天絲混紡接觸冷感針織面料開發(fā)
2022-03-05 06:21:32吳裕兵
紡織科技進(jìn)展 2022年2期
關(guān)鍵詞:編織
莊 燕,吳裕兵
(東麗纖維研究所(中國)有限公司,江蘇 南通226000)
天絲纖維是以針葉樹為主的木漿為原料經(jīng)溶劑紡絲制成的可生物降解的環(huán)保綠色纖維,具有優(yōu)良的吸濕性和透氣透濕性,手感柔滑舒適,有真絲般觸感,柔軟親膚。目前有未交聯(lián)型G100和交聯(lián)型A100兩種,G100纖維具有很高的吸濕膨潤性,特別是經(jīng)向高達(dá)40%~70%,且易原纖化。A100纖維中的羥基與含有3個(gè)活性基的交聯(lián)劑進(jìn)行反應(yīng),在纖維素分子間形成交聯(lián)來減少纖維原纖化,且不易起毛起球,在針織內(nèi)衣及T恤面料上使用越來越廣泛。
1 設(shè)計(jì)思路
接觸冷感是由構(gòu)成原料和織物組織的傳熱能力在肌膚接觸瞬間,把熱量由溫度較高的肌膚快速轉(zhuǎn)移到織物里層,導(dǎo)致肌膚表面溫度快速降低而產(chǎn)生的一種冷感[1]。織物接觸冷感的高低與織物對熱量的吸收能力和熱量通過織物的傳遞能力相關(guān)。為了提高織物對熱量的吸收能力,在進(jìn)行組織設(shè)計(jì)時(shí)盡可能地提高織物里層的平整程度,增加里層與肌膚的接觸面積[2];為了提高織物對熱量的傳遞能力,在原料使用時(shí)盡可能地選擇導(dǎo)熱系數(shù)高的纖維、吸濕性高的纖維素纖維、表面毛羽少的短纖維紗線等。
防透性是指在可見光照射的條件下,由于織物自身的視覺屏蔽作用而使被遮蓋處不能夠被外界觀察清楚的性能。織物防透性的高低與織物的未充滿系數(shù)和使用原料、加工助劑的防透性相關(guān)。為了提高織物的未充滿系數(shù),在進(jìn)行設(shè)計(jì)時(shí)盡可能地使用直徑粗的紗線,且增加織物的緊密程度。同樣為了提高使用原料和加工助劑的防透能力,盡可能地選擇消光能力或反射能力高的纖維和助劑。
透氣性是指氣體分子通過織物的性能,直接影響織物的保暖、透濕、防風(fēng)等服用性能。織物透氣性決定于織物中紗線間以及纖維間隙的數(shù)量與大小,與纖維性質(zhì)、紗線結(jié)構(gòu)、織物厚度和密度等因素相關(guān)。在進(jìn)行組織設(shè)計(jì)時(shí)盡可能地采用長的編織線長來增大線圈之間的空隙,選擇表面毛羽少的短纖維紗線進(jìn)行編織。
由于單純使用天絲混短纖紗不能保證獲得較高的接觸冷感性,且面料成本較高,同時(shí)考慮到防透性,使用了吸濕性高的天絲混紡短纖紗和導(dǎo)熱系數(shù)高的全消光錦綸長絲在緯編大圓機(jī)上交織進(jìn)行接觸冷感針織面料開發(fā)。
2 組織設(shè)計(jì)
緯平針組織和天絲蓋錦綸緯平針組織的里層全部是長的延展線,可以保證面料里層與肌膚之間擁有較大的接觸面積,且選擇適當(dāng)?shù)募喚€、設(shè)定合理的編織線長和控制密度有可能保證防透性和透氣性。變化羅紋組織可以保證里層全部為接觸冷感性好的紗線,從而獲得較高的接觸冷感性,羅紋組織特有的正面線圈縱行和反面線圈縱行相間配置可以保證其擁有好的透氣性,比緯平針組織好的厚實(shí)感可以獲得良好的防透性。對緯平針、天絲蓋錦綸緯平針和變化羅紋3種組織進(jìn)行功能性比較,確定可同時(shí)滿足這3種功能性的組織。
2.1 原料使用
18 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向);
14.7 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向);
44 dtex/24 F全消光錦綸長絲(S捻向);
78 dtex/48 F全消光錦綸長絲(S捻向)。
2.2 緯平針組織
采用18 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)和78 dtex/48 F全消光錦綸長絲(S捻向)在28 G單面大圓機(jī)上交織開發(fā)緯平針坯布。由于錦綸長絲的染色收縮率高于天絲短纖紗,可以得到較緊致的結(jié)構(gòu),從而提高面料里層與肌膚的接觸面積。另外,錦綸纖維的高導(dǎo)熱性和天絲纖維的高吸濕性可以讓面料獲得較好的接觸冷感性。
2.2.1 設(shè)備參數(shù)
機(jī)器 圣東尼單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針。
2.2.2 編織線長
18 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)230 mm/100針;
78 dtex/48 F全消光錦綸長絲(S捻向) 230 mm/100針。
2.2.3 編織注意事項(xiàng)
(1)每一路的編織張力盡可能調(diào)整一致,控制在5~7 c N之間。
(2)短纖紗和長絲相互交織時(shí),由于短纖紗在編織過程中容易產(chǎn)生掉絨現(xiàn)象,因此需要增加打掃飛絨次數(shù),否則容易被織入坯布中造成飛花。
2.2.4 坯布參數(shù)
克重 111 g/m2;
幅寬 174 c m;
橫密 38縱行/2.54 c m;
縱密 47橫列/2.54 c m。
2.3 天絲蓋錦綸緯平針
14.7 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)作為地紗、44 dtex/24 F全消光錦綸長絲(S捻向)作為添紗在28 G單面大圓機(jī)上編織天絲蓋錦綸緯平針坯布。面料里層全部為高導(dǎo)熱性的錦綸長絲,可以獲得較好的接觸冷感性。
2.3.1 設(shè)備參數(shù)
機(jī)器 圣東尼單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針。
2.3.2 用紗及編織線長
地紗:14.7 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向) 300 mm/100針;
添紗:44 dtex/24 F全消光錦綸長絲(S捻向)280 mm/100針。
2.3.3 編織注意事項(xiàng)
(1)添紗喂紗張力比地紗喂紗張力要稍大一些,這樣可以避免添紗翻轉(zhuǎn)到正面來。
(2)為了保證添紗在針頭內(nèi)正確墊紗,墊紗位置需要接近于針桿,以較小的墊紗縱角和橫角進(jìn)行喂入。
(3)最好采用撲頭針,使地紗能夠良好地覆蓋在添紗上。
2.3.4 坯布參數(shù)
克重 127 g/m2;
幅寬 185 c m;
橫密 36縱行/2.54 c m;
縱密 44橫列/2.54 c m。
2.4 變化羅紋
采用14.7 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)和78 dtex/48 F全消光錦綸長絲(S捻向)在20 G羅紋機(jī)上編織變化羅紋坯布。面料表層全部為天絲短纖紗,里層全部為導(dǎo)熱性高的錦綸長絲來獲得接觸冷感性。
2.4.1 設(shè)備參數(shù)
機(jī)器 臺灣國鋒羅紋編織機(jī);
機(jī)號 20針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 72路;
總針數(shù) 2 160針。
2.4.2 織針排列
織機(jī)采用羅紋對位,針盤2級針按ABAB排列,針筒2級針按BABA排列。
2.4.3 編織圖
織物編織圖如圖1所示,第1 F路上針盤全部成圈,下針筒全部集圈,第2 F路上針盤不成圈,下針筒全部成圈。
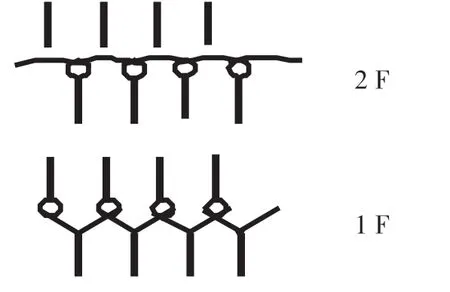
圖1 織物編織圖
2.4.4 穿紗方式
面料的第1 F喂入天絲短纖紗,第2 F喂入錦綸長絲。
2.4.5 編織線長
14.7 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)350 mm/100針;
78 dtex/48 F全消光錦綸長絲(S捻向) 460 mm/100針。
2.4.6 編織注意事項(xiàng)
(1)集圈紗線的編織張力略大,這樣可以防止漏針和翻絲產(chǎn)生。錦綸長絲的編織張力可控制在5~8 c N,天絲短纖紗的編織張力可控制在3~5 c N。
(2)針盤高度要合理,過高集圈困難容易漏針,過低編織線長變短面料彈性變差。
(3)調(diào)節(jié)卷取張力比常規(guī)羅紋略大,可以保證集圈充分,布面平整度好。
2.4.7 坯布參數(shù)
克重 130 g/m2;
幅寬 198 c m;
橫密 26縱行/2.54 c m;
縱密 33橫列/2.54 c m。
2.5 測試方法及測試結(jié)果
混率按照FZ/T 01057.1-2007《紡織纖維鑒別試驗(yàn)方法》進(jìn)行測試。
接觸冷感按照J(rèn)IS L1927《纖維制品的接觸冷感性評價(jià)方法》進(jìn)行測試,試樣大小為150 mm×150 mm,測試溫度20℃±2℃,相對濕度65%±4%RH,ΔT=10℃。
防透性按照J(rèn)IS L1923:2017《纖維制品的防透性評價(jià)方法》進(jìn)行測試。
透氣性按照J(rèn)IS L1096:2010《織物和針織物的面料測試方法》中的透氣性A法進(jìn)行測試。
濕態(tài)斜行按照J(rèn)IS L1930 C4 M法進(jìn)行洗滌、脫水后直接進(jìn)行測量。
烘干斜行按照J(rèn)IS L1930 C4 M法進(jìn)行洗滌、脫水、滾筒烘干后進(jìn)行測量。
3種組織的織物參照以上方法測試混率、接觸冷感、防透性、透氣性、烘干斜行、濕態(tài)斜行,檢測結(jié)果見表1。
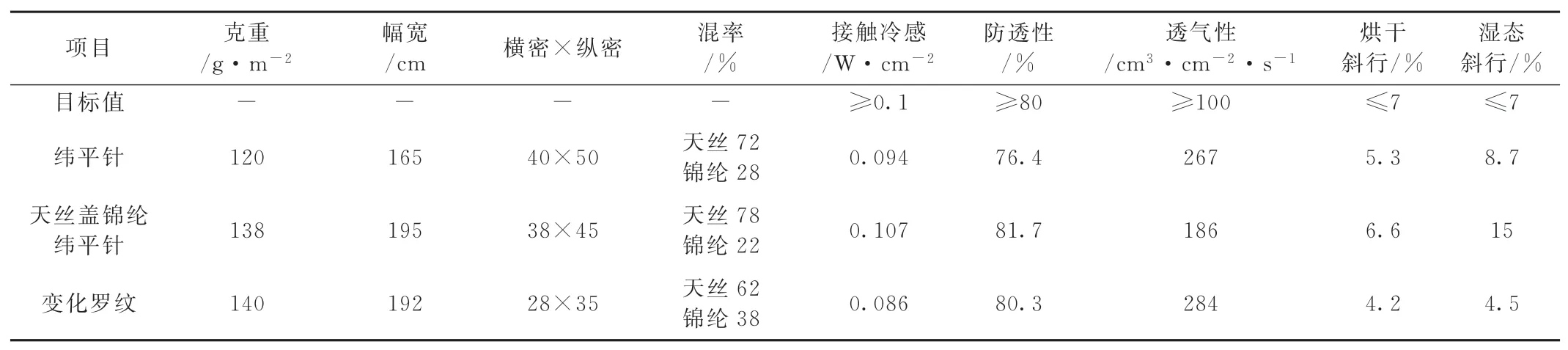
表1 3種組織的性量及性能測試結(jié)果
2.6 結(jié)論
(1)盡管緯平針和變化羅紋中錦綸纖維的含量高于天絲蓋錦綸緯平針,但是面料里層的平整度比較差,與肌膚的接觸面積不高,導(dǎo)致接觸冷感性反而不高。
(2)緯平針為18 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)和78 dtex/48 F全消光 錦綸長絲(S捻向)相互交織而成,面料表面的孔隙比較大,導(dǎo)致防透性最差、透氣性最好。
(3)天絲蓋錦綸緯平針的表紗為天絲短纖紗,里紗為錦綸長絲,短纖紗中的殘留應(yīng)力在編織、染色和后整理過程中無法全部消除,導(dǎo)致斜行最差,特別是濕態(tài)斜行非常差。
3 天絲蓋錦綸緯平針的濕態(tài)斜行改善優(yōu)化設(shè)計(jì)
天絲蓋錦綸緯平針的接觸冷感、防透性、透氣性和烘干斜行均達(dá)到了目標(biāo)值,不過濕態(tài)斜行超過了目標(biāo)值。而斜行的產(chǎn)生主要是由于短纖紗捻度產(chǎn)生的斜度、濕態(tài)時(shí)線圈形態(tài)不正常變化、編織路形成的編織緯斜、后整理過程中的附加外力等因素造成的。因此進(jìn)行紗線、編織線長、熱定型及編織機(jī)影響程度的確認(rèn),找到可能達(dá)成目標(biāo)值的優(yōu)化條件。
3.1 紗線因素
短纖紗線的捻度和捻向是影響斜行的主要因素,捻度越大加捻過程中施加的扭轉(zhuǎn)變形越大,在編織坯布時(shí)紗線力圖解捻,從而引起線圈歪斜。這種歪斜隨著時(shí)間變長、洗滌次數(shù)增加會加劇。采用Z捻短纖紗線時(shí),在面料表面形成自左下向右上的歪斜,可以通過與S捻向紗線進(jìn)行相互交織來緩解這種歪斜程度。
3.1.1 紗線選擇
地紗:14.7 dtex A100天絲100%渦流紡;
14.7 dtex A100天絲100%賽絡(luò)緊密紡(Z捻向)。
14.7 dtex A100天絲60%錦綸40%賽絡(luò)緊密紡(Z捻向)。
添紗:44 dtex/24 F全消光錦綸長絲(S捻向)。
3.1.2 設(shè)備參數(shù)
機(jī)器 圣東尼單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針。
3.1.3 編織線長
地紗 300 mm/100針,添紗 280 mm/100針。
3.1.4 測試方法及測試結(jié)果
紗線捻度按照GB/T 2543.2-2001退捻加捻法進(jìn)行測試。捻度檢測結(jié)果及織物的斜行檢測結(jié)果見表2。
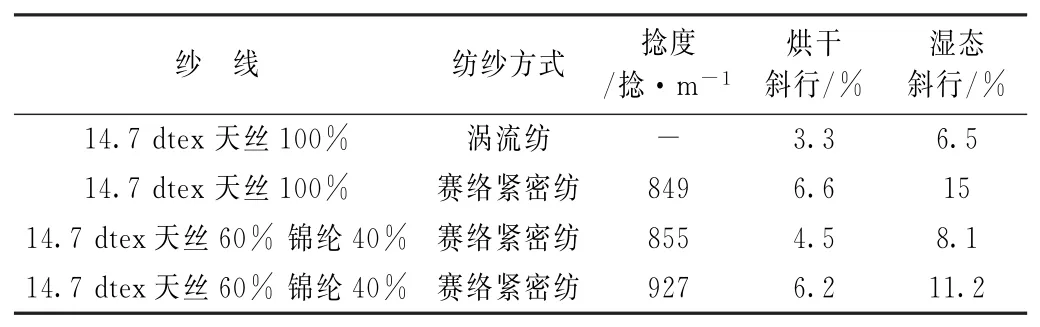
表2 紗線捻度及斜行測試結(jié)果
3.1.5 結(jié)論
(1)原料均為天絲100%時(shí),渦流紡紡制成的短纖紗中心的纖維為無捻狀態(tài),殘留應(yīng)力幾乎沒有,斜行僅由編織斜行和染色后加工應(yīng)力形成,烘干斜行和濕態(tài)斜行均最好。不過,渦流紡紗線由近似呈平行無捻狀纖維構(gòu)成的紗芯和外圍呈螺旋狀包纏的纖維組成,手感比較粗糙。
(2)原料組分不同、捻度接近的賽絡(luò)緊密紡紗中加入錦綸纖維后對烘干斜行的影響不明顯,但是對濕態(tài)斜行大有改善。推斷原因是濕態(tài)時(shí)錦綸含量高的表紗和作為里紗的錦綸長絲的膨脹性、退捻情況更接近,從而濕態(tài)斜行變小了。
(3)原料組分相同,捻度提高后紗線中的殘留應(yīng)力也增加了,從而烘干斜行和濕態(tài)斜行均變差。
3.2 編織線長因素
地紗和添紗的合理編織線長設(shè)定可以保證兩者正確排列不發(fā)生露底情況,而當(dāng)?shù)丶喓吞砑喌臐駶櫯蛎浶圆灰恢聲r(shí),濕潤時(shí)膨脹性大的紗線必然會對膨脹性小的紗線進(jìn)行擠壓,從而造成面料歪斜。天絲纖維和錦綸纖維的膨脹性完全不同,按照一般經(jīng)驗(yàn)設(shè)定的編織線長有可能不合理,需要進(jìn)行對比試驗(yàn)。
3.2.1 用紗及編織線長設(shè)定
地紗:14.7 dtex A100天絲60%錦綸40%賽絡(luò)緊密紡(Z捻向) 300 mm/100針。
添紗:44 dtex/24 F全消光錦綸長絲(S捻向)。
條件① 280 mm/100針
條件② 290 mm/100針
條件③ 270 mm/100針
3.2.2 設(shè)備參數(shù)
機(jī)器 圣東尼單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針。
3.2.3 測試結(jié)果
3種編織線長織成的織物的烘干斜行、濕態(tài)斜行的檢測結(jié)果見表3。
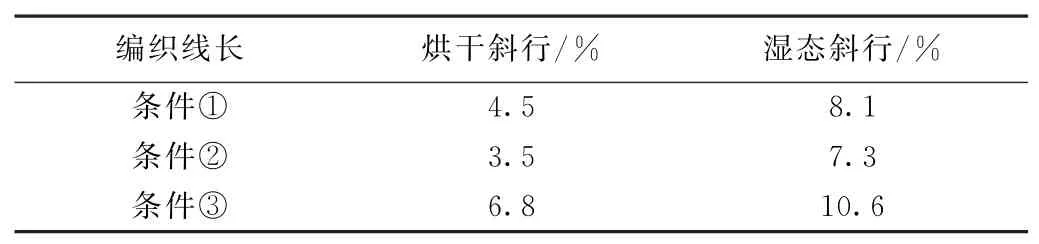
表3 斜行測試結(jié)果
3.2.4 結(jié)論
編織線長調(diào)整后對干態(tài)斜行的影響程度不是特別明顯,但是濕態(tài)時(shí)表里紗的膨脹性、退捻情況不一樣,縮短里紗的編織線長后可以減輕對表紗的擠壓,從而減小濕態(tài)時(shí)的斜行。
3.3 熱定型條件因素
由于單面編織機(jī)形成織物的特點(diǎn)決定了不可能完全消除單面針織物的斜度與斜行,但是控制在一定的范圍內(nèi)還是有可能的。如果定型前的斜度越大,定型時(shí)要改善的程度必然越大,從而會造成斜行變差。
3.3.1 熱定型條件設(shè)定
坯布定型:溫度190℃;
車速22 m/min;
幅寬170 c m。
成品定型:溫度140℃;
車速20 m/min;
幅寬175 c m。
直定:定型時(shí)不進(jìn)行緯斜調(diào)整,保持正常斜度進(jìn)行定型。
斜定:定型時(shí)進(jìn)行緯斜調(diào)整,保證緯向線圈水平進(jìn)行定型。
3.3.2 用紗、編織機(jī)及編織線長
用紗:
地紗 14.7 dtex A100天絲60%錦綸40%賽絡(luò)緊密紡(Z捻向);
添紗 44 dtex/24 F全消光錦綸長絲(S捻向)。
編織機(jī)參數(shù):
圣東尼單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針。
編織線長:
地紗 300 mm/100針;
添紗 290 mm/100針。
3.3.3 測試結(jié)果
按照坯布定型無、坯布斜定、坯布直定、成品斜定、成品直定進(jìn)行組合設(shè)定共得到6塊織物,分別檢測了烘干斜行、濕態(tài)斜行,結(jié)果見表4。
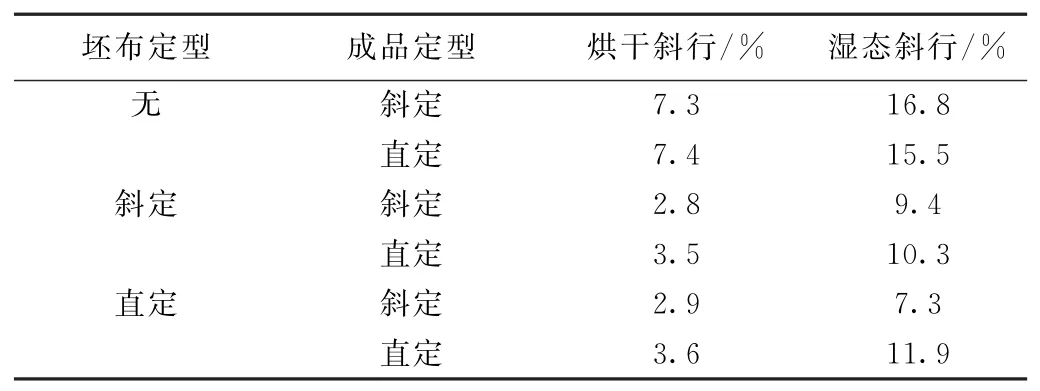
表4 斜行測試結(jié)果
3.3.4 結(jié)論
按坯布直定、成品斜定條件生產(chǎn)的面料的烘干斜行和濕態(tài)斜行最小,但濕態(tài)斜行沒有達(dá)到目標(biāo)值7%以下。
3.4 編織機(jī)因素
編織機(jī)的編織路數(shù)和旋轉(zhuǎn)方向?qū)π毙杏幸欢ㄓ绊憽>幙椔窋?shù)越多,運(yùn)轉(zhuǎn)一周編織的橫列數(shù)越多,就會產(chǎn)生較大的歪斜。編織機(jī)順時(shí)針旋轉(zhuǎn)產(chǎn)生的歪斜為左下向右上,逆時(shí)針剛好相反。
3.4.1 編織機(jī)選擇
設(shè)備①參數(shù):
機(jī)器 圣東尼單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針;
旋轉(zhuǎn)方向 逆時(shí)針。
設(shè)備②參數(shù):
機(jī)器 福源單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 34英寸(863.6 mm);
路數(shù) 102路;
總針數(shù) 2 976針;
旋轉(zhuǎn)方向 順時(shí)針。
設(shè)備③參數(shù):
機(jī)器 德樂單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 30英寸(762 mm);
路數(shù) 90路;
總針數(shù) 2 640針;
旋轉(zhuǎn)方向 逆時(shí)針。
設(shè)備④參數(shù):
機(jī)器 佰源單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 30英寸(762 mm);
路數(shù) 90路;
總針數(shù) 2 640針;
旋轉(zhuǎn)方向 順時(shí)針。
3.4.2 用紗及編織線長
地紗:14.7 dtex A100天絲60%錦綸40%賽絡(luò)緊密紡(Z捻向)300 mm/100針;
添紗:44 dtex/24 F全消光錦綸長絲(S捻向)290 mm/100針。
3.4.3 測試結(jié)果
在4種編織機(jī)上織成的面料的烘干斜行、濕態(tài)斜行檢測結(jié)果見表5。
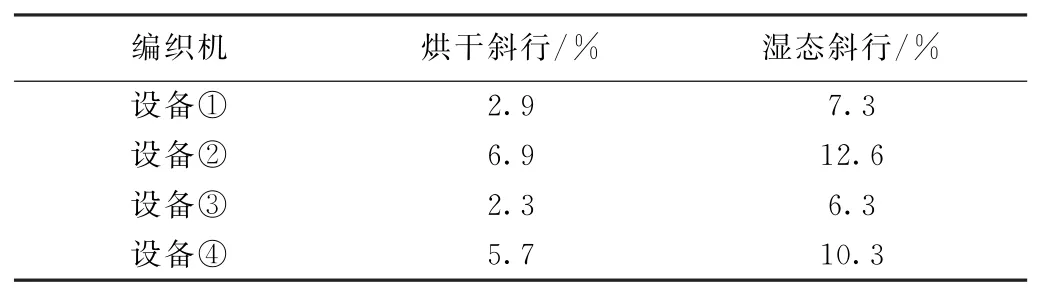
表5 斜行測試結(jié)果
3.4.4 結(jié)論
編織路數(shù)增加后會造成烘干斜行和濕態(tài)斜行惡化,而使用Z捻向的短纖紗線時(shí)逆時(shí)針運(yùn)轉(zhuǎn)的編織機(jī)可以減輕烘干斜行和濕態(tài)斜行產(chǎn)生。使用30英寸逆時(shí)針運(yùn)轉(zhuǎn)的編織機(jī)生產(chǎn)面料的烘干斜行和濕態(tài)斜行均達(dá)到目標(biāo)值7%以下。
4 優(yōu)化工藝
4.1 生產(chǎn)條件
用紗及編織線長:
地紗14.7 dtex A100天絲60%錦綸40%賽絡(luò)緊密紡(Z捻向) 300 mm/100針;
添紗44 dtex/24 F全消光錦綸長絲(S捻向)290 mm/100針。
編織機(jī)參數(shù):
德樂單面大圓機(jī);
機(jī)號 28針/25.4 mm;
筒徑 30英寸(762 mm);
路數(shù) 90路;
總針數(shù) 2 640針;
旋轉(zhuǎn)方向 逆時(shí)針。
坯布定型條件:溫度190℃;
車速22 m/min;
幅寬170 c m;
直定。
成品定型條件:溫度140℃;
車速20 m/min;
幅寬175 c m;
斜定。
4.2 測試結(jié)果
根據(jù)優(yōu)化工藝生產(chǎn)面料的克重、幅寬、密度、混率、接觸冷感、防透性、透氣性、烘干斜行、濕態(tài)斜行進(jìn)行檢測,結(jié)果見表6。
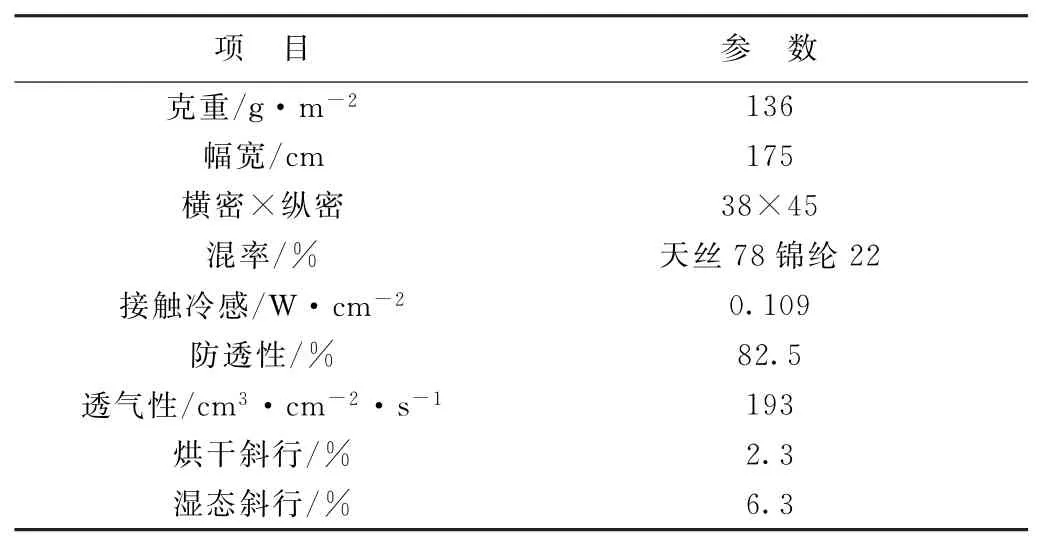
表6 優(yōu)化工藝生產(chǎn)面料的測試結(jié)果
5 結(jié)語
采用環(huán)保綠色的天絲錦綸混紡短纖紗和錦綸長絲在逆時(shí)針運(yùn)轉(zhuǎn)的小筒徑單面大圓機(jī)上交織成的天絲蓋錦綸緯平針面料,可同時(shí)滿足接觸冷感性、防透性、透氣性的功能需求。且縮短地紗和添紗的編織線長差,選擇坯布直定、成品斜定的組合定型條件可以保證烘干斜行和濕態(tài)斜行均在目標(biāo)值7%以下。開發(fā)的面料手感柔滑、穿著舒適,可用于夏季T恤或戶外運(yùn)動服裝。
猜你喜歡
作文周刊·小學(xué)一年級版(2025年8期)2025-04-08 00:00:00
環(huán)球時(shí)報(bào)(2022-11-03)2022-11-03 05:18:49
少兒科學(xué)周刊·兒童版(2022年10期)2022-06-27 16:36:06
保健與生活(2022年7期)2022-04-08 21:33:36
現(xiàn)代裝飾(2020年11期)2020-11-27 01:47:36
少兒美術(shù)(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
啟蒙(3-7歲)(2019年5期)2019-06-27 07:24:54
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:54
Coco薇(2017年7期)2017-07-21 07:16:04
創(chuàng)新作文(小學(xué)版)(2017年33期)2017-04-04 02:02:20