鍍鋅機組生產薄規格帶鋼 出口穿帶卡鋼等問題分析與解決方案研究
2022-03-08 05:20:52畢飛任遠程張雷楊富玉
中國設備工程 2022年4期
關鍵詞:示意圖
畢飛,任遠程,張雷,楊富玉
(本鋼板材冷軋總廠,遼寧 本溪 117000)
本鋼冷軋總廠1#熱鍍鋅機組始建于1995年,采用曼內斯曼德馬克、斯坦因、西門子等公司的先進設備和技術,生產的有鋅花鍍鋅板主要用于建筑、室內裝飾及家電等行業。從設計生產能力18萬t到可實現年產量突破35萬t,為冷軋的發展史創造了奇跡。
隨著市場需求變化,厚度為0.5mm以下有鋅花鍍鋅卷在市場大受青睞,為了滿足市場需求,1#鍍鋅機組開始向厚度為0.5mm以下產品生產。最近一個階段,在生產厚度為0.7mm以下鍍鋅卷時,帶鋼頭部(以下簡稱帶頭)在出口穿帶時經常卡鋼,或者“粘”在出口轉向夾送輥上,造成不能正常卷取鍍鋅卷,導致機組頻繁停機,產生大量降級品和廢品,帶來嚴重的經濟損失。針對這些問題,本文分析了生產薄規格帶鋼時出口穿帶出現卡鋼以及“粘”輥原因,研究對策,找到解決問題的手段,徹底解決影響穩定生產的難題。
1 故障原因分析
1.1 超設計厚度極限
1#熱鍍鋅機組生產過程中,帶鋼通過分切剪,把連續的帶鋼分成獨立的鍍鋅卷。在分切后,帶頭經過輥道臺、前導輥、出口轉向夾送輥和上下導板,插入卷取機卷筒鉗口后進行卷取。如圖1所示。
在這個送帶頭的過程中,因為各種因素的影響,很容易使帶頭不能順利進入卷筒鉗口而造成停機故障,這種現象就叫卡鋼。
1#熱鍍鋅機組原設計產品厚度為0.5~2.0mm,最薄生產厚度為0.5mm的帶鋼。目前還增加了超極限規格厚度為0.4~0.47mm的產品合同。生產這些薄規格帶鋼,在出口穿帶的過程中,由于帶鋼本身自重的原因,帶鋼會自然下垂,帶頭下彎,經常卡在EPC(帶鋼邊緣檢測裝置)檢測框架和前導輥之間,造成卡鋼。如圖1所示。

圖1 卡鋼部位示意圖
1.2 夾送輥與下導板配合間隙過大
由于設計缺陷,出口轉向夾送輥與下導板配合縫隙較大,帶頭經過出口轉向夾送輥時,帶頭卡在出口轉向夾送輥與下導板配合縫隙處,造成卡鋼。如圖1所示。
1.3 夾送輥輥面殘留防銹油
由于部分鍍鋅產品需要涂油防腐防銹處理,出口轉向夾送輥面殘留防銹油,在帶頭經過出口轉向夾送輥時,薄規格帶頭容易粘附在輥面,發生“粘”輥現象。帶頭不能順利過渡到下導板插入卷取機卷筒鉗口,無法完成正常的穿帶動作程序,導致機組停機。
2 具體改進方案
2.1 改進前導輥和下導板的結構
2.1.1 導輥改制成導板
由于薄規格帶鋼剛度低,而EPC通光部位的間隔相對較長,帶頭彈性下彎幅度大,致使帶頭穿入前托輥下方或撞擊在托輥上,而造成卡鋼故障的發生。如圖2所示。

圖2 前導輥結構示意圖
基于此問題,重新設計了前導板來代替前導輥,這樣可以在帶頭下彎曲弧度內支撐起帶頭,且消除托輥的轉動阻力,使帶頭順利通過。改進的導板結構簡圖如圖3所示。

圖3 改進的前導板結構示意圖
2.1.2 改進下導板與轉向夾送輥接觸處的結構
厚度為0.4~0.5mm的帶鋼經過轉向夾送輥時,帶頭因自重下彎幅度較大,帶頭極易卡在出口轉向夾送輥與下導板配合縫隙處。為減少投資和改動量,在不改變下導板整體結構基礎上,將下導板與出口轉向夾送輥接觸的部位改制成小平臺。如圖4所示。

圖4 改進的下導板結構示意圖
從而延長帶頭在同等下彎幅度情況下通過的距離,從而降低帶頭卡入下導板縫隙的概率。
2.2 設計增加壓縮空氣自動噴吹裝置
2.2.1 壓縮空氣噴吹裝置工作原理
由于出口轉向夾送輥面有殘留的防銹油,薄規格帶頭容易粘附在輥面而不分離,我們設計一套壓縮空氣噴吹裝置(如圖5所示),安裝在改進的前導板和出口轉向夾送輥之間,噴梁兩端接入壓縮空氣。穿帶時,通過噴梁形成與最大寬度帶鋼等寬的氣幕,噴向帶鋼,將帶鋼托起,帶頭在與出口轉向夾送輥接觸瞬間開始分離,這樣帶頭就不會粘附在夾送輥面上。
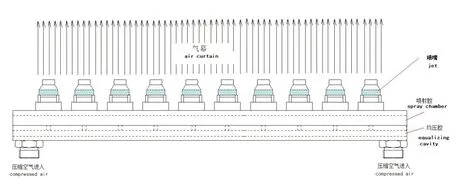
圖5 壓縮空氣噴吹裝置示意圖
整套壓縮空氣噴吹裝置由減壓閥、壓縮空氣管路、電磁換向閥、噴梁(含均壓腔、噴射腔、噴嘴)四部分組成。均壓腔和噴射腔之間由雙列20個圓孔連接,噴射腔安裝單列10個噴嘴。壓縮空氣通過噴嘴形成均勻氣幕,將帶鋼輕輕托起,使帶鋼不易粘附在轉向輥表面,帶頭浮起,順利經過轉向輥,進入下導板。如圖6所示。

圖6 噴吹裝置工作示意圖
風速的計算公式可根據伯努利方程得到。

式中,wp―風壓,kN/m2;
ρ―空氣密度,kg/m3;
v―風速,m/s.
通過(1)式可得:

從(2)式中可以得出風速與風壓的關系,同一海拔高度的空氣密度是一樣的,那么風壓大小決定了風速大小,我們可以通過調整氣源壓力來調整風速,使帶頭浮起離開轉向輥表面即可。
2.2.2 針對薄規格帶鋼實現噴吹自動控制
在1#熱鍍鋅機組出口段PLC(可編程序控制器)進行編程。根據觀察,厚度0.7mm以下帶鋼均容易出現上述問題。
根據機組二級下達帶鋼厚度數據作為基準,如果帶鋼厚度為0.7mm以上,則不啟動自動噴吹功能;若帶鋼厚度為0.7mm及以下規格,才啟動自動噴吹功能。
PLC根據機組編碼器,可以精確計算出口穿帶距離。當帶頭到達前導板和出口轉向夾送輥之間時,PLC發出指令,開啟電磁換向閥,開始自動噴吹。并根據穿帶速度,計算出帶頭剛好通過出口轉向夾送輥,穿到上導板,PLC發出指令,關閉電磁換向閥,停止自動噴吹,帶頭穩定插入卷取機卷筒鉗口后進行卷取。
3 結語
通過對1#熱鍍鋅機組出口前導輥、下導板進行改進,并增加噴吹自動控制裝置。后期經過不斷完善和優化,實際應用效果非常好,解決了生產薄規格帶鋼出口穿帶過程中卡鋼及“粘”輥問題,有效解決生產中的疑難問題,減少設備的故障次數,同時,提高了超設計規格產品的生產能力,為企業經濟效益的提升,提供了有力的保障。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
