磨球用鋼連鑄圓坯縱裂問題分析與控制
2022-03-02 02:54:44高曉偉溫國棟李鳳麗
天津冶金 2022年1期
高曉偉,路 珊,溫國棟,李鳳麗
(天津榮程聯合鋼鐵集團有限公司,天津 300352)
0 引言
磨球用鋼主要是用于制造各種耐磨鋼球,國內外市場需求量巨大。傳統的磨球用鋼大多采用碳素鋼或高合金鋼。隨著國內外礦山、建筑、冶金、化工和水泥等行業的發展,耐磨鋼球的需求量越來越大,因其工作環境也越來越惡劣,碳素鋼球的耐磨性已經不能滿足以上行業的使用要求;另一方面,高合金鋼球雖然耐磨性很好,但是由于高合金磨球用鋼大多采用模鑄,生產效率低、成本高,根本不能滿足市場需求。目前典型B2、B3牌號的磨球用鋼是以高碳和Cr-Mn合金系為基礎化學成分,同時加入Al或Ti等細晶元素進行微合金化,該成分鋼質加工性能良好,在具有高的淬透性和淬硬性的同時,又具有高的沖擊韌性,能夠滿足耐磨鋼球惡劣的工作環境。
目前成熟的連鑄+開坯工藝,不僅適用于高效率、低成本和大規模生產磨球用鋼,而且連鑄中間包等離子加熱、結晶器電磁攪拌和凝固末端電磁攪拌以及熱軋大壓縮比等先進技術,又進一步提高了磨球用鋼的內部均勻性和致密度。但磨球用鋼對鑄坯表面質量要求嚴格,否則在下料成型過程中容易發生開裂,影響后續的加工過程。本文通過磨球用鋼鑄坯缺陷部位低倍熱酸蝕、金相顯微鏡和能譜儀的檢測結果,結合連鑄實際生產工藝,對某鋼廠B2磨球鋼連鑄圓坯表面縱裂產生的原因進行了剖析,并提出了控制改進建議。
1 磨球鋼生產工藝質量概述
1.1 生產工藝流程及化學成分
某鋼廠開發B2磨球用鋼主要生產工藝路線為:轉爐→LF精煉→VD真空脫氣→圓坯連鑄→熱軋→緩冷。其化學成分控制如表1所示。
1.2 工藝質量要求
B2磨球用鋼除要求內部潔凈度、致密度、化學成分均勻性以及淬透性、淬硬性等熱處理性能外,表面質量的優劣也直接影響著其加工性能。如果表面存在裂紋、結疤、折疊或劃傷等缺陷,磨球用鋼在下料成型過程中即發生開裂,影響后續的加工過程。
1.3 生產中存在的問題
該企業連鑄機為6機6流全弧形圓坯連鑄機,弧度半徑12m,結晶器長度850mm,冶金長度24m,正常拉速0.3~2.0m/min,可以生產直徑Φ150mm~Φ450mm的圓坯。為保證大壓縮比,B2磨球用鋼以直徑Φ450mm的圓坯為原料熱軋進行生產,成品規格Φ50mm~Φ90mm。在連鑄生產過程中,發現圓坯表面存在不同程度的縱裂,嚴重縱裂位置伴隨明顯凹陷。
為避免連鑄圓坯縱裂進一步影響熱軋圓鋼的表面質量,針對圓坯縱裂部位進行了低倍熱酸蝕、顯微組織檢驗和能譜儀分析,同時追溯連鑄工藝,綜合探討了縱裂問題的產生原因。
2 檢驗結果分析
2.1 低倍熱酸蝕檢驗
觀察圓坯縱裂部位低倍組織形貌發現,裂紋深度約20mm,并且裂紋兩側激冷層厚度不均勻,如圖1所示。由圖1可以看出,激冷層從左向右厚度由約23mm減小到14mm左右;對比裂紋兩側激冷層界限,左側清晰,右側模糊。圓坯正常位置激冷層界限清晰,厚度約15mm,如圖2所示。
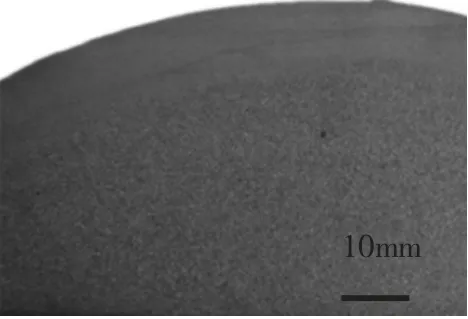
圖2 正常激冷層形貌
2.2 顯微組織檢驗
通過對鑄坯裂紋處取樣并觀察裂紋處顯微組織發現,裂紋處組織形貌分為有明顯區別的三部分。第一部分裂紋兩側伴隨嚴重氧化脫碳現象;第二部分裂紋兩側存在局部增碳現象,顯微組織為共晶碳化物和滲碳體魏氏組織;第三部分裂紋為正常鑄態珠光體組織。裂紋顯微組織形貌如圖3所示。

圖3 裂紋顯微組織形貌
2.3 能譜儀分析
對裂紋增碳位置進行能譜分析,結果顯示增碳位置存在Na、Ca、Si的氧化物(如圖4所示),內部殘留有Na2O等保護渣成分。究其原因主要是保護渣傳熱不良,導致坯殼溫降較慢,影響了坯殼的生長,在各種應力的作用下坯殼在結晶器內產生裂紋[1]。在澆注條件下,原始裂紋兩側發生高溫氧化和嚴重脫碳;同時保護渣流入裂紋內部,其中的碳元素在高溫下發生微區溶解擴散,在裂紋根部形成局部增碳,冷卻后以共晶碳化物和滲碳體的形式析出。

圖4 能譜儀分析
3 連鑄工藝追溯
3.1 連鑄工藝主要參數
B2磨球用鋼Φ450mm圓坯主要連鑄工藝參數如表2所示。搭配使用的保護渣理化指標中,堿度(CaO/SiO2)為0.6±0.10,熔化溫度為1080±50℃,粘度(1300℃)為1.0±0.2Pa·s,采用低拉速、低過熱度的澆注工藝。

表2 連鑄工藝參數
3.2 鑄坯裂紋影響因素分析
追溯實際生產過程中的連鑄工藝參數,從連鑄拉速、過熱度、二冷水以及保護渣等方面對鑄坯裂紋的影響進行了分析。
3.2.1 連鑄拉速、過熱度的影響
在相同澆次、使用相同保護渣等條件下生產的圓坯,出現縱裂的圓坯拉速較慢,平均拉速在0.30~0.32m/min,低于工藝規定的拉速;同時,澆注過熱度波動較大,范圍在15~35℃,而工藝規定過熱度要求15~25℃。
在拉速較慢的情況下,結晶器冷卻時間較長,初生坯殼相對較厚,保證了出結晶器時的厚度和強度。但由于過熱度波動較大,在相同冷卻條件下,引起結晶器內局部保護渣的熔化狀態、初生坯殼的凝固收縮等隨之產生不均勻變化。當結晶器內鋼水過熱度過高時:一方面,鋼水凝固速度慢,使結晶器內坯殼變薄,出結晶器后因為鋼水靜壓力的存在,坯殼強度不夠,易出現裂紋,甚至發生漏鋼;另一方面,結晶器內凝固坯殼溫度梯度大,導致坯殼承受較大的熱應力,容易出現裂紋。當結晶器內鋼水過熱度過低時,鋼水本身流動性變差,且保護渣化渣不良,液渣層較薄,也會增加裂紋傾向[2]。
3.2.2 二冷水參數異常的影響
澆注前期,二冷水分配比為25/48/27,澆注后期實際二冷水分配比調整為22/43/35,各段水量分配明顯改變。圓坯出結晶器時,內外溫度梯度大,并且由于坯殼薄,熱阻小,所以散熱快,應相對加大水量以增加坯殼的厚度;隨著坯殼的不斷冷卻,其厚度增加,熱阻增大,圓坯表面散熱減少,應相對減小水量以降低冷卻應力。
圓坯初生坯殼在結晶器內無固定支撐,圓坯凝固殼過早而不規則脫離結晶器,產生氣隙,流場和溫度場的不穩定變化極容易引起凝固坯殼厚薄不一,因此圓坯對冷卻均勻性的要求更高[3];另外,圓坯初生坯殼凝固向內收縮和鋼水靜壓力向外的綜合作用,導致初生坯殼受到的張應力更大。同時由于初生坯殼厚度有限,在出結晶器后,不均勻的初生坯殼,再受到二冷區不均勻冷卻效果影響,圓坯局部表面反復回溫,鋼水靜壓力、熱應力、機械應力等多重應力集中在坯殼薄弱處,即產生凹陷,甚至縱裂。
3.2.3 保護渣理化性能的影響
保護渣消耗量0.52kg/t,液渣層厚度9~11mm,總渣層厚度46mm,在圓坯縱裂處發現了殘留的保護渣。B2磨球用鋼鋼水流動性較好,在靜壓力作用下,初生坯殼與結晶器壁接觸較緊密,并且高溫塑性較低,坯殼在結晶器內受到較大的摩擦阻力時,容易形成縱裂。在低拉速下,雖然保證了初生坯殼的安全厚度,但是液渣層較厚,其在結晶器壁側凝固較快、固相較多,粘附于坯殼表面,同樣影響冷卻均勻性。
堿度代表著保護渣的潤滑性能,堿度較低,其析晶溫度較低,有利于潤滑性能;熔化溫度低,意味著保護渣渣膜潤滑好同時傳熱快,也容易引起初生坯殼的不均勻冷卻;粘度越大,保護渣渣膜越薄且不均勻、消耗量越小,造成潤滑、傳熱不良,可導致坯殼產生縱裂紋[4]。堿度、熔化溫度、粘度等理化指標綜合影響著保護渣的傳熱和潤滑性能。由于現場實際生產條件的各種影響,拉速、過熱度以及冷卻等工藝出現波動,即引起保護渣的異常冶金反應,導致其傳熱和潤滑效果不穩定,說明搭配使用的保護渣未考慮實際生產條件的整體影響,關鍵理化指標需要進行調整。
4 工藝改進措施
綜上所述,真對該鋼廠磨球鋼連鑄圓坯表面縱裂問題提出了如下控制改進措施:
(1)加強煉鋼鈣處理、真空處理與軟吹處理以及連鑄全保護澆注工作,防止鋼水二次氧化,提高鋼水純凈度,避免連鑄出現絮水口、挑渣圈等影響澆注穩定性的問題。
(2)連鑄要穩定拉速和過熱度,并將拉速和過熱度嚴格控制在工藝規定范圍內,同時徹底清理二冷區噴嘴,保證二冷區均勻冷卻。
(3)考慮實際生產條件,適當提高保護渣的堿度和熔化溫度,降低粘度,調整后的保護渣堿度(CaO/SiO2)為0.75±0.10,熔化溫度為1120±50℃,粘度(1300℃)為0.85±0.2Pa·s,從而提高了析晶溫度,減緩了傳熱,減少異常工藝條件下局部冷卻不均導致的B2磨球用鋼連鑄圓坯縱裂的產生。
5 結語
本文根據某鋼廠B2磨球用鋼圓坯縱裂缺陷部位低倍組織、顯微組織和能譜的檢測結果,結合該廠B2磨球用鋼連鑄工藝參數,對影響鑄坯縱裂問題的因素進行了研究。結果表明,B2磨球用鋼連鑄圓坯由于拉速、過熱度異常波動,結晶器壁和坯殼間氣隙中渣膜的傳熱和潤滑作用不穩定,導致不均勻的初生坯殼于結晶器內產生縱裂;另外鑄坯出結晶器后,因二冷區的二次冷卻不均勻,多重應力集中,加重了縱裂擴展傾向;保護渣的理化性能指標與B2磨球用鋼連鑄工藝要求的不匹配,造成了結晶器內異常條件下的坯殼局部不均勻冷卻,這也是導致初生坯殼于結晶器內產生縱裂的重要原因。
上述結論為連鑄拉速、過熱度、二冷水以及保護渣等單一變量對B2磨球用鋼連鑄圓坯縱裂影響的分析,但實際情況是圓坯縱裂是受上述多重非穩態因素的共同影響所致。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02