Patrind水電站壓力鋼岔管制作與安裝過(guò)程控制
2022-03-06 01:10:38劉冬梅
水電與新能源 2022年2期
關(guān)鍵詞:焊縫
劉冬梅
(廣東省源天工程有限公司,廣東 廣州 510000)
巴基斯坦Patrind水電站位于Kunhar河上,總裝機(jī)容量為3×50 MW,單機(jī)額定流量為51.22 m3/s,工程由攔河閘壩、引水發(fā)電系統(tǒng)、出線系統(tǒng)、導(dǎo)流洞等建筑物組成,其中引水發(fā)電建筑物包括進(jìn)水口、引水隧洞、調(diào)壓井、高壓豎井、下平段壓力鋼管、地面廠房等建筑物。在廠房上游側(cè)約18.5 m處設(shè)有1段對(duì)稱四通無(wú)梁壓力鋼岔管(如圖1),將1條引水鋼管分岔為3條鋼支管,鋼岔管主管內(nèi)徑為D=5.5 m,支管內(nèi)徑為d=3.2 m,公切球半徑R=4.031 m。鋼岔管承受內(nèi)水頭(含水擊壓力)為164.7 m(1.616 MPa),HD值約905.85 m·m,鋼岔管整體尺寸規(guī)模較大。結(jié)合Patrind水電站壓力鋼岔管制作與安裝實(shí)際,對(duì)其質(zhì)量控制要點(diǎn)進(jìn)行探討,以期為我國(guó)今后大型岔管的制造積累現(xiàn)實(shí)經(jīng)驗(yàn)。

圖1 壓力鋼岔管現(xiàn)場(chǎng)安裝圖
1 整體制作方案
結(jié)合Patrind工地現(xiàn)場(chǎng)的條件和進(jìn)場(chǎng)道路交通狀況,在工地現(xiàn)場(chǎng)搭設(shè)一臨時(shí)廠房進(jìn)行壓力鋼岔管制作,即在中國(guó)境內(nèi)廠房采購(gòu)、下料后,運(yùn)至巴基斯坦境內(nèi)的廠房進(jìn)行卷圓、焊接。
考慮管材運(yùn)輸?shù)慕?jīng)濟(jì)性與可靠性,并結(jié)合制作設(shè)備投入的安排,制作方案擬在國(guó)內(nèi)采購(gòu)所需管材,在國(guó)內(nèi)廠房按鋼管管節(jié)的分塊瓦片展開(kāi)厚度、寬度及長(zhǎng)度進(jìn)行下料、切割,并留適當(dāng)?shù)臋C(jī)加工坡口余量,切割好的鋼板在國(guó)內(nèi)廠房進(jìn)行鋼板表面除銹(鋼板表面預(yù)處理),管節(jié)瓦片鋼板的內(nèi)表面涂裝車(chē)間底漆,經(jīng)檢驗(yàn)合格的已加工好鋼板運(yùn)輸至巴基斯坦Patrind水電站工地現(xiàn)場(chǎng)的鋼管制作車(chē)間,在工地現(xiàn)場(chǎng)的鋼管制作車(chē)間進(jìn)行管節(jié)的卷弧成圓,并在出廠前完成加勁環(huán)對(duì)裝、焊接及灌漿孔切割等作業(yè)(制作流程如圖2)。
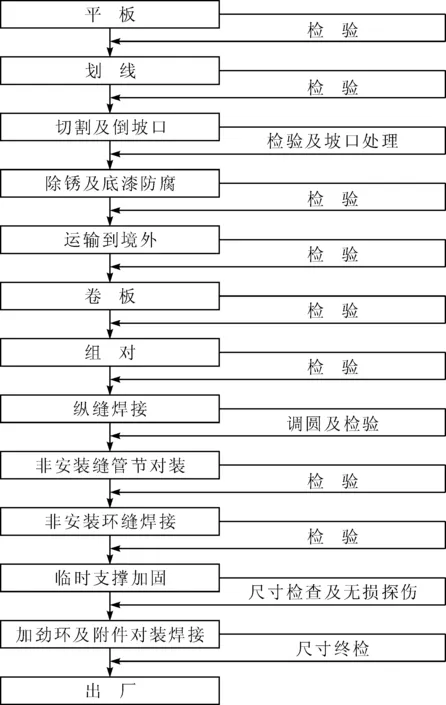
圖2 壓力鋼岔管制作流程
1.1 鋼板的采購(gòu)及下料
由于鋼管的最大直徑為5.5 m,展開(kāi)周長(zhǎng)為17.3 m,為盡可能減少縱焊縫,將每管節(jié)控制在2條或3條縱縫,即每管節(jié)分成2個(gè)或3個(gè)瓦片,分別卷制合格后,再在對(duì)管平臺(tái)上進(jìn)行對(duì)圓,因此鋼板采購(gòu)時(shí)須有比較嚴(yán)格的定尺要求。根據(jù)各管節(jié)的展開(kāi)尺寸,要求每張鋼板下料時(shí)還得考慮到對(duì)圓時(shí)縱縫及橫縫的焊接收縮余量[1]。并根據(jù)每張板材下料尺寸,用油漆在鋼板的兩面按設(shè)計(jì)圖紙寫(xiě)上編號(hào)。
1.2 鋼板卷制
為防止鋼板在卷制過(guò)程中產(chǎn)生變形,在卷板機(jī)進(jìn)板側(cè)設(shè)置平行卷板機(jī)底輥的滾筒,使鋼板不出現(xiàn)下彎現(xiàn)象。板料在上下輥之間的位置須放正,使板料上畫(huà)好的中心線與下輥的中心線保持平行。管線弧度的偏差(主管I.D=5 500 mm,采用弦長(zhǎng)為1.5 m或以上的樣板進(jìn)行檢測(cè),支管I.D=3200 mm,采用弦長(zhǎng)為1.0 m或以上的樣板進(jìn)行檢測(cè))應(yīng)符合規(guī)范要求,超規(guī)范的須進(jìn)行修改。
1.3 縱縫、管節(jié)及環(huán)縫對(duì)接
鋼管的管口平面度控制在2 mm之內(nèi),方可進(jìn)行縱縫焊接(用埋弧自動(dòng)焊焊接)。焊接完成24 h后進(jìn)行無(wú)損探傷,合格后方進(jìn)入下一道工序。在鋼管的圓周上,每節(jié)鋼管分別卷成合格的2個(gè)或3個(gè)瓦片后,將在對(duì)管平臺(tái)上進(jìn)行組圓。考慮到運(yùn)輸及工地安裝的焊接工作量,出廠前將2~4節(jié)鋼管拼成一安裝單元,因此在制造廠房?jī)?nèi)進(jìn)行大量的環(huán)縫焊接(采用滾焊臺(tái)車(chē)配合埋弧自動(dòng)焊進(jìn)行焊接)。管節(jié)對(duì)接時(shí)將每相鄰兩節(jié)管的縱縫至少錯(cuò)開(kāi)500 mm。外觀檢查合格后,對(duì)一類焊縫進(jìn)行無(wú)損探傷。
2 壓力鋼岔管的制作
2.1 球形岔管的制作
Patrind水電站壓力鋼管岔管是一種四通的無(wú)加強(qiáng)梁、無(wú)月牙肋和無(wú)補(bǔ)強(qiáng)板的岔管,是完全由殼片組成,其結(jié)構(gòu)合理,受力性能優(yōu)越,且該結(jié)構(gòu)用材較省,所占空間小。該四通的無(wú)梁式岔管,分別將主管的水流引到三條支管(平面圖如3所示)。該結(jié)構(gòu)由2個(gè)球殼片和12個(gè)錐管、3個(gè)直管組成,其中心體為內(nèi)徑8 062.6 mm的球體,在主管中心線方向通過(guò)直管4、錐管3、錐管2及錐管1與球殼相切;1號(hào)支管通過(guò)錐管9、10、11、直管12與球殼連接,其中錐管9與球殼相切;2號(hào)支管通過(guò)錐管5、6、7、直管8與球殼連接,其中錐管5與球殼相切;3號(hào)支管通過(guò)錐管9、10、11、直管12與球殼連接,其中錐管9與球殼相切。
該無(wú)梁岔的1、5、9管節(jié)、Y球殼在國(guó)內(nèi)工廠下料、坡口加工、壓制與卷制成形,并對(duì)以上的部件進(jìn)行整體預(yù)組裝,整體尺寸和形狀經(jīng)檢查合格后,拆散發(fā)運(yùn)至Patrind水電站工地現(xiàn)場(chǎng)。其余的2、3、6、7、10、11共計(jì)8節(jié)錐管與4、8、123節(jié)直管在國(guó)內(nèi)工廠下料、防腐、坡口加工后直接包裝發(fā)運(yùn)至Patrind水電站工地現(xiàn)場(chǎng),在工地現(xiàn)場(chǎng)卷板后進(jìn)行組裝、焊接。整個(gè)無(wú)梁岔在安裝現(xiàn)場(chǎng)進(jìn)行整體組裝、焊接及水壓試驗(yàn)。
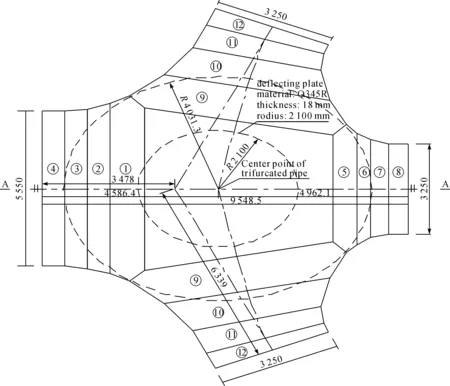
圖3 壓力鋼岔管平面圖
2.2 球殼熱壓成形工藝
球殼采用經(jīng)調(diào)質(zhì)(正火+回火)的鋼板,然后進(jìn)行熱壓,始?jí)簻囟葹?80℃,終壓溫度為880℃,壓制設(shè)備為3 000 t的油壓機(jī)。Y球殼的球半徑為4 031.3 mm,外形展開(kāi)尺寸為7 083.4 mm×7 344 mm,由于外形尺寸較大需要分塊進(jìn)行下料并熱壓成型。對(duì)以上部件進(jìn)行整體預(yù)組裝,檢查合格后拆散發(fā)運(yùn)至Patrind水電站工地現(xiàn)場(chǎng)。球殼的拼裝焊縫應(yīng)盡量地避免十字形焊縫的出現(xiàn)。
2.3 無(wú)梁岔焊接
由于無(wú)梁岔的焊接全部為一類焊縫,施工前先將坡口兩側(cè)20 mm范圍內(nèi)的鐵銹、油垢及水跡清除干凈,使之露出金屬光澤,并對(duì)全部焊縫進(jìn)行焊前預(yù)熱(采用履帶式電熱片加熱,Q345R鋼預(yù)熱溫度為100~120℃)。溫度測(cè)量采用紅外線測(cè)溫槍,測(cè)點(diǎn)設(shè)于焊縫兩側(cè)100 mm處。焊接采用多層多道焊,焊接過(guò)程中層間溫度不低于100℃。施焊時(shí)為減少無(wú)梁岔焊接變形,采用以下工藝進(jìn)行控制:①對(duì)稱、分段均勻施焊,分段長(zhǎng)度為200~400 mm;②先焊內(nèi)側(cè)焊縫,當(dāng)完成內(nèi)側(cè)焊縫時(shí),對(duì)外側(cè)坡口用碳弧氣刨清根,并對(duì)清根后的內(nèi)側(cè)焊縫進(jìn)行100%超聲波探傷檢查,最后焊接外側(cè)焊縫;③每條焊縫焊接完成后進(jìn)行后熱處理,后熱溫度為250~350℃,并保溫1~2 h。無(wú)梁岔的全部焊接焊縫進(jìn)行100%超聲波探傷。
2.4 無(wú)梁岔水壓試驗(yàn)
為檢驗(yàn)鋼岔管制作及焊接施工質(zhì)量,驗(yàn)證結(jié)構(gòu)的可靠性,并削減焊接殘余應(yīng)力及不連續(xù)部位的峰值應(yīng)力[2],岔管焊接探傷經(jīng)檢查合格后,可進(jìn)行水壓試驗(yàn)(試驗(yàn)所需材料和設(shè)備如表1)。水壓試驗(yàn)前,完成封堵悶頭的焊接并采用超聲波探傷,以保證試驗(yàn)的安全性。根據(jù)設(shè)計(jì)文件,設(shè)計(jì)水頭(含水擊壓力)為164.7 m(1.616 MPa),水壓試驗(yàn)最大壓力按1.25倍設(shè)計(jì)最大內(nèi)水壓推算,為205.875 m(2.02 MPa)。水壓試驗(yàn)水溫保證在5℃以上。試壓時(shí),分級(jí)加載緩緩升壓至工作壓力,保持30 min以上,并對(duì)無(wú)梁岔進(jìn)行檢查,觀察壓力表指針是否保持穩(wěn)定。情況正常時(shí),允許繼續(xù)加壓,加壓速度以不大于0.05 MPa/min為宜。升至最大試驗(yàn)壓力,保持30 min以上,此時(shí)壓力表指示的壓力無(wú)變動(dòng)。然后下降至工作壓力,保持30 min以上,整個(gè)試驗(yàn)過(guò)程中無(wú)滲水和其他異常情況。
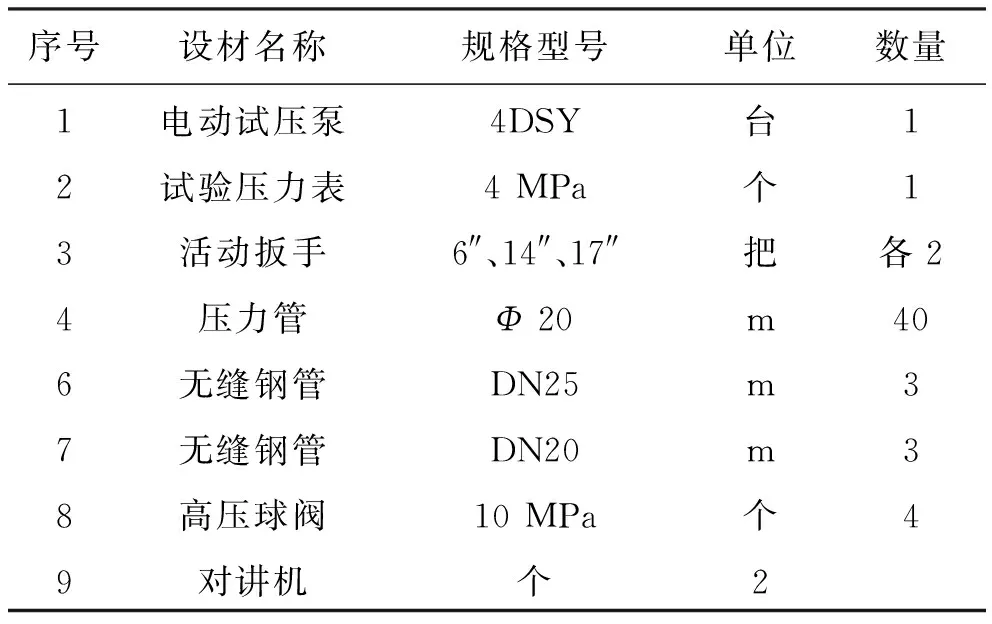
表1 水壓試驗(yàn)所需設(shè)備及材料
3 壓力鋼岔管的安裝
3.1安裝流程
卸車(chē)位置布置在鋼岔管前,即洞口位置,始裝管節(jié)為鋼管最上游的管節(jié)(定義為1號(hào)管節(jié))。由上游往下游順序安裝,鋼管的進(jìn)入方向由岔管位置向上游進(jìn)入(即由下游向上游推進(jìn))。在岔管前,預(yù)留6~12 m直管作為“湊合節(jié)”,完成岔管安裝后,再進(jìn)行該湊合節(jié)的安裝,但該湊合節(jié)位置的頂部須完全開(kāi)挖,為明管。最后安裝最下游端的彎管及支管。安裝流程如圖4,具體安裝順序如下。
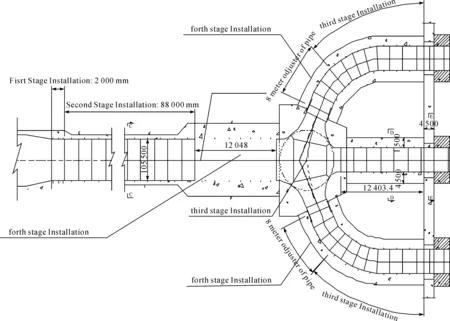
圖4 壓力鋼岔管安裝流程圖
1)第一階段的鋼管安裝(始裝節(jié)安裝):用車(chē)間的門(mén)機(jī)吊裝主管1號(hào)管節(jié)到運(yùn)輸平車(chē)上并加固,運(yùn)至壓力隧洞前。采用汽車(chē)吊將鋼管吊起,脫離車(chē)廂板后平車(chē)駛開(kāi),將運(yùn)輸鋼管用的臺(tái)車(chē)推至鋼管的正下方,將鋼管吊放上臺(tái)車(chē)上并加固。用卷?yè)P(yáng)機(jī)將臺(tái)車(chē)牽引進(jìn)入壓力洞內(nèi),直至合適的安裝位置,采用4個(gè)32 t液壓千斤頂同步徐徐將壓力鋼管升至準(zhǔn)確的高程后,進(jìn)行鋼管的支撐加固。
2)第二階段的鋼管安裝:安裝完主管1號(hào)管節(jié)后,進(jìn)行主管2號(hào)~主管3號(hào)管節(jié)的安裝,外側(cè)不再加固支撐,僅在底部進(jìn)行支撐性的加固。主管2號(hào)鋼管安裝后,再安裝主管3號(hào)鋼管(其中最后一節(jié)主管3號(hào)鋼管及主管4號(hào)~8號(hào)鋼管作為預(yù)留湊合節(jié))。
3)第三階段的安裝:先進(jìn)行岔管拼裝及安裝定位,此階段為整個(gè)安裝工程最為關(guān)鍵也是難度最高的一環(huán)。由于岔管由18個(gè)管節(jié)組成,重量過(guò)大,因此在安裝位置直接組裝。組裝過(guò)程中,隨時(shí)檢查其高程、里程、圓度等,合格后才進(jìn)行焊接。之后安裝岔管的三條支管,安裝方法與第二階段的主管2號(hào)、主管3號(hào)管的安裝方法相同,即在前一管節(jié)的基礎(chǔ)上進(jìn)行安裝,并在底部進(jìn)行支撐性的加固。支管的運(yùn)輸通道為各自的下游出水口端。
4)第四階段的鋼管安裝:安裝預(yù)留的湊合節(jié)(即主管3號(hào)管節(jié)的最后一節(jié)與主管4號(hào)~主管8號(hào)鋼管),包括岔管三條支管與岔管的連接處的湊合節(jié)。
3.2 就位及管節(jié)加固
壓力鋼岔管管節(jié)運(yùn)輸至適當(dāng)?shù)奈恢煤螅ㄟ^(guò)液壓千斤頂將鋼管(托架)進(jìn)行頂起,然后將平車(chē)移出,利用千斤頂進(jìn)行管節(jié)高程的調(diào)節(jié)[3]。鋼岔管在洞內(nèi)卸車(chē)后,水平高程可以通過(guò)底部布置的液壓千斤頂進(jìn)行調(diào)整,而水平方向同樣可通過(guò)千斤頂進(jìn)行調(diào)整。
在主管段,距管線中心兩側(cè)1 500 mm的沿線上,每隔1.5 m需埋設(shè)兩支平行的φ22錨筋(或型鋼、鋼板),即預(yù)埋錨筋橫向間距宜為3 m,加固型鋼的高度為1 338~1 538 mm,縱向間距為1.5 m。同時(shí),在支管段距管線中心兩側(cè)1 000 mm的沿線上每隔1.5 m需埋設(shè)兩支平行的ф22錨筋或型鋼,露出混凝土底板100 mm,作加固用途。支管段的加固方案與主管段類同。
4 壓力鋼岔管的質(zhì)量控制
4.1 焊接質(zhì)量控制
鋼岔管的焊接質(zhì)量對(duì)工程的可靠性和耐久性具有直接影響[4-5]。對(duì)于材料Q345R鋼管的焊接材料,氣體保護(hù)焊選用實(shí)芯焊絲型號(hào)為ER50-6,氣體采用CO2氣體;埋弧自動(dòng)焊選用焊絲H08MnMoA,焊劑選用HJ431;焊條電弧焊選用E5015型號(hào)。焊接過(guò)程中,工藝及措施嚴(yán)格按工藝評(píng)定執(zhí)行,但考慮到設(shè)定的制造方案,鋼管是在國(guó)內(nèi)下料并形成坡口。在運(yùn)輸至巴基斯坦廠房后,為最大程度提高焊接質(zhì)量,在焊接前,須使用磨光機(jī)將坡口位置的銹跡刮除,該過(guò)程不能刮傷非坡口位置的其它木材。
鋼板的切割采用火焰切割。切割方法有兩種,一是采用半自動(dòng)切割機(jī)進(jìn)行施工,此為該項(xiàng)目鋼板的主要切割方法;另一種為手工切割,手工切割由熟練切割工擔(dān)任,該方法主要用于灌漿孔的切割及一些非規(guī)則鋼板的切割。所有坡口形成后,坡口上不得有裂紋,邊緣上的毛刺、卷邊、熔渣等應(yīng)去掉。坡口不符合要求時(shí),需用砂輪機(jī)進(jìn)行修正。
4.2 防腐控制
該工程的防腐任務(wù)是對(duì)鋼管內(nèi)壁涂刷底漆及面漆。防腐工作分為兩個(gè)部分,其一為在國(guó)內(nèi)廠房的板材底漆防腐,其二為在巴基斯坦廠房對(duì)圓焊接后的面漆防腐。國(guó)內(nèi)防腐工作是將下料后的合格板塊內(nèi)壁按防腐要求進(jìn)行噴砂除銹,并涂刷底漆,而后運(yùn)輸至巴基斯坦廠房進(jìn)行卷圓;在巴國(guó)廠房卷圓并焊接完成后,將焊縫位置除銹處理合格,涂刷底漆;當(dāng)壓力鋼管安裝并焊接完成后,再進(jìn)行環(huán)縫位置底漆的涂刷,以及鋼管全內(nèi)壁進(jìn)行防水防滲面漆的涂刷。
4.3 運(yùn)輸過(guò)程控制
產(chǎn)品的運(yùn)輸順序根據(jù)鋼岔管的安裝計(jì)劃進(jìn)行。在運(yùn)輸過(guò)程中,各管段的端部采用槽鋼進(jìn)行支撐加固,防止易變形的管端部發(fā)生變形。各制造項(xiàng)目的成品進(jìn)行配套運(yùn)輸,產(chǎn)品防腐后,用油漆筆在管端部約300 mm位置標(biāo)明該管段的品名、編號(hào)、外形尺寸、重量、水流方向等。對(duì)于零部件的裝箱運(yùn)輸,箱外銘牌須標(biāo)明裝箱的品名、規(guī)格及數(shù)量等。而管節(jié)等的運(yùn)輸加固采用手拉葫蘆加固,并用木方條等作墊,避免管節(jié)與車(chē)箱板直接發(fā)生接觸。手拉葫蘆鏈條與鋼管節(jié)的接觸采用薄木板作墊,以增大接觸面積,防止滑動(dòng)并避免意外變形。
5 結(jié) 語(yǔ)
Patrind水電站壓力鋼岔管體型尺寸較大,焊接、拼裝及定位等均有一定難度。通過(guò)制定國(guó)內(nèi)采購(gòu)、下料,在巴基斯坦境內(nèi)進(jìn)行管道制作與組裝的方案,縮短了壓力鋼岔管的制作周期,有力推進(jìn)施工生產(chǎn),確保了工程質(zhì)量。同時(shí),結(jié)合壓力鋼岔管的制作與安裝實(shí)際,對(duì)主要質(zhì)量控制要點(diǎn)進(jìn)行了探討。實(shí)踐表明,Patrind水電站壓力鋼岔管制作工藝先進(jìn),安裝質(zhì)量?jī)?yōu)良,施工后無(wú)質(zhì)量缺陷產(chǎn)生,獲得了業(yè)主的好評(píng)。項(xiàng)目的實(shí)施可為我國(guó)今后壓力鋼岔管的制造與安裝積累生產(chǎn)經(jīng)驗(yàn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
