棉亞麻色織大格布的設計與生產
2022-03-05 06:21:34馬順彬任長林
紡織科技進展 2022年2期
馬順彬,任長林
(1.南通潤禾紡織有限公司,江蘇 南通226010;2.江蘇工程職業技術學院,江蘇 南通226007)
棉纖維具有舒適、柔軟、吸濕性強等優點;亞麻纖維具有吸濕放濕速度快、保健抑菌、防污抗靜電、防紫外線等優良性能,被譽為“天然纖維中的纖維皇后”。以18.2 tex精梳純棉紗為經紗與19.4 tex棉/亞麻(55/45)混紡紗為緯紗進行交織,設計并生產了146.5 JC18.2 tex×JC/L(55/45)19.4 tex 283×287的棉亞麻色織格布,為開發和利用亞麻織物提供借鑒。
1 織物設計
1.1 織物規格
成品幅寬146.5 c m,成品經密283根/10 c m,成品緯密287根/10 c m;坯布幅寬160 c m,坯布經密260根/10 c m,坯布緯密268根/10 c m;上機幅寬167.6 c m,上機經密248根/10 c m,上機緯密252根/10 c m。經紗織縮率為7.5%,一米經長為1.08 1 m,總經根數4 160根,其中邊紗40×2根,地經根數為4 080根,米白色經紗2 100根,蘭色經紗1 980根,全幅11花+120根。米白色經紗用紗量4.401 9 kg/100 m,蘭色經紗用紗量為4.150 4 kg/100 m,布邊用紗量為0.167 7 kg/100 m,經紗用紗量為8.720 0 kg/100 m;米白色、蘭色緯紗用紗量分別為4.942 7 kg/100 m,緯紗用紗量為9.885 4 kg/100 m,織物總計用紗量18.605 4 kg/100 m,織物面密度為113 g/m2,織物中棉占76%,亞麻占24%。
1.2 色紗循環設計
A代表18.2 tex米白色精梳純棉紗,B代表18.2 tex蘭色精梳純棉紗,C代表19.4 tex米白色棉/亞麻(55/45)混紡紗,D代表19.4 tex蘭色棉/亞麻(55/45)混紡紗。
色經排列:150 A、180B、30 A,尾花為米白色120根,一花經紗根數為360根。
色緯排列:198C、198D,一花緯紗根數396根。
1.3 外觀及組織設計
在一個花型循環中,米白色占50.68%,蘭色占49.32%,緯向一花寬度12.72 c m,經向一花高度為13.8 c m,花型循環寬,整個顏色格型顯示為“田”字形,織物外觀呈現4個色彩各異的大格子,如圖1所示,織物外觀如圖2所示。織物組織采用平紋組織,布面平整光潔,涼爽舒適,適合做夏季襯衫。
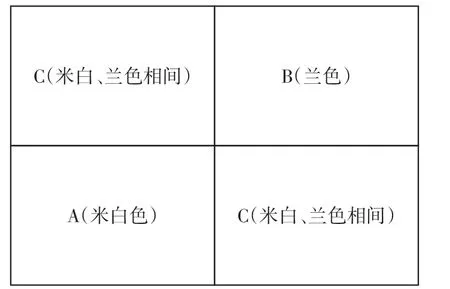
圖1 織物顏色格型
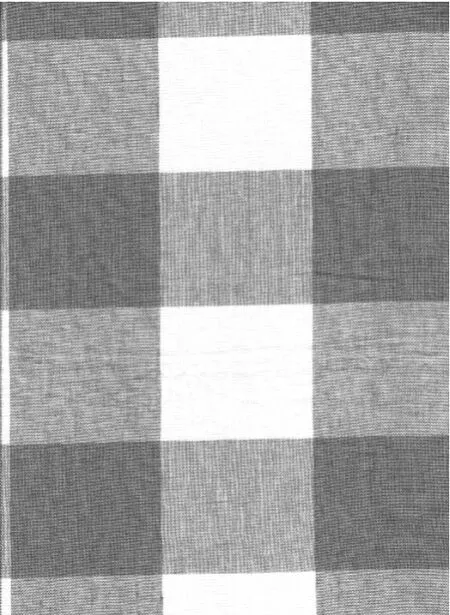
圖2 織物實物圖
2 生產關鍵技術
2.1 絡筒工藝
采用筒子染色,筒子染色工藝流程為:坯紗→松式絡筒→裝紗→入染(前處理→染色→后處理)→脫水→烘干→緊筒。松式絡筒要求筒子外形、質量、密度達到標準,紗線纏繞時不互相重疊且均勻。由于筒子染色時筒子紗靜止不動,為使染液在紗層中順利穿透、循環,筒子卷繞密度不宜太大,否則產生的過濾阻力太大,會使染液流量下降,滲漏增加,但筒子卷繞密度也不能過低,否則容易在紗線之間沖出“溝槽”,使染液“短路”,甚至產生“坍筒”等問題[1],采用GA012型絡筒機,松筒卷繞密度設置為0.38 g/c m3。由于棉纖維含有6%~10%的纖維素共生物,造成棉紗線潤濕性下降,在前處理中應去除,采用化學法對棉紗線進行前處理,H2O2濃度3 g/L,Na OH濃度3.5 g/L,陰離子型表面活性劑濃度1 g/L,溫度95℃,處理時間50 min;由于活性染料染色有很好的染色牢度,色譜齊全,因此,染料采用活性染料,染色浴比1∶10,染色溫度40℃,染色時間40 min,固色溫度35℃,固色時間35 min。為去除浮色和保證染色牢度,需經過水洗和皂煮,水洗是否徹底,關系到染色后的色牢度,皂煮工藝為:非離子洗滌劑1 g/L,溫度98℃,皂煮時間15 min。出紗脫水時要求筒子變形小,脫水后紗線含水量一致;烘干時要防止過烘、沾污。
緊筒采用日本村田N0.21C型絡筒機,待染色紗線脫水烘干后進行緊筒,卷繞密度為0.45 g/c m3。由于經紗線密度大、單紗強力較高,緊筒采用“中車速、大張力、緊卷繞、防毛羽”的工藝原則,絡筒速度1 200 m/min,減少毛羽產生,絡筒張力旋鈕刻度值4格。清紗工藝參數:棉結200%,短粗節130%×2 c m,長粗節40%×35 c m,長細節-40%×35 c m。
2.2 整經工藝
采用GA126A型分批整經機,以“高車速、三均勻、多頭少軸”為工藝原則。由于經紗線密度大,強力高,在確保張力、卷繞、排列均勻的前提下,提高整經速度和卷繞密度等,以提高生產效率,卷繞密度0.47 g/c m3,整經速度800 m/min,壓輥加壓1.4 k N。由于整經軸上紗線排列過稀會使卷裝表面不平整,從而造成片紗張力不勻,根據“多頭少軸”原則進行配軸,整經配軸為832根×5軸。
2.3 漿紗工藝
漿料配方:磷酸酯淀粉50 kg,Emsize CP-L馬鈴薯變性淀粉30 kg,油脂2 kg。磷酸酯淀粉的漿液在低溫時不會凝凍,漿膜透明強韌、易彎曲,有利于經紗上漿,且易于退漿,因此選用磷酸酯淀粉作為主漿料,Emsize CP-L馬鈴薯變性淀粉對棉紗的黏著力強,漿膜透明、柔軟、滑爽黏度熱穩定性好,漿紗分絞性能好,能有效減少因分絞困難造成的斷頭、并頭,提高漿紗好軸率。油脂能降低漿膜的剛性,增加彈性伸長,同時還能起到降低紗線與經停片、綜絲和鋼筘之間摩擦因數的作用。
漿紗采用祖克S432型漿紗機,由于經紗線密度高,單紗斷裂強力較高,漿紗以“高濃度、高黏度、中車速、被覆為主增強為輔、貼伏毛羽”為工藝原則。漿紗工藝:車速60 m/min,漿液溫度98℃,漿液黏度11 s,p H值7,漿液含固率12%,壓漿力(Ⅰ)9 k N,壓漿力(Ⅱ)17 k N,預烘溫度125℃,烘干溫度110℃,上漿率11%±0.5%,回潮率7%±0.5%,回潮率要求縱向、橫向均勻,伸長率控制在1%之內。漿液黏度高則浸透少,紗線表面被覆多,將漿液黏度控制11 s左右;漿紗機車速快,壓漿輥加壓效果減小,漿液液膜增厚,且紗線在擠壓區中通過的時間短,漿液浸透距離小,浸透量少,能有效貼伏毛羽,將車速設置為60 m/min,經測試,漿紗毛羽損失率85.3%。
2.4 穿經工藝
采用4頁綜框,為方便織造,采用飛穿法,每綜框綜絲根數均為1 040根,筘號為124齒/10 c m,穿筘幅寬167.6 c m,每筘齒穿入經紗根數為2根,全幅筘齒數為2 080齒。
2.5 織造工藝
采用ZAX9100型噴氣織機,以“早開口、高車速、中張力”為工藝原則。開口時間290°,開口時間早,則打緯時梭口開得大,經紗張力大,經紗對緯紗的包圍角也大,有利于打緊緯紗;上機張力1 300 N,經紗上機張力大,有利于打緊緯紗和開清梭口,但上機張力過大,若經紗強力不夠,則會增加斷頭,但若上機張力過小,打緯時織口移動量大,加劇經紗與綜眼摩擦,也會增加斷頭[2]。車速700 r/min,張力軸套位置刻度6,張力軸套支架高度90 mm,第1頁綜框開口量80 mm,第2頁綜框開口量84 mm,第3綜頁綜框開口量88 mm,第4綜框頁綜框開口量92 mm;第1頁綜框高度2 mm,第2頁綜框高度4 mm,第3綜頁綜框高度6 mm,第4綜框頁綜框高度8 mm。主噴嘴用2只,主噴嘴氣壓為0.3 MPa,啟閉時間為70°~190°,輔助噴嘴氣壓為0.35 MPa,第1組輔助噴嘴啟閉時間為70°~150°,第2組輔助噴嘴啟閉時間為100°~190°,第3組輔助噴嘴啟閉時間為140°~220°,第4組輔助噴嘴啟閉時間為180°~250°,第5組輔助噴嘴啟閉時間為200°~280°,第6組輔助噴嘴啟閉時間為230°~310°。主噴嘴的開啟角度設定不能過早,否則會發生經紗掛紗、緯紗前端彎緯等引緯失誤。最終織造效率達到92%。
3 結語
研發了一款棉亞麻色織大格布。對織物的規格和外觀等進行了設計,總結了筒子染色、整經、漿紗、織造等工序的關鍵技術。產品織造效率達到92%,下機一等品率達到94%,入庫一等品率達到99%,織物水洗尺寸變化率為1%,達到了客戶來單的質量要求。