氧化反應器制造過程的質量控制
2022-03-03 07:33:58張子平祁新飛南京三方化工設備監理有限公司江蘇南京210036
化工管理 2022年4期
張子平,祁新飛(南京三方化工設備監理有限公司,江蘇 南京 210036)
0 引言
精對苯二甲酸,英文名簡稱為PTA,是聚酯生產鏈的重要組成部分,是我國重要的化工原料。PTA可用于生產聚酯、合成纖維和增塑劑等。作為紡織化纖和石油化工兩大行業的重要中間體,PTA起著重要的承上啟下作用[1]。
21世紀以來,隨著下游聚酯滌綸產業的快速發展,我國PTA行業逐步進入快速生長時期,由2005年的640.5萬噸/年,增長到2020年的4 559.5萬噸/年[1]。
在PTA的生產中,對二苯的氧化是生產過程中的核心工序,本文介紹的氧化反應器正是完成此工序的重要核心設備。
1 氧化反應器的制造工序
1.1 氧化反應器的結構及特點
氧化反應器為裙座支撐式反應器,由上橢圓形封頭、筒體、下橢圓形封頭、裙式支座及接管法蘭組焊而成,其結構簡圖如圖1所示。上封頭頂部開孔,裝備攪拌凸緣。設備內裝配攪拌裝置,殼體內壁焊有擋板,殼體外部設有盤管、保溫支撐、吊耳等組件。設備主體材質為SA516 Gr70+ SB265 Gr1鈦-鋼復合板。
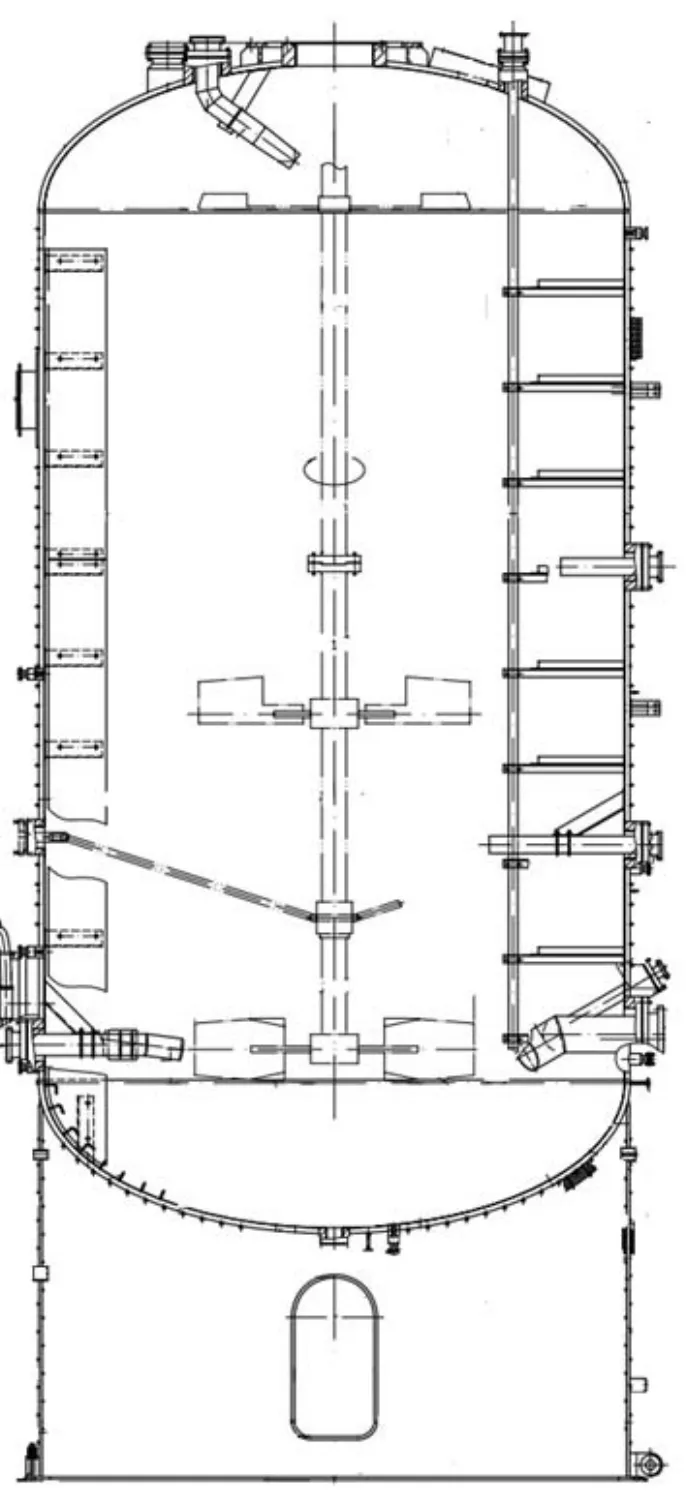
圖1 氧化反應器簡圖
1.2 氧化反應器制造工序簡述
(1)下料及殼體壓制;
(2)封頭及筒體組焊成型;
(3)劃線開孔及接管組焊;
(4)裙座、彎管等附件裝焊;
(5)最終焊后熱處理(PWHT);
(6)無損檢測及耐壓試驗;
(7)內表面酸洗及陽極化處理;
(8)熱氣循環試驗;
(9)油漆包裝。
2 氧化反應器制造重點環節控制
本文作者全過程參與了本臺反應器制造的監造工作,下文中就根據制造過程中發現的問題及需要重點控制的環節,對制造過程中部分施工過程的質量控制進行闡述。
2.1 下料過程控制
為保證殼體制造環節的順利推進,避免出現錯邊量超差、接管覆蓋焊縫及復合板邊緣分層等問題,下料過程一般需重點對以下三個方面進行把控。
2.1.1 工藝準備
由于設備長度長、直徑大、接管多,故在筒體下料前應根據管口方位圖及復合板來料規格,準確布置焊縫。同時,應考慮板材的延展性及焊縫收縮,以筒節中心圓周長為基準,合理設計下料圖。
2.1.2 切割下料
下料時要嚴格控制各筒節下料尺寸(即長、寬、對角線尺寸偏差≤2 mm)。切割下料時,應從鈦復合層一側進行,注意鈦覆層的保護。如采用熱切割下料,還需注意氣割時應為去除熱影響物預留足夠余量。
2.1.3 坡口加工
在焊接坡口的邊緣,鈦復合層應有足夠的剝離長度(一般≥10 mm),剝離后打磨去除坡口邊緣鈦的殘余。坡口加工完成后,坡口邊緣100 mm范圍內應進行100% UT檢測,不得存在未結合區。
2.2 殼體制造過程控制
2.2.1 封頭制造過程控制
此類設備的封頭一般尺寸較大,只能采用分瓣壓制,拼焊成型的方式制造。瓜瓣壓制采用熱壓法,加熱爐采用真空電/氣爐加熱,如成型溫度大于600 ℃,入爐加熱前覆層表面注意涂刷高溫涂料。壓制過程應保證壓頭表面光滑,避免鈦覆材表面機械損傷及鐵離子污染。沖壓后,應逐瓣進行外觀、外型尺寸、厚度及鈦復合層貼合率檢查,合格后方可整體拼焊成型。
2.2.2 筒節制造過程控制
為避免在卷制過程中出現分層,筒體板在卷制前應對端部提前預彎(起拖頭板效果)。卷制時,采用小下壓量、低速壓制、行車配合的方法卷制成型[2]。卷制過程中鈦表面注意貼紙保護,輥子表面保持潔凈。卷制完成后,對筒體周邊100 mm范圍內做100%UT檢測,不得存在未結合區。
2.2.3 總裝過程控制
本文中將氧化反應器的總裝過程劃分為:筒體及封頭組焊成型,劃線開孔及接管組焊,裙座、彎管等附件組焊,最終焊后熱處理(PWHT),無損檢測及耐壓試驗,油漆包裝等六個分工序。由于上述工序的一般鉚接檢查項目的質量控制與其他大部分設備相近,本文將不再贅述。主要針對本臺設備的獨有特點,重點分析以下二個部分的質量控制內容。
(1)同心度控制。攪拌口凸緣與設備殼體的同心,是確保攪拌裝置有效運轉的關鍵。總裝過程同心度的保證可從兩個方面進行控制:一是筒體合攏組焊時的整體直線度,直線度的控制一般可通過控制筒節橢圓度和組對間隙,合理安排接管焊接順序,減小焊接變形方面著手;二是攪拌口凸緣平面度控制,凸緣的平面度控制通常通過機加工上封頭合攏焊縫坡口和凸緣表面熱處理后的二次加工來實現。
(2)焊縫襯鈦。由于鈦與鋼的不可焊性,殼體焊縫內表面的耐蝕層無法通過堆焊獲得,故只能采用貼條或襯筒來滿足耐蝕需要。焊縫貼條結構如圖2和圖3所示。
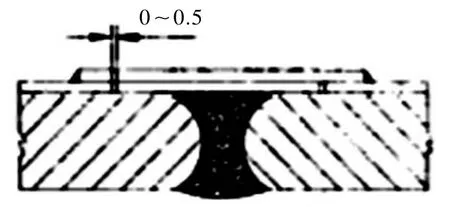
圖2 縱/環焊縫貼條示意圖
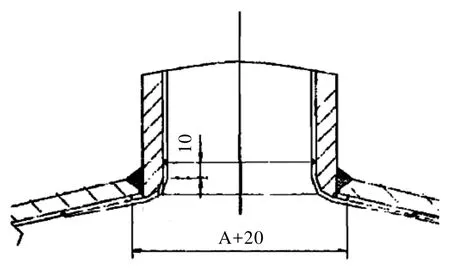
圖3 接管焊縫襯筒示意圖
縱/環焊縫貼條時,要求打磨焊道與基層板平齊,去除表面鐵銹等雜質。焊道表面填入鈦墊條(或銅墊條),墊條邊緣與鈦覆層間間隙應控制在0~0.5 mm之間。墊條兩端與基層鋼板間使用銀釬焊密封,墊條上再覆蓋鈦貼條。貼條與基層間必須貼緊壓實,不得存在空隙,可通過敲擊進行檢查。接管襯筒與貼條要求相同,但襯筒拼縫必需滿足100%RT檢測,Ⅱ級合格。焊縫襯鈦完成后,必須通過基層的檢漏孔進行全面的泄漏試驗檢查,不得存在泄漏點。
2.3 焊接過程控制
鈦熔化于鋼焊縫中會形成FeTi及Fe2Ti等脆性金屬化合物,這些金屬間化合物和低熔點的共晶體將急劇提高材料的強度,而大大降低材料的塑性,直接影響焊接接頭的力學性能[4]。如果鈦表面存在鐵離子污染,鈦會與鐵離子形成微電池,在電化學作用下,使氫原子滲入到鈦層中,導致鈦的氫化而變脆,從而危及設備的使用壽命及安全。為保證氧化反應器的質量,在焊接過程中應重控制點焊接質量。
2.3.1 基層焊接
(1)基層焊接前,坡口及邊緣要徹底清除鈦復層;
(2)手工封底焊應從設備外側進行;
(3)采用碳弧氣刨清根時,必須從設備外側進行,避免對鈦層的污染;
(4)在設備內側進行焊接作業時,鈦層表面應做好隔離防護,避免鐵離子污染。
2.3.2 復層焊接
(1)鈦材的焊接應在經菲奧琳試驗檢測合格的潔凈廠房內進行;
(2)作業人員應穿戴干凈的防護用品,所有防護用品應保存在潔凈廠房內;
(3)施焊前,坡口及兩側至少25 mm范圍內應機械去除氧化膜,并用丙酮或乙醇清洗脫脂;
(4)制作經過工藝試驗評定有效的惰性氣體防護罩,保證焊縫和熱影響區的正面和反面在焊后冷卻過程中,溫度大于400 ℃的部分處于惰性氣體的保護之下;
(5)采用直流正極性,小電流,多層多道焊的焊接方式,嚴格控制焊接線能量和層間溫度;
(6)焊縫及熱影響區可通過焊后顏色變化評判焊縫質量,不符合處應按標準要求處理,具體參考表1規定[3]。
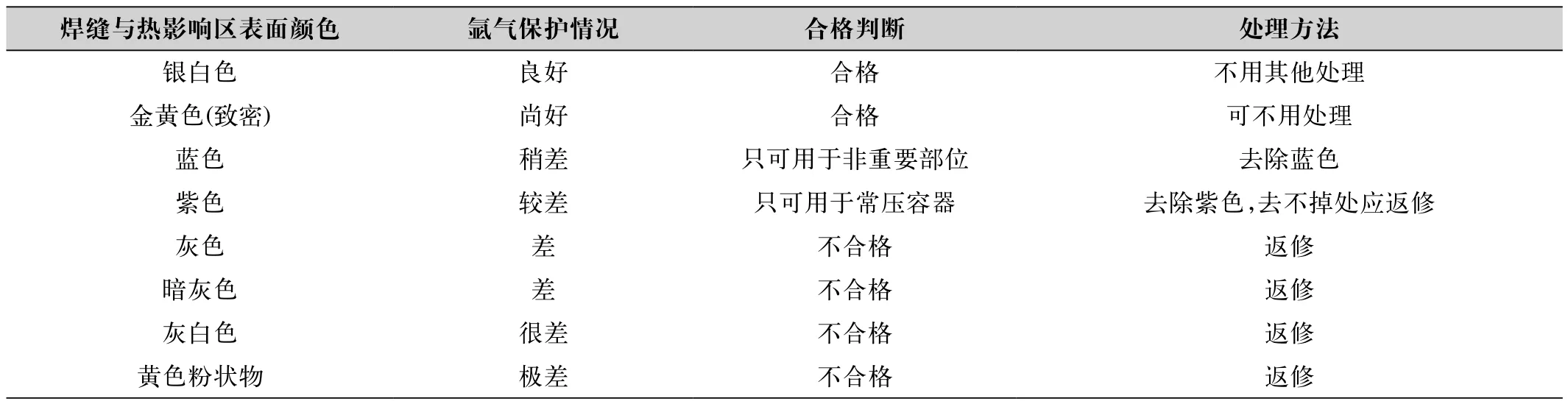
表1 鈦焊縫和熱影響區表面顏色的規定
2.4 陽極化處理過程控制
陽極化處理可有效提高設備使用過程中的耐蝕性,延長設備使用壽命。鈦表面的陽極化是以鈦為陽極,以不銹鋼或其他材料做陰極,在一定的電解質中,通過直流電源作用下進行的電化學加工過程,工作原理如圖4所示[5]。
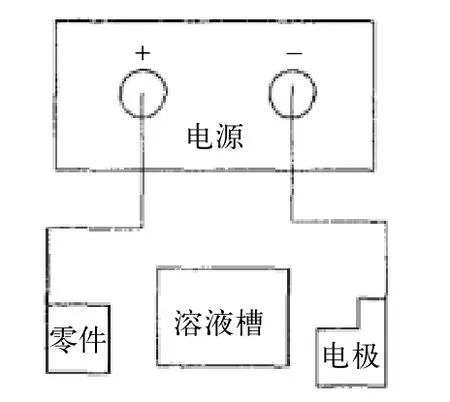
圖4 陽極化處理原理示意圖
在進行表面陽極化處理時,若鈦材表面存在鐵離子,則會導致在電化學反應過程中,鐵離子與鈦作用形成微電池,使鈦氫化而變脆,降低鈦材的工藝性能。故在陽極化處理時應重點控制以下兩點:一是陽極化處理之前,鈦復層鐵離子污染已全部去除,并經藍點試驗檢測合格;二是陽極化處理的環境及作業人員也應滿足2.3.2節(1)和(2)的要求。
2.5 熱氣循環試驗
為檢測設備在使用工況下的可靠性,通常氧化反應器在制造完成后,會根據設計要求在制造廠內進行熱氣循環試驗。熱氣循環試驗時,在常溫下將設備推入加熱爐內,熱電偶布置完成后,按技術規定的升溫速率,逐級提高設備內的溫度。升溫及保溫期間設備控制反應器內壓力始終為0 MPa。在達到試驗溫度且恒溫狀態下,將干燥的壓縮空氣沖入反應器內進行加壓,升壓速率按技術要求執行,直至達到試驗壓力。在恒溫、恒壓狀態下保壓一段時間后,先按規定速率進行恒壓降溫,當溫度降到工藝要求值后,再緩慢泄壓,直至達到常溫常壓。第二次及后續的熱氣循環試驗,按第一次的試驗步驟重復即可,循環次數依據設計和用戶要求執行,本文不再贅述。在進行熱氣循環試驗的檢驗時,需注意以下4方面的質量控制:
(1)熱氣循環試驗前,設備已完成所有制造作業,且耐壓及泄漏試驗已全部合格;
(2)熱氣循環試驗前,鈦復層鐵離子污染已全部去除,并經藍點試驗檢測合格,內表面無油污、油漆等未清除雜質;
(3)熱氣循環試驗時,所采用的熱電偶、壓力表等必須經過校檢合格,且壓力表的量程和精度等級滿足試驗需求;
(4)熱氣循環試驗升壓過程中,溫度應保持不變,若溫度出現波動,應停止升壓,加熱補償,使溫度恒定后再升壓;再次熱氣循環試驗時需待前一次試驗全部完成,并且設備內達到常溫常壓狀態。
3 結語
在PTA裝置里氧化反應器運行過程中,由于內部所進行的氧化反應相對比較復雜,對于反應器的反應條件要求也很苛刻,對氧化反應器的質量要求很高。因此本文通過作者對氧化反應器制造全過程的跟蹤檢驗,根據現場實際制造中發生問題及工藝要求情況,總結對氧化反應器制造過程中需重點控制環節及工藝,對鈦復合板制壓力容器和類似氧化反應器核心設備的制造和監理具有一定的借鑒意義。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24