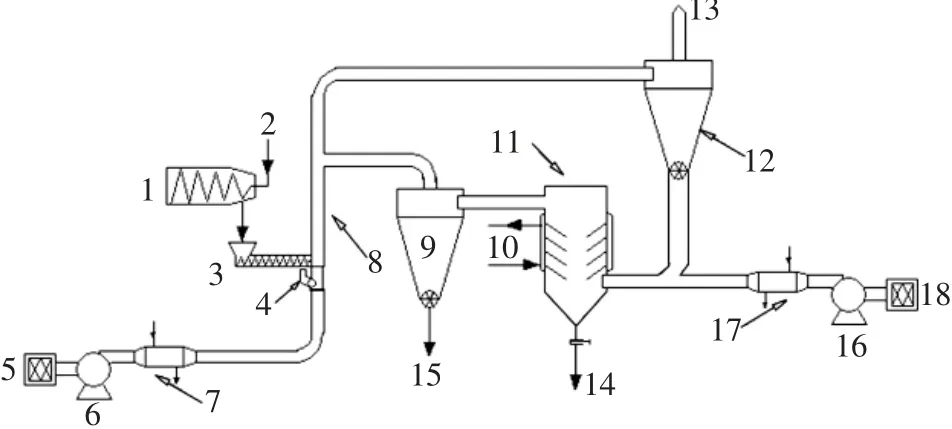
圖2 氣流管干燥-旋流干燥工藝流程圖
由聚合工序送往干燥工序的PVC漿料,經(jīng)離心機(jī)離心脫水后,含水約25%的濕物料再經(jīng)螺旋輸送器、破碎打料器打散后與被空氣加熱器(Ⅰ)加熱到130~150℃的高速氣流一起進(jìn)入氣流干燥管進(jìn)行傳質(zhì)傳熱,脫除PVC表面的水分,然后物料與氣流在一級旋風(fēng)分離器中分離,分離出來的尾氣送去尾氣處理系統(tǒng),分離出來的物料與空氣加熱器(Ⅱ)送來的90℃左右的另一股高速氣流并流送入旋流干燥床,在旋流干燥床中氣流與物料旋轉(zhuǎn)運(yùn)動,充分接觸,使物料的水含量降到0.4%以下,干燥后的物料與PVC粉料進(jìn)入二級旋風(fēng)分離器,分離出來的物料從二級旋風(fēng)分離器底部的旋轉(zhuǎn)閥進(jìn)入產(chǎn)品振動篩及產(chǎn)品輸送系統(tǒng)。從二級旋風(fēng)分離器出來的熱空氣,進(jìn)入氣流干燥管頂部。
氣流管干燥-旋流干燥工藝將恒速段(脫出樹脂表面水分)和降速段(脫出樹脂內(nèi)部水分)分開,由于降速段含水量低,使得降速段末端熱空氣的濕度相對很低,溫度較高,因此,降速段末端的氣體依然有很強(qiáng)的干燥能力,放空這部分氣體,浪費(fèi)了有效熱量,不利于節(jié)能降耗,將其重新引入恒速段,這樣效率會更高,熱量利用率會更大,操作更經(jīng)濟(jì)[4]。
無論是旋風(fēng)干燥工藝還是旋流干燥工藝,一般采用螺旋輸送器將濕物料送入氣流干燥管中,并封堵住熱空氣進(jìn)入離心機(jī)濕物料下料管。但螺旋輸送器在輸送物料的過程中存在擠壓成團(tuán)的現(xiàn)象,而正常的氣流速度往往不易使成團(tuán)的物料吹散騰起,這些物料落在輸送管底部(見圖3),長期在熱空氣的烘烤下形成黑黃點(diǎn)混入成品樹脂中,造成樹脂雜質(zhì)粒子數(shù)波動,影響產(chǎn)品質(zhì)量,需要定期清理,增加了勞動強(qiáng)度,降低了生產(chǎn)效率[5]。為此,經(jīng)常在氣流干燥管入料口設(shè)置一個破碎加料器或其他分散加料裝置,將擠成團(tuán)塊的濕物料打散,同時(shí),將氣流干燥管的進(jìn)料口設(shè)置成縮小的喉管,提高風(fēng)速、風(fēng)壓,盡可能將濕物料吹散,為濕物料提供較大的升力,使其能夠順利逃逸出塔。
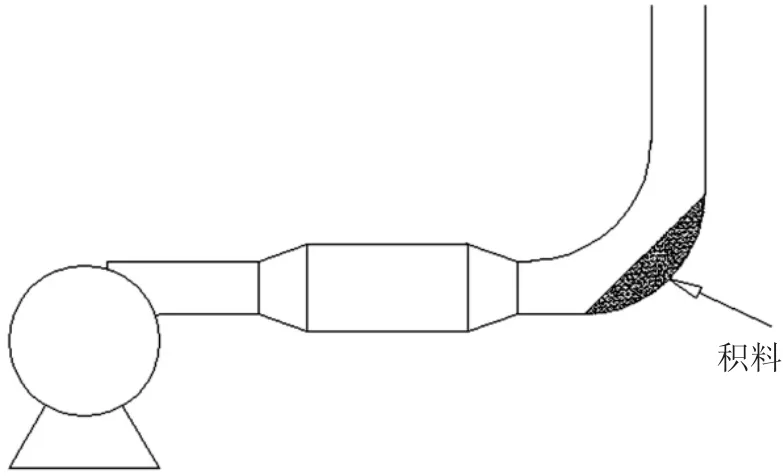
圖3 氣流干燥管底部積料示意圖
1.3 流化床干燥工藝
與其他兩種干燥方式氣流與物料并流的狀態(tài)不同,流化床干燥是物料與氣流呈錯流狀態(tài),濕樹脂置于流化床布風(fēng)板上表面,氣流從布風(fēng)板底部吹出,使樹脂懸浮在流化床干燥室,猶如液體沸騰一樣,表現(xiàn)出“流化態(tài)”,物料與氣體充分接觸,進(jìn)行傳質(zhì)傳熱。同時(shí)流化床干燥室內(nèi)布置有一些加熱盤管或加熱板,通入熱水,與濕樹脂通過間接傳熱,對樹脂進(jìn)行干燥[6]。流化床干燥工藝見圖4。
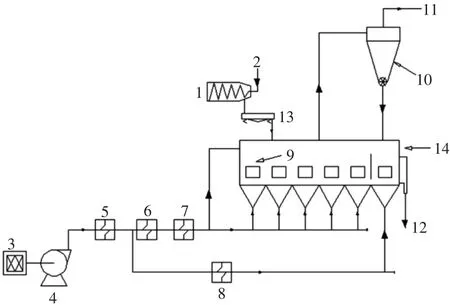
圖4 流化床干燥工藝流程圖
由聚合工序送往干燥工序的PVC漿料,經(jīng)離心機(jī)離心脫水后,含水約25%左右的濕濾餅經(jīng)過振動給料機(jī)進(jìn)入流化床干燥器。空氣經(jīng)過空氣過濾器除去雜質(zhì),由鼓風(fēng)機(jī)送至空氣加熱器,與加熱介質(zhì)進(jìn)行熱交換成為90~95℃的熱風(fēng),熱風(fēng)通過流化床底部風(fēng)室進(jìn)入流化床干燥室。 進(jìn)入流化床干燥室的濕物料被熱風(fēng)吹動,形成流化態(tài),進(jìn)行傳質(zhì)傳熱。同時(shí),循環(huán)運(yùn)行的熱水,通過蒸汽加熱至90~95℃進(jìn)入流化床內(nèi)的換熱元件中與濕物料間接接觸,進(jìn)行傳熱。熱水與熱風(fēng)的共同作用,使?jié)駱渲獠克趾蛢?nèi)部水分脫出,并隨熱空氣進(jìn)入袋濾器或者旋風(fēng)分離器,最終排放到大氣中。在袋濾器或旋風(fēng)分離器中分離出來的PVC粉料進(jìn)入流化床的活塞段。
PVC干燥尾氣中含有少量的氯離子,為避免表面含有氯離子的濕熱空氣在流化床頂部和流化床出口管線上冷凝下來腐蝕設(shè)備,給流化床干燥器頂部通入干燥的熱空氣,對干燥尾氣出口管線設(shè)置電伴熱,防止?jié)駸峥諝鉁囟鹊陀诼饵c(diǎn),對流化床及干燥尾氣出口管線進(jìn)行保護(hù)。
流化床進(jìn)料采用振動給料機(jī),打散濕塊料,以幕簾的形式進(jìn)入流化床內(nèi)部加熱元件之間。
為了減少干燥過程中的蒸汽消耗,在工藝設(shè)置過程中,采用了60~70℃的離心母液對空氣進(jìn)行預(yù)熱,另外將蒸汽冷凝液閃蒸成蒸汽(0.2 MPa,134℃),對循環(huán)熱水進(jìn)行預(yù)熱,預(yù)熱后產(chǎn)生的蒸汽冷凝液對輸送至返渾段的空氣進(jìn)行預(yù)熱。
有的流化床干燥工藝,給流化床內(nèi)部的加熱管中通入的不是熱水,而是0.2 MPa以下的低壓蒸汽,在進(jìn)入加熱管前,給蒸汽中噴入一定數(shù)量的熱水,以降低蒸汽的壓力和溫度,控制溫度在100℃以下,壓力在0.04 MPa。
流化床干燥工藝,選用可變頻調(diào)節(jié)的鼓風(fēng)機(jī)和引風(fēng)機(jī)。由鼓風(fēng)機(jī)電機(jī)的轉(zhuǎn)速來確定進(jìn)入流化床風(fēng)量的大小。通過控制引風(fēng)機(jī)的轉(zhuǎn)速確保流化床頂部的壓力處于微負(fù)壓。可以根據(jù)生產(chǎn)負(fù)荷的大小自動調(diào)節(jié)干燥床的壓力,使之保持在控制范圍之內(nèi),保證了流化床的流化效果。
在流化床干燥器空氣分布板的上下設(shè)置壓差計(jì),監(jiān)測空氣分布板是否被物料堵塞。
2 核心設(shè)備
2.1 旋風(fēng)干燥床和旋流干燥床
旋風(fēng)干燥器和旋流干燥器在PVC干燥過程中的作用均是除去PVC粉料內(nèi)部的水分。PVC粉料與氣流在干燥床中具有相同的運(yùn)動軌道,因此設(shè)備結(jié)構(gòu)也基本相同。均是由一個帶夾套的圓柱體組成,內(nèi)有一定角度的基層環(huán)形擋板,將干燥器分成幾個室,擋板中間有導(dǎo)流板,最下部為一個帶錐形的干燥室,停車時(shí)由下面的放料口放料,清床底。工作時(shí),高速氣流帶著濕的PVC樹脂顆粒從旋風(fēng)干燥器的底部切線進(jìn)入最下面的一個干燥室,熱氣流和樹脂顆粒在干燥室中高速回轉(zhuǎn),因樹脂顆粒和氣體之間的角速度差相當(dāng)大,故其傳熱、傳質(zhì)的效率比較高。離心力將固體顆粒與氣體分開,顆粒在回轉(zhuǎn)中角動量減少,隨氣流通過擋板中心的開口進(jìn)入上一層干燥室,由于離心力作用,顆粒再次做旋轉(zhuǎn)運(yùn)動,如此逐步進(jìn)入上一層干燥室直至干燥結(jié)束。干燥好的樹脂從旋風(fēng)干燥器的頂部出來。
2.2 流化床干燥器
流化床干燥床是二段式內(nèi)熱式沸騰流化床。國內(nèi)常用的流化床為長方體型或圓柱筒型,內(nèi)置有空氣分布板將流化床分為上下兩個室,空氣分布板上設(shè)置有魚鱗狀的小孔,能提供方向性的氣流,將PVC粉料托起的同時(shí),還能將PVC粉料吹向流化床的尾端。空氣分布板的上室為PVC粉料干燥室,物料在干燥室中與氣流接觸,沸騰成流化態(tài)。下部為風(fēng)室,分為幾個互不聯(lián)通的小風(fēng)室,以使進(jìn)入流化床干燥室的氣流均勻。流化床干燥室分為返渾段和活塞段,中間設(shè)有提留板。返渾段用于脫出樹脂表面的水分,活塞段用于脫出樹脂內(nèi)部的水分。在干燥室內(nèi)設(shè)置一定數(shù)量的加熱板組或加熱管組,里面通入熱水,也有向內(nèi)加熱管中通入蒸汽的同時(shí),通入加熱介質(zhì)。
流化床內(nèi)的加熱元件選用的加熱管和加熱板各有優(yōu)缺點(diǎn)。內(nèi)加熱板采用減少頂部水平截面設(shè)計(jì),粉料不容易停留在加熱表面上,與盤式加熱管相比,當(dāng)粉末高度相同,板式加熱板具有更大的換熱面積及流化面積,其生產(chǎn)能力也得到了提高[7]。但是內(nèi)加熱管可以采用盡可能長的無縫鋼管以減少對接焊縫所形成的焊縫不超過板式換熱器焊縫總和的5%。在潮濕和酸性環(huán)境下焊縫易產(chǎn)生腐蝕,焊縫的長度越短,產(chǎn)生腐蝕的機(jī)會越小,即泄漏的風(fēng)險(xiǎn)也越小。因此,內(nèi)加熱板在選材方面必須選擇雙相不銹鋼,而內(nèi)加熱管可以使用316L制造。
3 3種干燥工藝對比
3.1 蒸汽消耗及動力消耗
旋風(fēng)干燥工藝,氣流與物料始終相向而行,進(jìn)入旋風(fēng)干燥床的空氣相對濕度較高,水分從物料進(jìn)入空氣的推動力較小,相應(yīng)增加了旋風(fēng)干燥器的設(shè)備體積。同時(shí),在旋風(fēng)分離器中,空氣與物料仍然處于密切接觸狀態(tài),為了防止含水量小于0.4%的PVC樹脂吸收干燥尾氣中的水分,要求從旋風(fēng)分離器出口排出的干燥尾氣具有一定的干燥能力,需要干燥尾氣保持一定的溫度和較低的相對濕度,能量消耗大,蒸汽消耗量為0.45~0.55 t/t干基PVC。
旋流干燥工藝,氣流與物料從氣流干燥管出來后,先經(jīng)過旋風(fēng)分離器將大部分相對濕度較大的干燥尾氣外排,然后再引入相對濕度較低的新鮮空氣,干燥能力強(qiáng),設(shè)備尺寸小,蒸汽消耗較旋風(fēng)系統(tǒng)有優(yōu)勢,每噸干基PVC的蒸汽消耗量<0.50 t。
流化床干燥床底部設(shè)置有多個風(fēng)室,每個風(fēng)室都單獨(dú)通入相對濕度較小、溫度較高的新鮮空氣,相當(dāng)于在干燥的各階段,干燥的推動力較大,干燥強(qiáng)度較高,干燥效果更好,蒸汽消耗量相對更低,每噸干基PVC的蒸汽消耗量為0.40~0.45 t。
旋風(fēng)干燥工藝和旋流干燥工藝,空氣需要被加熱到130~150℃,一般采用蒸汽(0.75~0.85 MPa)進(jìn)行加熱。而流化床干燥工藝,熱水、熱風(fēng)溫度均低于100℃,常采用0.5 MPa的低壓蒸汽進(jìn)行加熱,甚至可以用其他區(qū)域副產(chǎn)的低壓蒸汽部分或全部代替0.5 MPa的飽和蒸汽,對熱水和熱風(fēng)進(jìn)行加熱。
3.2 操作溫度
旋風(fēng)干燥器和旋流干燥器用于干燥的熱量主要來源于熱風(fēng),因而氣流干燥管的入口熱風(fēng)溫度高達(dá)130~150℃,干燥器夾套內(nèi)通入40~60℃的熱水僅用于保溫,防止干燥器中的熱風(fēng)溫度低于露點(diǎn),使水蒸氣冷凝下來,造成物料在干燥器內(nèi)結(jié)塊,影響干燥效果。而流化床干燥70%~80%的熱量由加熱管(板)中循環(huán)流動的熱水提供,熱風(fēng)除提供20%~30%的熱量外,主要是使物料處于流化狀態(tài),因此流化床干燥器入口的熱風(fēng)溫度可以低至90~95℃。
氣流干燥管入口空氣溫度高達(dá)130~150℃,雖然高于PVC樹脂的熱降解溫度(100℃),但當(dāng)物料一開始與熱空氣接觸,物料表面的水分在熱氣流的吹動作用下,水分急速氣化,熱空氣的溫度迅速降至95℃以下,熱交換速度很快,物料總是處于其接觸氣體的濕球溫度(濕球溫度就是當(dāng)前環(huán)境僅通過蒸發(fā)水分所能達(dá)到的最低溫度)下。
當(dāng)熱空氣及物料從氣流管進(jìn)入旋風(fēng)干燥床或旋流干燥床后,旋風(fēng)干燥器內(nèi)的操作溫度約為50℃,干燥床出口尾氣溫度約為45℃[8];旋流干燥床的進(jìn)口溫度為75~90℃,放空尾氣的溫度為45~55℃[9];流化床內(nèi)的操作溫度為50~60℃。
對比3種不同干燥工藝,正常操作條件下,PVC樹脂的溫度均不會達(dá)到100℃,不會造成PVC樹脂的熱降解,形成黑黃點(diǎn)。但氣流干燥管的操作溫度高達(dá)130~150℃,如果出現(xiàn)積料情況,就有局部過熱的可能,會形成黑黃點(diǎn)、出現(xiàn)質(zhì)量問題。
3.3 建設(shè)規(guī)模
目前國內(nèi)單套氣流管干燥-旋風(fēng)干燥器干燥工藝裝置、氣流管干燥-旋流干燥器干燥工藝裝置的最大裝置規(guī)模為15萬t/a(干基PVC),而國內(nèi)最大的單套流化床干燥裝置干燥能力已經(jīng)達(dá)到了30萬t/a(干基PVC)。
3.4 投資
以20萬t/a裝置為例。
(1)流化床干燥工藝,國內(nèi)某公司采用尼魯?shù)姆桨福黧w設(shè)備干燥床國外制作、國內(nèi)組裝,流化床及附屬設(shè)備、材料價(jià)格約2 500萬元,產(chǎn)品振動篩(進(jìn)口)、閥門和管道及安裝需要500萬元,土建費(fèi)用300萬元,共計(jì)3 300萬元。 近兩年尼魯方案針對25萬t/a裝置規(guī)模的流化床及附屬設(shè)備、材料的報(bào)價(jià)已經(jīng)降到了1800萬~2 000萬元。
(2)氣流管干燥-旋風(fēng)干燥工藝,國內(nèi)干燥系統(tǒng)設(shè)備502萬元,另需電器儀表設(shè)備50萬元,工藝管道材料70萬元,安裝費(fèi)用100萬元,土建費(fèi)用450萬元,共計(jì)1 172萬元。
(3)氣流管干燥-旋流干燥工藝,由于進(jìn)入旋流干燥床的氣體流量只占總?cè)萘康?0%~30%,極大地縮小了旋流干燥器的設(shè)備尺寸,設(shè)備投資、土建投資小于旋風(fēng)干燥工藝[10]。
3.5 產(chǎn)品牌號更換及清床
物料在氣流干燥管、旋風(fēng)干燥床、旋流干燥床中始終處于懸浮狀態(tài),無物料滯留死角,不會發(fā)生死床現(xiàn)象,更換樹脂牌號或者停車時(shí),需要停止加料空吹30 min,同時(shí)還需要打開旋風(fēng)干燥床或旋流干燥床底部的人孔,對床底積料進(jìn)行清洗。
流化床干燥器在干燥過程中,可能會出現(xiàn)死床現(xiàn)場,樹脂粘附在空氣分布板上,同時(shí)由于PVC樹脂在與流化床內(nèi)換熱元件的間接傳熱過程中也有可能粘附在加熱元件中,流化床干燥器需要定期或者在更換樹脂牌號時(shí),對流化床進(jìn)行清洗。目前,國內(nèi)PVC干燥流化床生產(chǎn)廠家都會在流化床頂部、排氣管道內(nèi)設(shè)置一定數(shù)量的沖洗噴嘴,這些噴嘴可以360°清洗流化床內(nèi)部,清洗產(chǎn)生的廢水從流化床底部排出。
4 結(jié)語
對比3種PVC干燥工藝,流化床干燥工藝雖然投資規(guī)模大,但單套裝置生產(chǎn)能力大、蒸汽消耗低、產(chǎn)品質(zhì)量好。隨著在建聚氯乙烯裝置規(guī)模的逐漸大型化及自控技術(shù)的進(jìn)步,流化床干燥工藝具有較大的優(yōu)勢,成為在建項(xiàng)目的首選工藝。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52