機器人技術(shù)在發(fā)動機制造自動化率提升中的運用
2022-03-21 08:09:56薛飛
汽車工藝師 2022年3期
薛飛
上汽大眾汽車有限公司 上海 201805
隨著近年來我國人口紅利逐漸消退,用工成本逐年上升,利用機器人提高自動化率是實現(xiàn)產(chǎn)業(yè)升級轉(zhuǎn)型的重要途徑。
問題背景
上汽大眾汽車有限公司發(fā)動機廠機加二車間,于2013年由大眾集團規(guī)劃,全套引進德國的高柔性自動化生產(chǎn)線,代表整個大眾集團自動化程度最高的發(fā)動機制造生產(chǎn)線。從降本增效、綠色發(fā)展的角度出發(fā)。2020年通過運用機器人對手動崗位進行改造,實現(xiàn)自動化率再提升。首先是制定工藝,排查現(xiàn)有各生產(chǎn)線手動崗位改造的可行性與經(jīng)濟性(見圖1),發(fā)現(xiàn)缸蓋放置罩殼螺栓和缸體線放置模擬缸蓋螺栓項目的經(jīng)濟性和可行性都較高,且兩個項目具有類似性,可相互借鑒,部分硬件可以通用,兩個項目同時進行可降低實施難度。缸體去毛刺工位由于存在質(zhì)量隱患,故也被優(yōu)先排上自動化改造計劃。
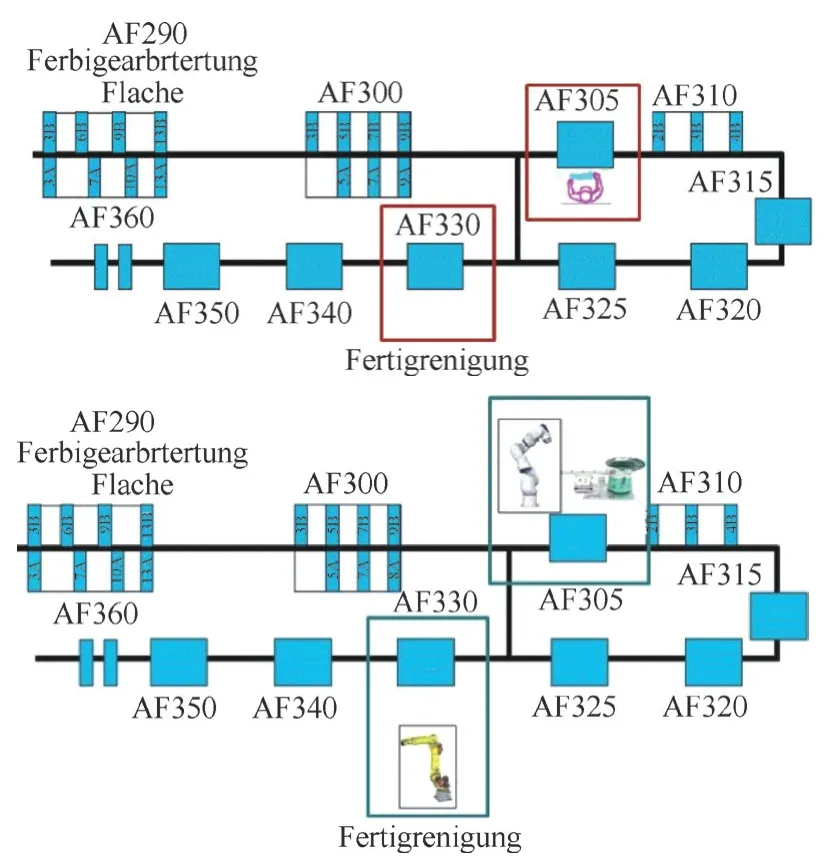
圖1 改造工位分布
機器人型號選用
1.罩殼螺栓放置
如圖2所示,該工序由兩名操作工放置22枚螺栓,并將罩蓋與缸蓋合箱,是生產(chǎn)的瓶頸工序。手工安裝還存在螺栓掉落缸蓋內(nèi),導(dǎo)致后序機床撞刀的風(fēng)險。由于該工位對機器人關(guān)節(jié)自由度要求不高,但對機器人速度要求較快,故使用多關(guān)節(jié)平面型機器人及振動供料裝置(見圖3)。依據(jù)罩殼連接螺栓分布位置設(shè)計專用氣動抓手,采用錯位投放的方式并設(shè)計整個工位布局(見圖4)。
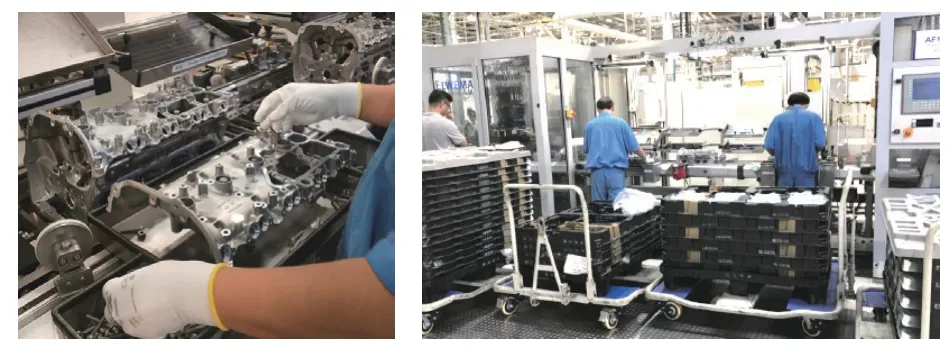
圖2 人工放置罩殼螺栓
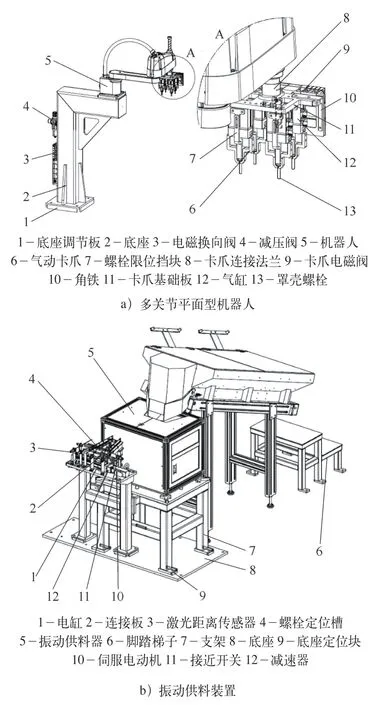
圖3 多關(guān)節(jié)平面型機器人及振動供料裝置

圖4 罩殼螺栓放置工位自動化改造布局
2.缸體模擬缸蓋螺栓放置
該工序有一名操作工,放置10枚螺栓(見圖5),根據(jù)該工位節(jié)拍需求和需要與人機協(xié)作完成的特點,從安全性角度出發(fā),選用協(xié)作機器人(見圖6)。

圖5 手工放置模擬缸蓋螺栓
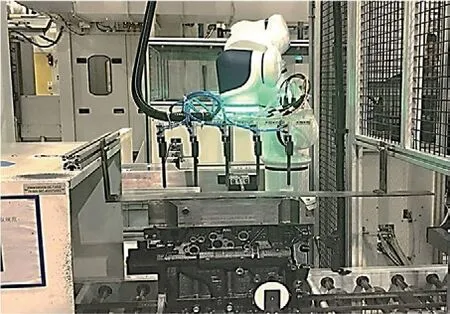
圖6 自動放置模擬缸蓋螺栓
3.缸體去除毛刺
經(jīng)過清潔度測試,每個成品缸體加工面的邊緣約殘留4.47mg毛刺和油漆的附著物(見圖7),需在中檢工序由操作工使用銼刀、鋼絲毛刷等工具對殘留毛刺部位手動去除。由于該操作工還要檢驗毛坯裂紋、縮孔等缺陷,所以常常顧此失彼。根據(jù)該工序負載小、機械手關(guān)節(jié)自由度要求靈活、移動速度快的特點,采用工業(yè)六軸機器人夾持電動鋼絲刷,對易產(chǎn)生毛刺部位打磨(見圖8)。

圖7 缸體加工面的邊緣殘留毛刺和油漆附著物
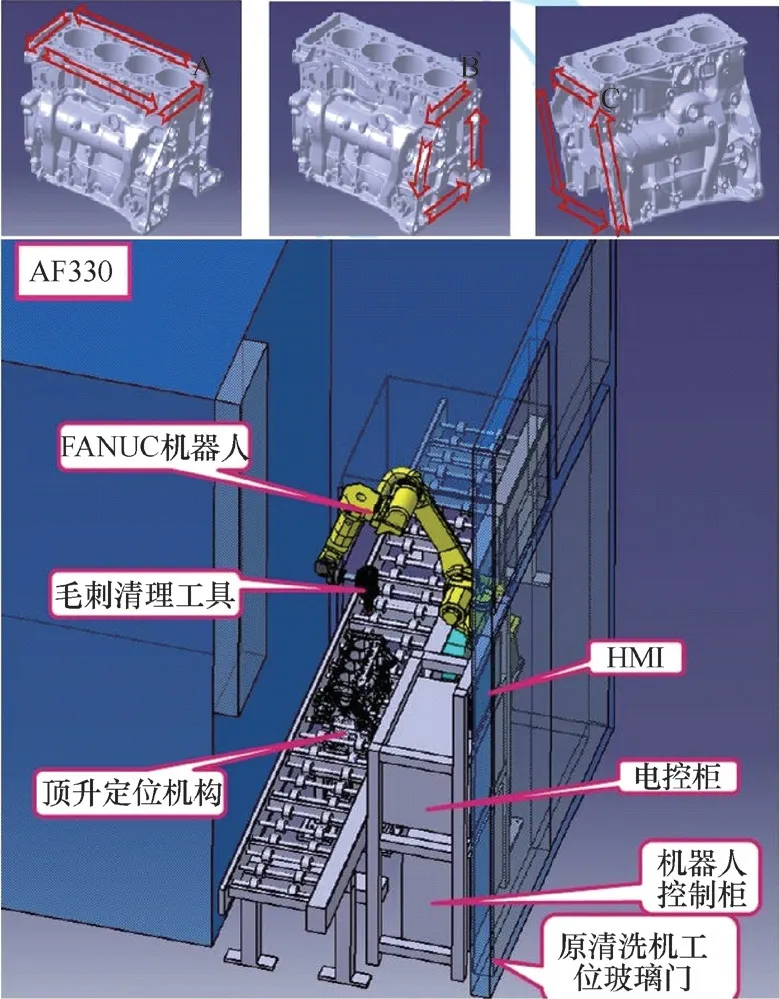
圖8 規(guī)劃打磨軌跡及自動去毛刺工位布局
外圍設(shè)備設(shè)計與機器人程序編程
1)依據(jù)所需的工藝、節(jié)拍、環(huán)境要求,完成對機器人、供料裝置的選型。由于本案例兩處都是螺栓上料,供料零件體積小、定向簡單,故選用料斗式振動供料機構(gòu),完成取料、分離、供送三個步驟。設(shè)計氣動抓手,保障執(zhí)行動作的準確、高效、可靠。
2)利用三維建模軟件,完成支架、底座設(shè)計、定位舉升機構(gòu)設(shè)計。繪制順序流程圖,并標明傳感器信號與執(zhí)行元件的狀態(tài)。
3)配置機器人坐標系、輸入輸出接口,建立機器人軟件端口與通信設(shè)備關(guān)系。示教調(diào)整機器人運動軌跡及輔助動作,驗證工藝效果。
PLC組態(tài)聯(lián)網(wǎng)調(diào)試
1)控制層采用西門子S7-300PLC、HMI精智面板—TP700 comfort觸摸屏、工業(yè)機器人、協(xié)作機器人,通過TIA PORTAL工程設(shè)計軟件實現(xiàn)組態(tài)、編制PLC程序、HMI人機界面設(shè)計及并聯(lián)網(wǎng)調(diào)試。
2)設(shè)備層通過Profinet現(xiàn)場總線,將各個電磁閥、傳感器、電機與PLC相連。通過傳感器發(fā)送到PLC的輸入信號,經(jīng)過PLC邏輯運算再發(fā)送到執(zhí)行設(shè)備。
3)人機界面顯示有操作控制按鈕、狀態(tài)顯示信號燈和各個I/O接口的信號狀態(tài),方便監(jiān)控和操作。
4)機器人外部信號配置,實現(xiàn)聯(lián)網(wǎng)遠程自動控制。
安全防護措施
根據(jù)放置模擬缸蓋螺栓工位工作空間內(nèi)同時可能有操作人員協(xié)同工作的特點,設(shè)置安全方案。安裝一個SICK區(qū)掃(見圖9):正常工作狀態(tài),運行速度0.85m/s;進入黃色區(qū)域,減速至0.2125m/s;進入紅色區(qū)域,設(shè)備立即停止。設(shè)置碰撞檢測靈敏度:30%(45N)。
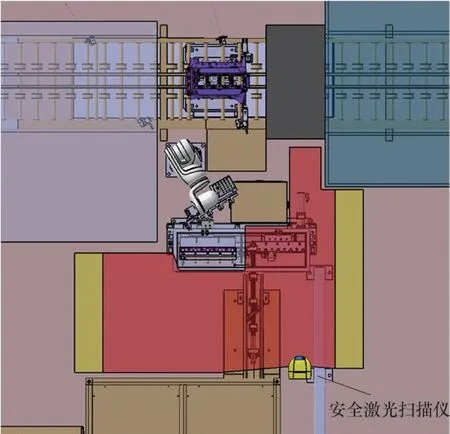
圖9 協(xié)作機器人工位SICK區(qū)掃
結(jié)語
重新規(guī)劃了部分工序,制定自動化改造方案。采用工業(yè)機器人、協(xié)作機器人、自動供料裝置,自主設(shè)計相關(guān)工裝、抓手(國家專利受理號202120554932.6),編制機器人運動軌跡程序、配置外部信號、編寫PLC運行邏輯程序并組態(tài)及以太網(wǎng)與HMI互聯(lián),實現(xiàn)了兩個螺栓放置工位的自動化改造以及增設(shè)一個缸體自動去除毛刺工位。利用工業(yè)機器人和協(xié)作機器人高柔性、高效率的特點,減少三名操作工(見圖10)。不僅降低了企業(yè)的人力成本,改善了勞動條件,而且年總計降低成本300萬元。
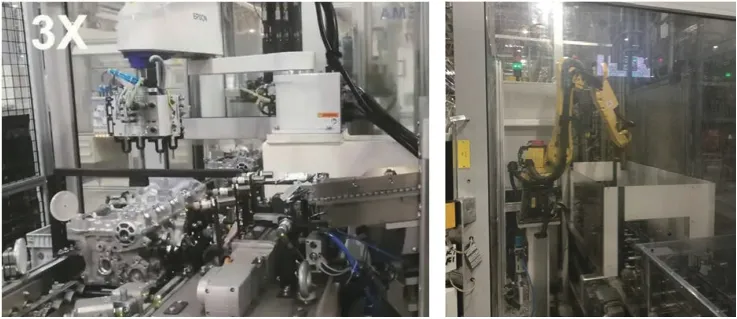
圖10 改造后現(xiàn)場實物
