CMT焊工藝在天窗頂蓋薄板上的應用與研究
2022-03-21 08:10:02張文朋程康康邵金金
汽車工藝師 2022年3期
張文朋,程康康,邵金金
奇瑞汽車股份有限公司 安徽蕪湖 277410
隨著汽車在普通家庭中的普及,消費者對產(chǎn)品的質(zhì)量要求越來越高,不僅僅局限于動力和空間,而且對外觀質(zhì)量要求也越來越苛刻。由于車身表面的平整度及光順度直接影響消費者的審美選擇,所以控制并減輕車身表面變形,提升車身外觀質(zhì)量,對于當前汽車制造企業(yè)來說至關重要。
白車身上的天窗頂蓋由頂蓋本體和天窗加強板連接組成,其連接工藝主要有點焊、滾邊、壓合及CO2焊等。由于頂蓋本體較薄(0.7mm),焊接過程中易變形,進而影響外觀質(zhì)量,所以選用CMT焊。CMT焊是一種全新的MIG/MAG焊接工藝,其熱輸入量比普通的MIG/MAG焊要低。
現(xiàn)狀調(diào)查
公司某車型的天窗頂蓋本體(厚0.7mm、材料DC04)和天窗加強板(厚1.5mm、材料DC06)連接設計為CMT焊工藝,通過收集統(tǒng)計2021年4月份5個批次的頂蓋機器人CMT焊問題,發(fā)現(xiàn)單個總成零件的焊縫不合格率平均為56.7%,見表1。
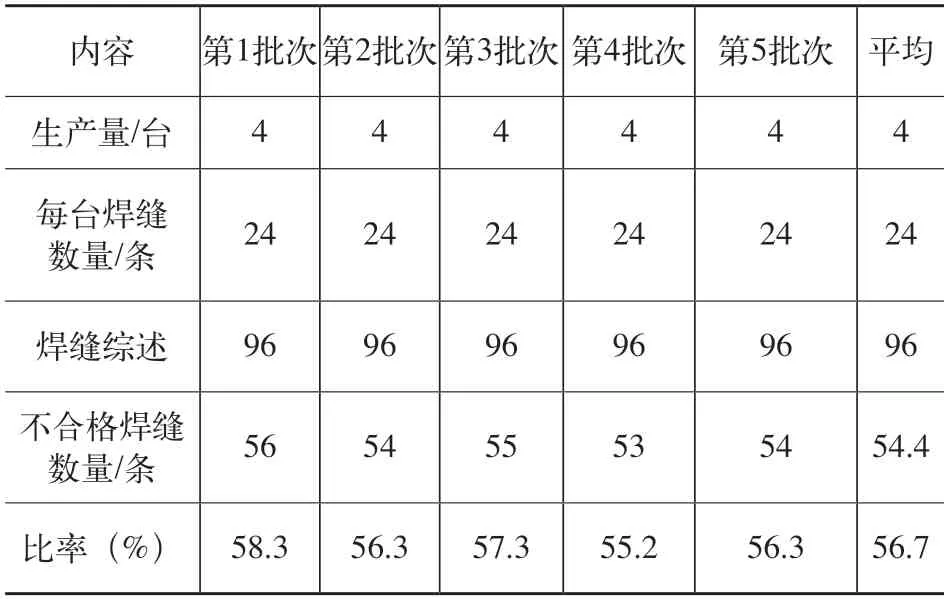
表1 2021年4月份頂蓋機器人CMT焊問題統(tǒng)計
調(diào)查發(fā)現(xiàn),天窗頂蓋CMT焊焊縫主要缺陷有:咬邊、未熔合、焊瘤、燒穿、氣孔以及CMT焊頂蓋表面變形等。
統(tǒng)計缺陷占比情況,發(fā)現(xiàn)CMT焊頂蓋表面變形占總問題的70.15%(見表2),占比較大。這些數(shù)據(jù)分析表明,即使應用了熱輸入量更低的CMT焊設備,在薄板焊接過程中仍然出現(xiàn)了很多變形問題,所以需要進一步排查變形的原因,解決CMT焊工藝外造成變形的其他因素。

表2 2021年4月份頂蓋機器人CMT焊問題各類缺陷占比統(tǒng)計
變形過程理論分析
分析研究變形位置焊縫的實物狀態(tài),由如圖1、圖2所示的現(xiàn)場實際焊縫正面圖及反面熱影響區(qū),可以看出焊接后的熱影響區(qū)很大,零件的R角根部位置已經(jīng)發(fā)黑。由此可見,焊縫熱量一部分傳遞到了外板表面,導致表面發(fā)熱發(fā)黑。

圖1 焊縫正面
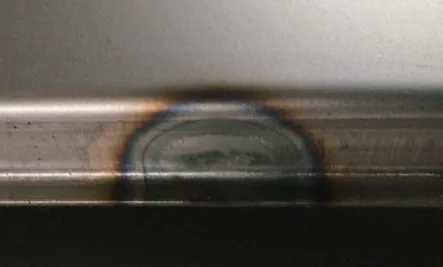
圖2 焊縫反面熱影響區(qū)
為了更好地了解變形過程,將該車型天窗頂蓋總成焊接位置剖切進行展示,如圖3所示。藍色為0.7mm厚的頂蓋外板本體,青色為1.5mm厚的加強板,紅色圓圈為弧焊焊縫,紅色細虛線為弧焊熱量散熱路線趨勢,弧焊后一部分熱量空冷散掉,一部分熱量傳遞至頂蓋外板本體表面,導致出現(xiàn)如紅色粗虛線所示的變形。
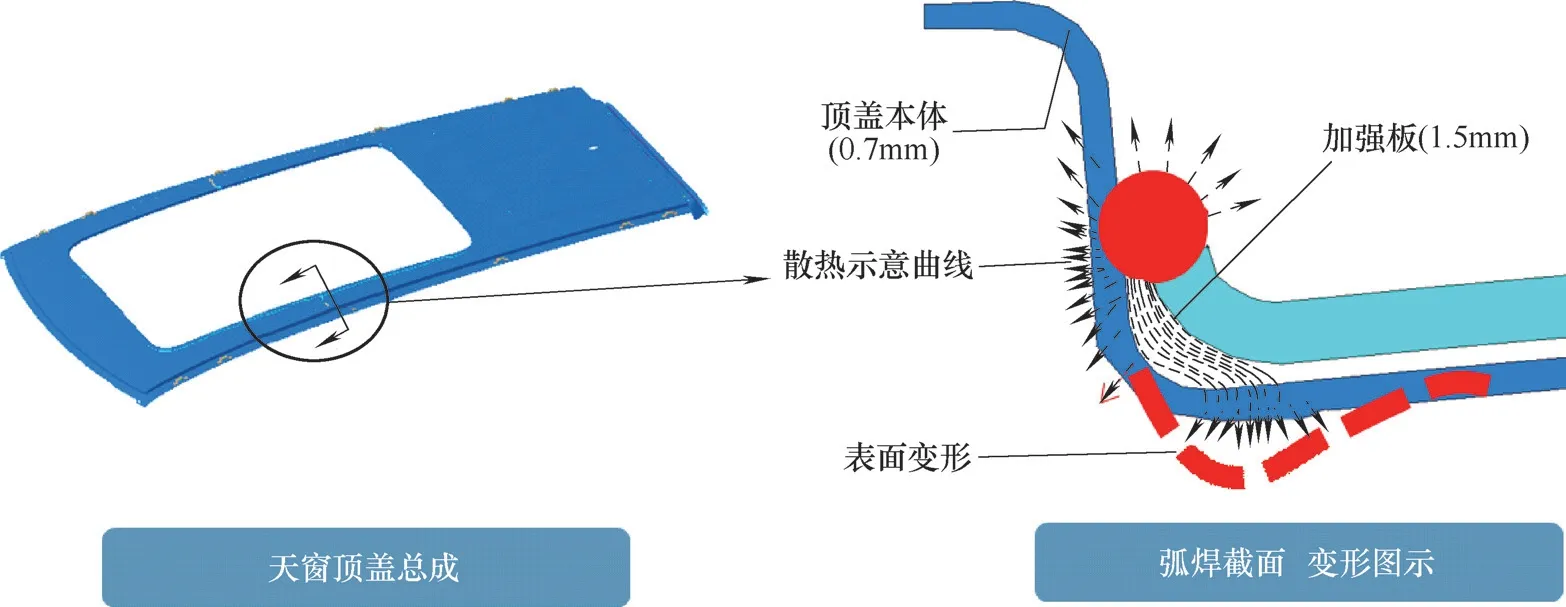
圖3 天窗頂蓋總成焊接位置剖切示意及焊縫散熱示意
制定對策及實施
經(jīng)過變形過程理論分析得知,造成弧焊后頂蓋表面變形的主要原因是變形位置熱量大,只要降低變形位置的熱量即可減輕變形。
為了降低變形位置的熱量,主要從產(chǎn)品設計、工裝設計、焊接參數(shù)及機器人軌跡等幾個方面制定了對策,來開展驗證工作。
1.產(chǎn)品設計
移動焊縫位置,使焊接熱源遠離外板表面。設計初始階段,考慮可由人工操作進行CMT焊接,在天窗加強板焊縫位置開了缺口(見圖4),作為焊接標識,指導員工焊接位置。開缺口后導致天窗加強板翻邊變短,焊縫距離變形的頂蓋本體更近了,導致焊接后熱量傳遞到頂蓋本體更多,出現(xiàn)變形。經(jīng)與產(chǎn)品部門對接,將焊縫從缺口位置重新定義在了旁邊的非缺口位置(見圖5),將焊縫到變形表面的距離從4mm增大到了6.5mm(見圖6)。

圖4 焊縫布置在非缺口位置

圖5 焊縫布置在非缺口旁邊位置
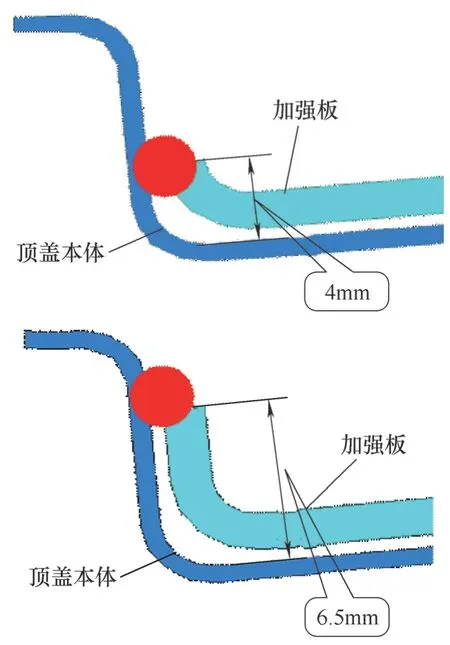
圖6 焊縫布置在缺口位置及非缺口位置到變形表面的距離剖切示意
2.工裝設計
焊縫位置增加夾緊散熱機構(gòu),加快變形位置焊接后的散熱。工裝改造增加銅塊作為散熱機構(gòu)(見圖7),焊接后手觸銅塊,明顯感覺到熱量,說明焊縫一部分熱量通過銅塊散掉(見圖8),這樣既減少了頂蓋本體上的熱量,又減輕弧焊后反面變形。此外,散熱定位機構(gòu)對焊縫位置進行了夾緊,可有效保證弧焊焊縫位置的尺寸及位置度,有利于機器人弧焊焊接。
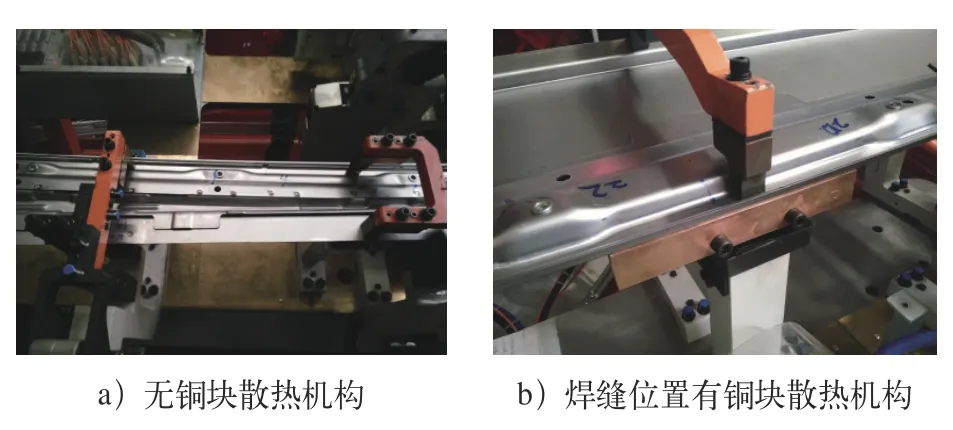
圖7 焊縫位置散熱機構(gòu)

圖8 焊縫在無銅塊散熱及有銅塊散熱情況下散熱示意
3.焊接參數(shù)
由于焊接參數(shù)過大會導致熱量大、變形大;反之,焊接參數(shù)過小會導致熱量小,存在未焊透的問題,所以需要選擇合理的焊接參數(shù)。
通過調(diào)整弧焊電流進行了調(diào)試驗證,為規(guī)避板件搭接間隙波動的影響,驗證過程中板件間隙控制在0~1mm,最終得出適用此板材(0.7+1.5)mm焊接的最佳參數(shù),具體如下。
電流為83A,焊接后出現(xiàn)反面變形;電流為78A,焊接后反面變形減輕;電流為72A,焊接后反面變形減輕,但熔核直徑低于5mm,不能滿足質(zhì)量要求(產(chǎn)品CAE計算,要求熔核直徑>5mm);電流為65A,焊接出現(xiàn)未熔合。針對上述驗證結(jié)果,建議針對(0.7+1.5)mm搭接形式板材的CMT焊,焊接電流設置為78A。
4.板件搭接間隙
弧焊對板件搭接間隙要求一直較高,尤其是機器人弧焊,對板件搭接間隙及位置度有更高的要求。上述工裝設計方案增加的銅塊散熱機構(gòu)有效保證了板件焊縫位置的尺寸及位置度,有利于機器人焊接。產(chǎn)品設計上針對不同板件厚度和搭接形式對間隙定義不同,本次定義為0.5mm,實際調(diào)試過程中板件搭接間隙對焊接后變形的影響仍然需要驗證評估。
驗證過程發(fā)現(xiàn),板件搭接間隙對弧焊后反面變形存在間接影響。板件搭接間隙在0~1.5mm,可采用弧焊焊點形式,焊接時間短,熱量低;板件搭接間隙超過1.5mm后,弧焊焊點形式的熔核不足以填充板件間隙,存在弧焊后咬邊或未熔合缺陷,故需采用弧焊焊縫形式,選擇外板-內(nèi)板編程軌跡,但此方式焊接時間長,焊接過程熱量大,易造成弧焊后零件變形。
綜上,調(diào)試過程中需要控制單件尺寸及板件搭接間隙在0~1.5mm,可滿足機器人弧焊要求。
5.機器人軌跡調(diào)試
除了合理的焊接參數(shù),機器人軌跡調(diào)試同樣重要。驗證過程中發(fā)現(xiàn),焊絲在搭接板件的位置(見圖9和圖10)與板件配合間隙需要合理配合,才能保證焊縫熔核質(zhì)量。

圖9 焊絲位置
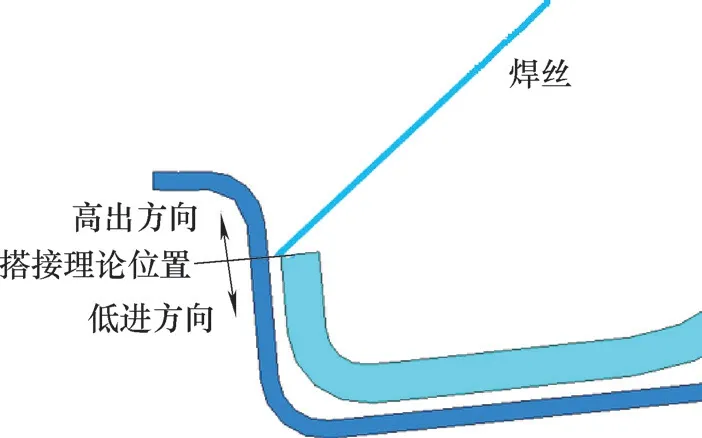
圖10 焊絲在搭接板件的位置剖切示意
驗證過程發(fā)現(xiàn):板件搭接間隙為0時,焊接后熔核受重力作用,會自然下流,調(diào)整機器人軌跡,使焊絲高出搭接理論位置0.5~1.0mm,焊縫成形更好;板件搭接間隙為1.0mm時,調(diào)整機器人軌跡,使焊絲在搭接理論位置,焊縫成形更好;板件搭接間隙為1.5mm時,調(diào)整機器人軌跡,使焊絲低于搭接理論位置-0.5~0mm,焊縫成形更好。為了更好地指導后續(xù)車型現(xiàn)場調(diào)試,整理了焊絲距離板件搭接理論距離與板件搭接間隙建議區(qū)間(見圖11),建議按照圖示虛線框區(qū)域開展調(diào)試工作。
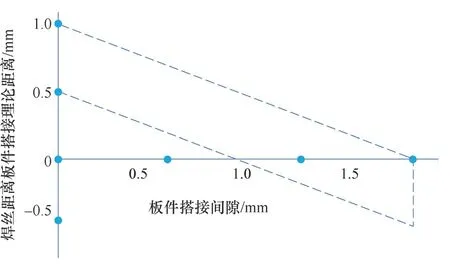
圖11 焊絲距離板件搭接理論距離與板件搭接間隙建議區(qū)間示意
實施效果
上述對策實施后,焊縫熱影響區(qū)高度由8mm減小至5mm(見圖12),經(jīng)公司質(zhì)量工程師評價確認,板件反面變形減輕,部分焊縫無變形,焊縫合格率穩(wěn)定在95%左右(見圖13)。

圖12 焊縫熱影響區(qū)高度改善
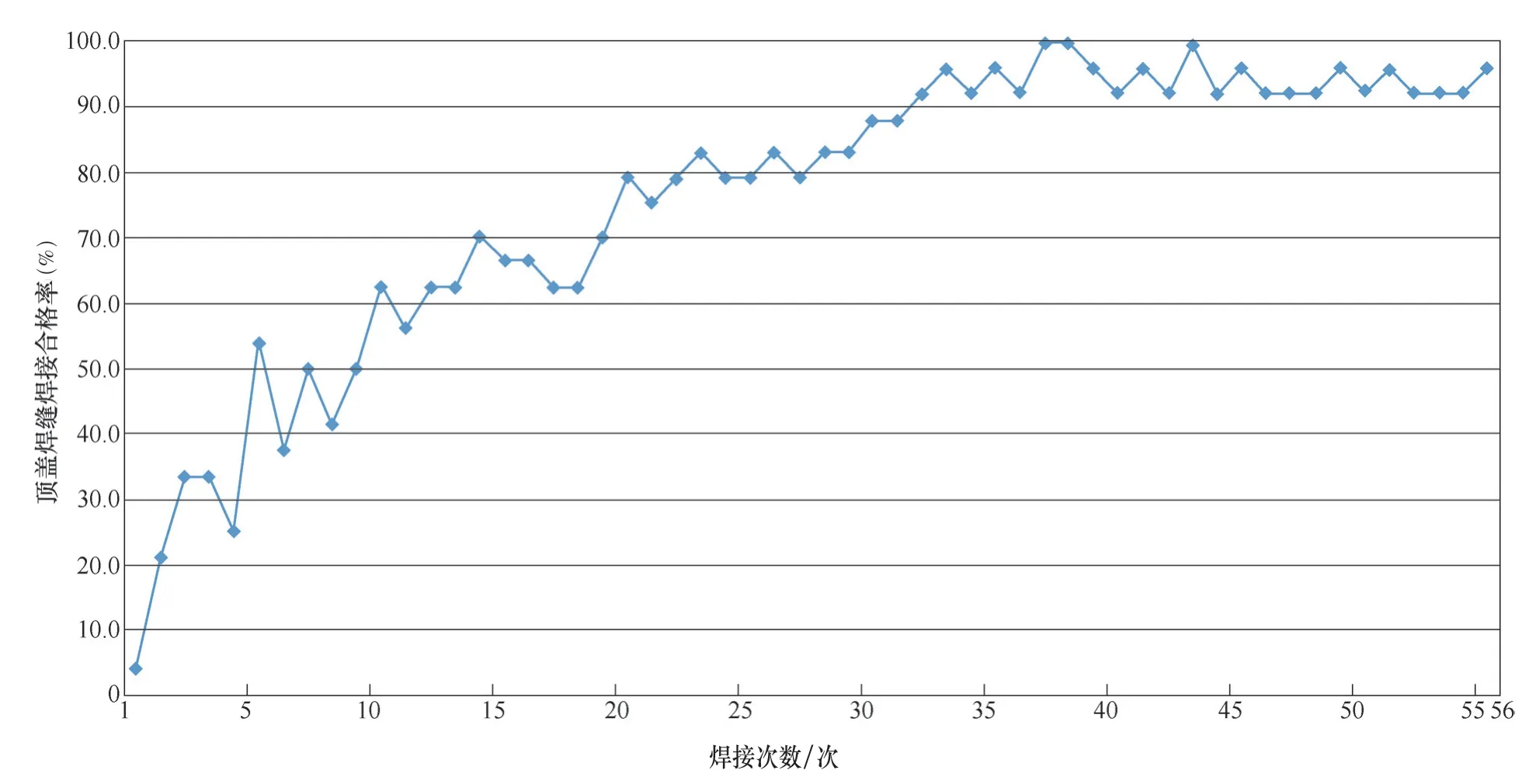
圖13 焊縫合格率趨勢
結(jié)語
通過CMT焊工藝在天窗頂蓋薄板上的實際應用與研究,在產(chǎn)品設計、工裝設計、板件搭接間隙、焊接參數(shù)及機器人軌跡調(diào)試等方面開展了驗證并制定了解決措施,最終解決了變形問題;同時總結(jié)了其相關經(jīng)驗,梳理成標準,為后續(xù)類似結(jié)構(gòu)新車型開展設計及工藝調(diào)試工作提供了參考。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
