某鍛造鉬螺栓機加工過程斷裂原因分析
2022-03-21 04:16:52王立曉韓旭中李曉龍楊三龍
中國鉬業(yè) 2022年1期
關(guān)鍵詞:工藝
牛 曼,王立曉,韓旭中,李曉龍 ,楊 軍,楊三龍
(1.安泰科技股份有限公司,北京 100081)(2.湖北三江航天紅陽機電有限公司,湖北 孝感 430034)(3.安泰天龍鎢鉬科技有限公司,北京 100081 )
0 引 言
螺栓緊固件,是機械設(shè)備裝配過程中應(yīng)用最廣泛的機械基礎(chǔ)件,在航天、航空、兵器、船舶等軍工領(lǐng)域中有著廣泛的應(yīng)用,其可靠性對裝備的使用性能和壽命有很大影響,甚至?xí)?dǎo)致安全隱患。對于某些特殊的應(yīng)用場合,對螺栓的性能提出了更高的要求,在保證高溫強度的同時具備良好的抗熱震性,承受一定的預(yù)緊力載荷和交變載荷。
鍛造鉬材料是上述特殊應(yīng)用場合中,螺栓緊固件的一個非常適合的選擇。目前對鉬材料的研究主要集中在生產(chǎn)工藝等方面[1-5],對機加工藝的研究比較少。本文針對鍛造鉬螺栓加工過程中發(fā)生斷裂失效的工程實際問題,通過對問題螺栓及同批產(chǎn)品進行分析、追溯,排除了夾雜、成分異常、內(nèi)部缺陷等因素造成斷裂的可能性,提出了直徑φ10 mm鍛造鉬螺栓專用機加工藝,并進行了驗證,為后續(xù)該規(guī)格鍛造鉬螺栓制備及質(zhì)量控制提供參考。
1 試驗過程
1.1 試驗對象
試驗對象為加工過程中發(fā)生斷裂的鉬螺栓零件及剩余鉬棒,見圖1。鉬棒規(guī)格為φ10 mm,牌號Mo1。通過生產(chǎn)追溯,本批產(chǎn)品采用粉末冶金工藝技術(shù)制備,其生產(chǎn)流程為粉末合批處理—冷等靜壓—高溫?zé)Y(jié)—鍛造—機械加工—棒料成品。
產(chǎn)品逐件經(jīng)超聲波探傷檢驗,未發(fā)現(xiàn)裂紋、孔洞等明顯缺陷。其性能參數(shù)見表1,滿足技術(shù)性能要求。

圖1 鉬螺栓試樣圖
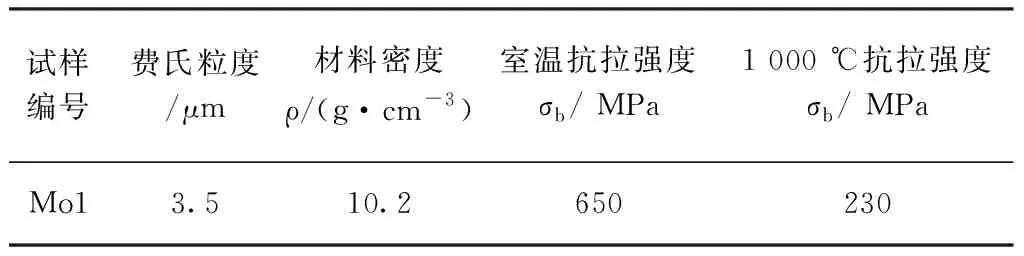
表1 性能參數(shù)表
1.2 試驗方法
(1)將斷裂螺栓(編號A)、剩余鉬棒(編號B),進行了密度、硬度、金相組織等對比分析。
(2)將斷裂的試樣進行清洗后對斷口進行掃描觀察和能譜分析。
(3)重新設(shè)計機加工藝,并進行螺栓加工驗證。
2 試驗結(jié)果與分析
2.1 密度分析
對試樣A、B重新測試密度,結(jié)果為10.21 g/cm3,接近鉬材料的理論密度,未發(fā)現(xiàn)異常。
2.2 硬度分析
對崩邊處螺紋試樣A和鉬棒試樣B分別進行了硬度測試,結(jié)果見表2,可見兩者的硬度值相差不大,無明顯差異。
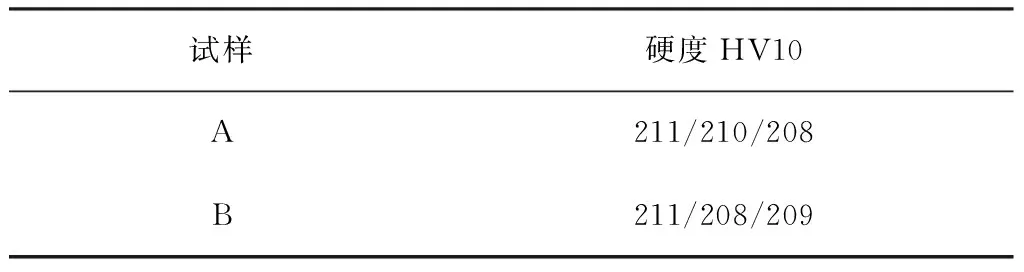
表2 硬度測試結(jié)果
2.3 金相分析
試樣A、B的金相組織見圖2,可以看出A、B試樣的顯微組織無明顯差異,晶粒細化且分布均勻。鉬棒經(jīng)鍛造變形后孔隙逐步減少和消除,晶粒呈纖維狀,晶粒相互并存。同一體積內(nèi)的晶粒數(shù)量越多,變形將分布在更多的晶粒內(nèi)進行,應(yīng)力集中減輕,使純鉬在斷裂之前可以承受較大的變形量,材料呈現(xiàn)較好的塑性[6]。
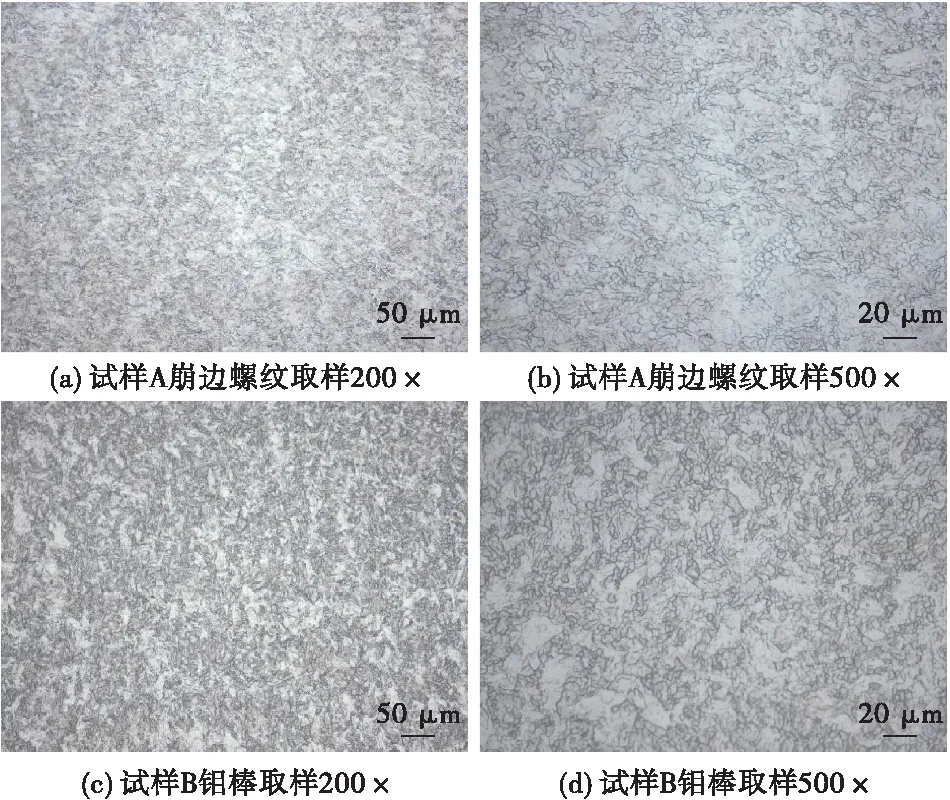
圖2 金相組織
2.4 能譜分析
采用掃描電鏡對試樣A進行形貌觀察和EDS分析,結(jié)果見圖3。由圖3可見:在鉬基體中未發(fā)現(xiàn)其他雜質(zhì)元素,排除了雜質(zhì)含量超標(biāo)及成分分布不均勻等因素導(dǎo)致加工斷裂的可能性。
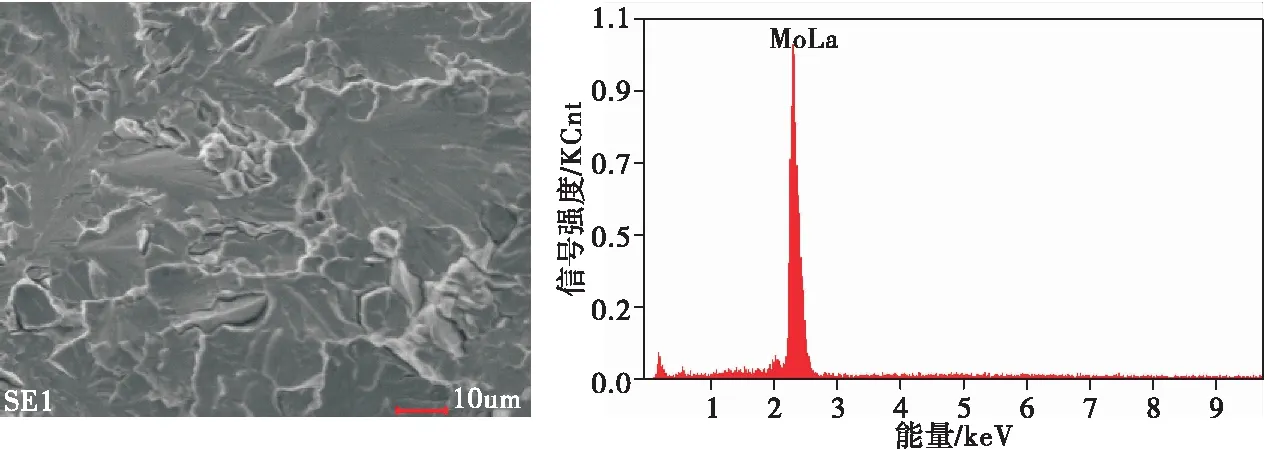
圖3 試樣A形貌及EDS能譜分析
3 分析討論
從硬度、密度、金相和能譜分析結(jié)果來看,材料結(jié)果正常或性能符合要求,沒有現(xiàn)象表明是原材料問題導(dǎo)致的螺栓斷裂。進一步推測可能性為螺栓在車削過程中,刀具發(fā)生磨損,由于未及時調(diào)整,造成加工參數(shù)與工件加工不匹配,進而導(dǎo)致斷裂現(xiàn)象的發(fā)生。應(yīng)該根據(jù)刀具的使用狀況進行相應(yīng)的調(diào)整,如及時更換、改變扣刀前角等。
為了驗證以上推測,結(jié)合現(xiàn)有工藝,針對鍛造鉬材料的螺栓加工,在合金刀具材料的選擇、刀具的幾何角度和加工的切削用量的參數(shù)設(shè)置以及對切削過程的冷卻潤滑等方面,進行重新設(shè)計。
加工過程對零件加工表面積及表層內(nèi)可能產(chǎn)生影響引起狀態(tài)變化,從而影響構(gòu)件的結(jié)構(gòu)及服役性能。一些關(guān)鍵件的應(yīng)用材料在加工過程中,切削力過大,溫度高,刀具磨損快,導(dǎo)致構(gòu)件表面出現(xiàn)刀痕,棱邊損傷、微裂紋、組織損傷等表面完整性問題,甚至尺寸或形位精度不滿足要求。目前文獻[7-8]對一些材料加工工藝條件對切削力、切削溫度的影響規(guī)律的建模預(yù)測,研究不同加工條件產(chǎn)生的表面形貌及內(nèi)部特征的影響。根據(jù)前文推測,螺栓可能由于切削力造成的斷裂。切削力對工藝參數(shù)的敏感性有切削深度、進給量、切削速度等參數(shù)。
目前關(guān)于工藝參數(shù)變化規(guī)律的研究暫無一致的的結(jié)論,本文直徑φ10鉬棒為例,按經(jīng)驗試驗中選取0.04 mm、0.10 mm、0.15 mm三個進刀量,其中0.1 mm是原始進給量。對比發(fā)現(xiàn),選取的機加進刀量對涂層表面形貌、表面粗糙度無明顯差別,0.04 mm加工參數(shù)的粗糙度均勻程度稍好。加工刀具也是影響產(chǎn)品的因素,比如材料、形狀、姿態(tài)、使用情況等。刀具的磨損量會增加與工件表面的接觸面積,使工件接觸界面受到更大的摩擦和擠壓,晶粒產(chǎn)生拉伸和滑移[9]。本次加工鉬螺栓選擇YG8硬質(zhì)合金刀具,以轉(zhuǎn)速為800~1 000 r/min,扣刀前角控制在在15°~20°,刃磨時加大牙角,減小左側(cè)刃后角,加大右側(cè)刃后角;退刀槽采用錯刀方法加工進給量0.02 mm/r;外圓加工時切削深度由之前的0.1 mm增加到0.3 mm,進給量由0.1 mm/r減小到0.04 mm/r;螺紋也采用錯刀方法加工,切削深度由原來的0.03 mm減小到0.02 mm。對余料B試樣參照上述工藝進行加工驗證,結(jié)果如圖4所示,未發(fā)生斷裂現(xiàn)象,基本可以驗證該推斷的正確性。工藝參數(shù)組合效果盡量采用平衡的方法,保證工件質(zhì)量和表面粗糙度的同時縮短加工時間。

圖4 新機加工藝試制加工的螺釘對比
4 結(jié) 論
(1)鍛造鉬產(chǎn)品加工螺紋,機加工藝是影響成品質(zhì)量的重要因素。應(yīng)該在刀具材的選擇、刀具的幾何角度、加工的切削用量、切削過程的冷卻潤滑等方面,針對不同的材料和產(chǎn)品進行設(shè)置和選擇。
(2)鍛造鉬材料加工φ10 mm及以下螺栓時,可以考慮YG8硬質(zhì)合金刀具,轉(zhuǎn)速設(shè)置800~1 000 r/min,扣刀前角控制在在15°~20°;外圓加工時切削深度為0.3 mm,進給量為0.04 mm/r;退刀槽和螺紋采用錯刀方法加工進給量為0.02 mm/r。后續(xù)可就機加工藝參數(shù)對微觀形貌和力學(xué)性能的影響進行研究。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
