汽油機鋁合金缸孔等離子噴涂摩擦學性能研究
2022-03-02 10:05:36戴基卉
汽車與新動力 2022年1期
關鍵詞:發動機
戴基卉 姜 鈺 尹 琪
(上海汽車集團股份有限公司乘用車公司, 上海 201804)
0 前言
隨著國家對汽車尾氣排放要求日益嚴苛,各發動機生產企業已經開始將輕量化技術和減摩擦技術應用于傳統發動機上,以達到降低發動機排放,提高燃油經濟性的目標[1]。
目前,主流汽油機缸體內孔一般采用鋁合金基體鑲嵌鑄鐵缸套。該方法成本較低,但其缺點是缸體散熱不良,易變形,且耐腐蝕性較差[2]。近年來,國內外企業開始在發動機鋁合金缸體內孔表面采用熱噴涂方法,制備1層厚度約為150 μm的鐵基涂層,改進傳統的鑄鐵缸套制造工藝。該方法有效降低了缸體質量,以及發動機摩擦損失,同時也有效降低了燃油消耗及機油消耗,提高了缸孔的耐久性[3]。
大氣等離子噴涂(APS)是一種以等離子弧為熱源,以噴涂材料為粉末的熱噴涂方法[4]。圖1示出了APS方法的原理示意圖。APS方法的原理是噴槍噴嘴(陽極)與電極(陰極)相互作用產生電弧,加熱工作氣體發生電離,從而產生等離子弧。此時,受熱的工作氣體急劇熱膨脹,通過噴嘴形成高速等離子射流噴出,成為送粉氣體。等離子射流的速度約為1 000~2 000 m/s,在出口形成的溫度高達15 000~20 000 ℃。送粉氣體通過噴嘴將粉末送入等離子射流中。金屬粉末被加熱到熔融或半熔融狀態,并被等離子射流加速,噴射到經過預處理的基體表面形成涂層[5]。
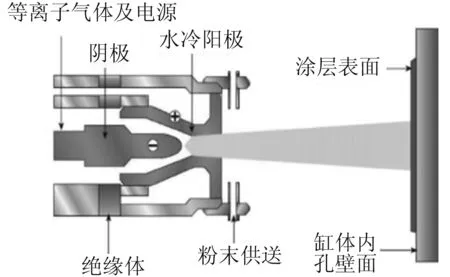
圖1 APS方法原理示意圖
本文通過制備APS缸孔,將缸孔部位進行切片,進行了涂層的機械性能測試及摩擦磨損試驗,分析了缸孔APS涂層對汽油機燃油經濟性和耐久性的影響。
1 APS缸孔涂層的制備
以上汽集團某汽油機缸體為研究對象。在該款汽油機缸體的鑄造過程中,去除鑄鐵缸套,并以鋁合金填充。采用歐瑞康美科(Oerlikon Metco)公司SUMEBore孔內旋轉等離子噴涂工藝,對缸孔涂層進行制備。APS缸孔加工工藝流程為:預機加工—缸孔機械粗化—清洗—等離子噴涂—粗珩—鏡面級珩磨。選擇的噴涂材料為Oerlikon Metco公司的XPT 512粉末[6],其成分見表1。從粉末的配方來看,該粉末為鐵基合金粉末,成本相對較低,產生的涂層具有較好的加工性,適合大規模量產。
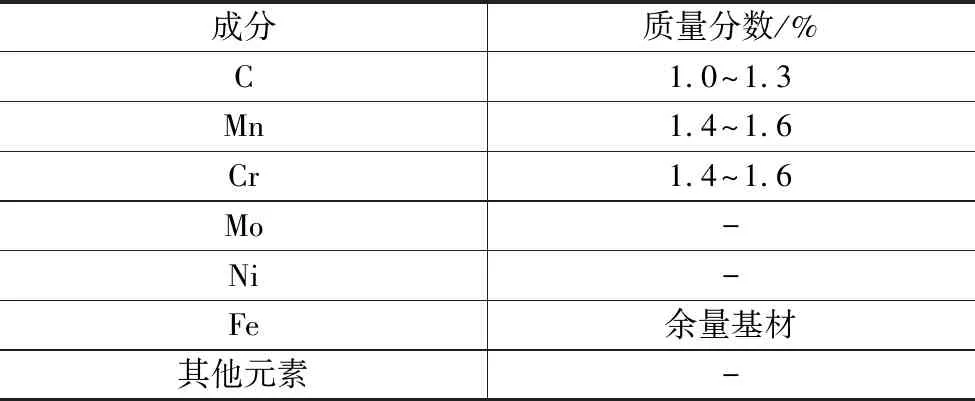
表1 Oerlikon Metco公司的XPT 512粉末化學成分表
2 缸孔APS涂層的性能測試
2.1 涂層的微觀形貌
將帶有APS涂層的缸孔部分進行切片,并采用掃描電子顯微鏡(SEM)掃描電鏡在背散射信號下逐級放大觀察涂層截面形貌(圖2)。由圖2可見,涂層中分布有黑色的孔隙、灰色的氧化物,以及未熔的粉末顆粒。
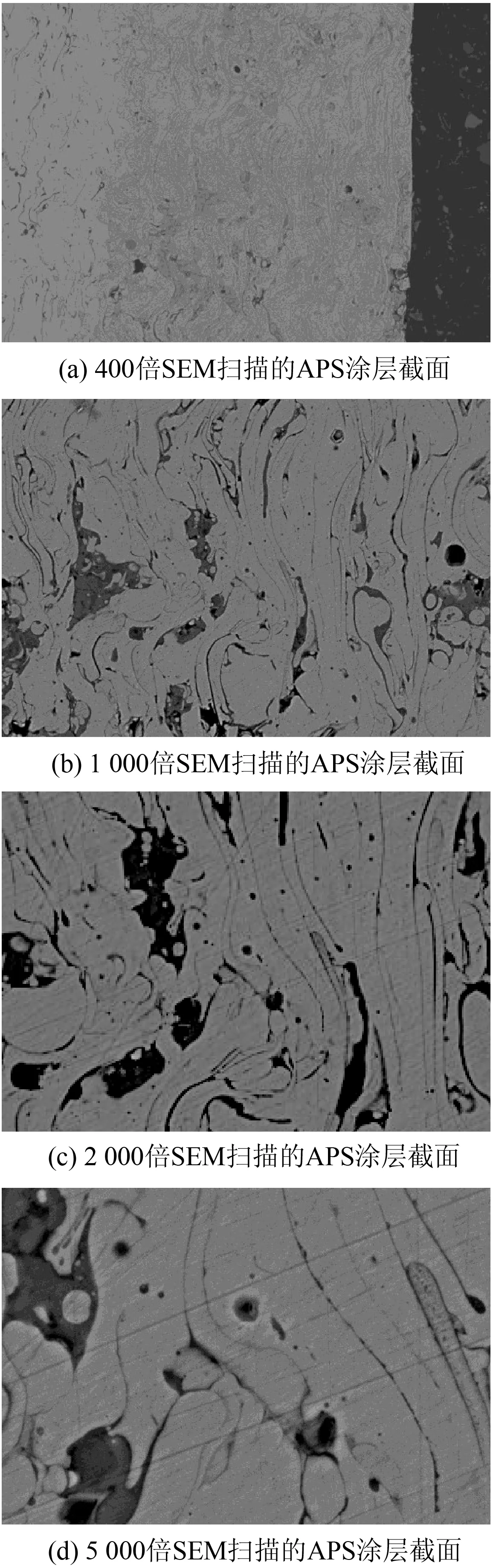
圖2 SEM掃描的APS涂層截面組織形貌
在噴涂過程中,由于焰流溫度很高,粉末顆粒在飛行時會發生氧化,生成氧化物。涂層中的氧化物含量及其狀態極大地影響了涂層的性能。氧化物在涂層中起到強化作用,可以提高涂層的耐磨性。
2.2 孔隙率及氧化物含量
經過測試,測得涂層的孔隙率為2%~4%,氧化物含量為10%左右(圖3)。
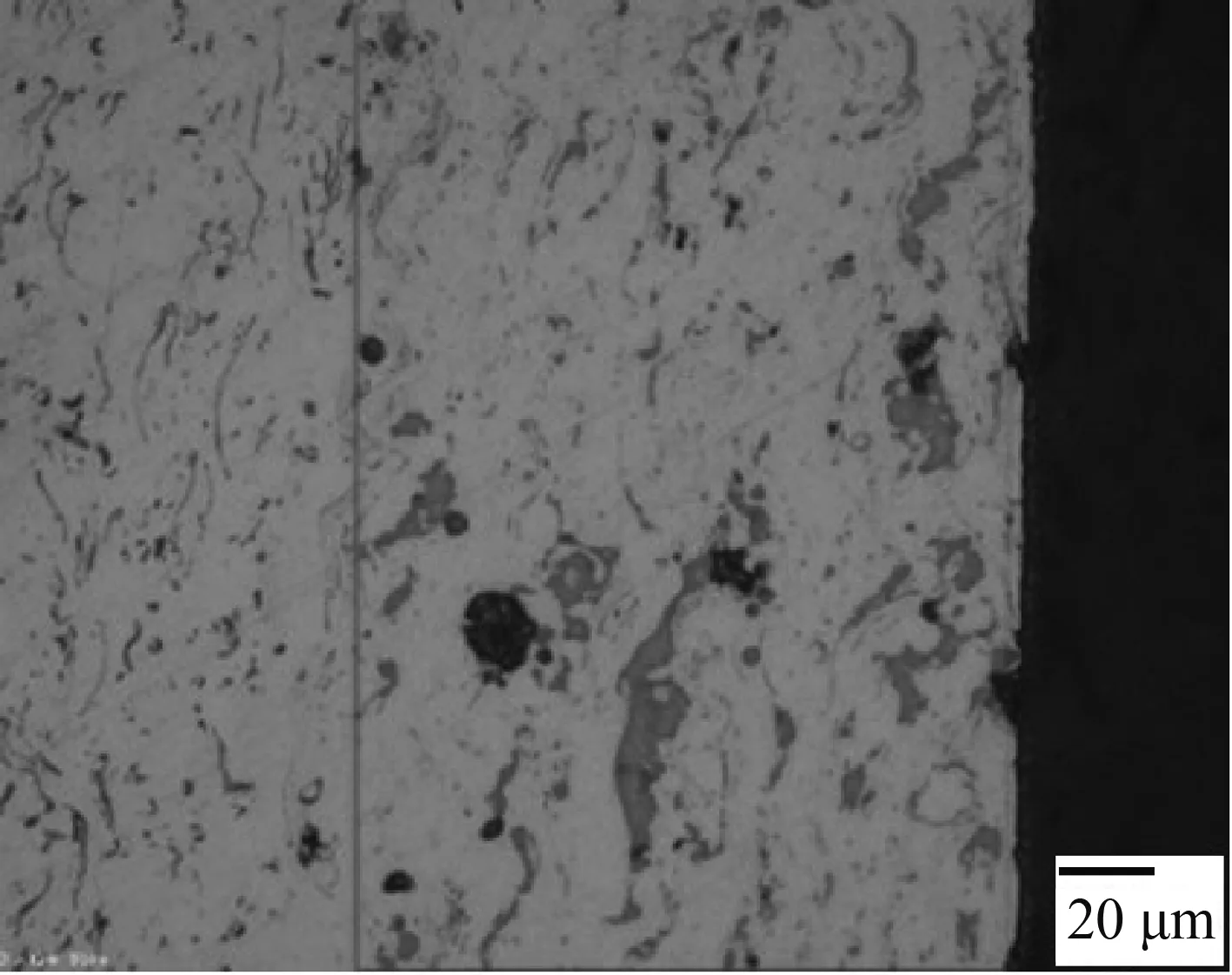
圖3 SEM掃描APS涂層截面
通常采用珩磨的制造工藝對發動機缸體內孔進行加工。發動機在運行過程中,活塞組件往復運動,缸孔內壁會產生交叉的網紋結構,發動機依靠該網紋結構來儲油和布油。缸孔內壁珩磨網紋結構的過程復雜耗時,且網紋參數的設計與發動機的摩擦性能強相關。因此,如果設計不當,會產生相反效果。等離子噴涂制備涂層為多孔結構,具有2%~4%的孔隙,孔隙可儲存潤滑油。此外,涂層的多孔結構可使整個涂層實現均勻分布。涂層不會隨著磨損而消失,可使發動機在整個生命周期中保持良好的潤滑狀態。
2.3 顯微硬度
在同一試樣的涂層橫截面方向上選擇5個不同的點位進行硬度測試(圖4)。采用維氏硬度機,分別在這5個點位上加載了5 N的載荷力,得到涂層的維氏硬度(HV0.5)表現(表2)。經測試,該APS涂層的維氏硬度(HV0.5)平均值為335。與表面硬度在220 HB(布氏硬度)左右的鑄鐵缸套相比,APS涂層的缸套硬度較高,可以提高缸體的耐磨性和耐久性。
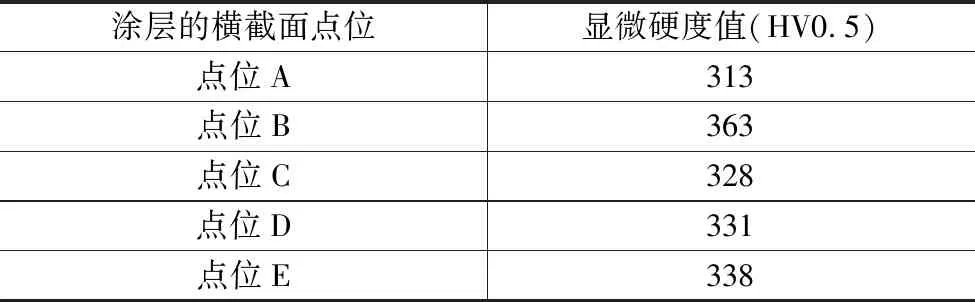
表2 APS涂層的顯微硬度(維氏硬度)測試結果
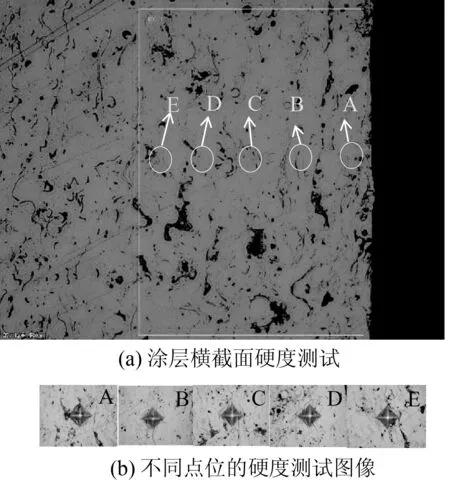
圖4 APS涂層的維氏硬度(HV0.5)測試
2.4 表面粗糙度
在缸孔噴涂后,對缸孔內壁進行了珩磨。珩磨采用粗珩加鏡面級珩磨工藝。由于缸體內孔壁面光滑度接近鏡面級別,其粗糙度非常低。采用德國Mahr公司的粗糙度儀進行了檢測,其珩磨參數見表3。
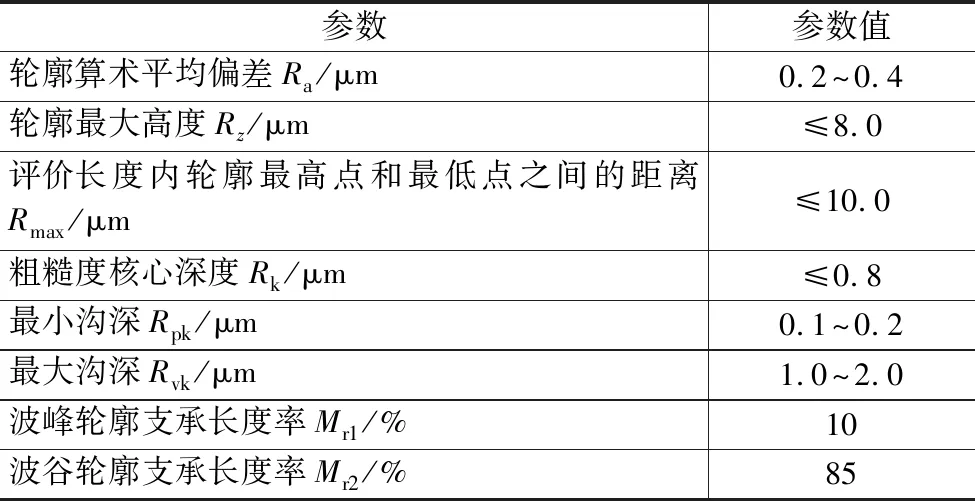
表3 APS缸孔珩磨參數
測試結果顯示,經過鏡面級珩磨后,APS缸孔表面粗糙度明顯降低,接近于鏡面級別。活塞環與缸套的摩擦系數處于較低水平。
3 APS缸孔切片-活塞環切片摩擦副的摩擦學性能試驗
本研究采用測定摩擦磨損性能的試驗機(SRV試驗機)模擬活塞環-缸套往復運動,進行摩擦磨損試驗。將活塞環和缸套剖切成片,并將鑄鐵缸套切片、APS涂層缸套切片分別與活塞環切片組成摩擦副,進行摩擦性能試驗。
3.1 干摩擦階梯加載試驗
設定試驗條件為:干摩擦,載荷起始為50 N,加載頻次為20 N/min,試驗溫度為150 ℃, 頻率為30 Hz,行程為3 mm。當摩擦系數顯著升高時,試驗停止。圖5示出了APS缸孔切片-物理氣相沉積(PVD)活塞環切片及鑄鐵缸套切片-PVD活塞環切片在干摩擦階梯加載試驗中的摩擦系數曲線。
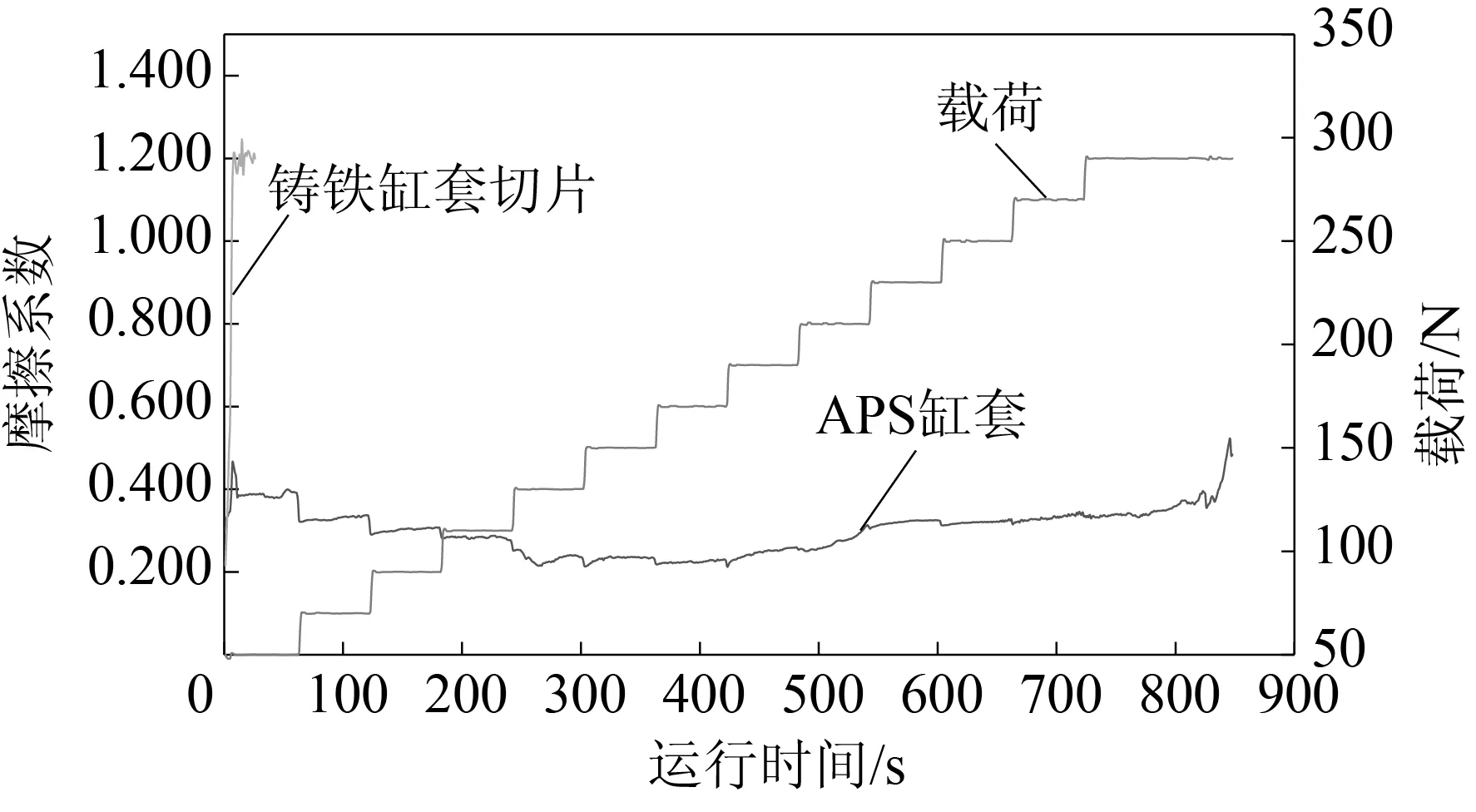
圖5 干摩擦階梯加載試驗摩擦系數曲線
在干摩擦條件下,鑄鐵缸套切片-PVD活塞環切片摩擦副在加載初始載荷后,經過6 s的運行時間,摩擦系數會急劇上升至1.200以上,停止試驗。而APS缸孔切片-PVD活塞環切片摩擦副在加載初始載荷后,初始摩擦系數為0.300。隨著載荷增加,其摩擦系數不斷降低。當APS缸孔切片-PVD活塞環切片摩擦副載荷加載至170 N,并運行6 min后,其摩擦系數降至最低,為0.220。繼續增加載荷,其摩擦系數會持續緩慢增加。當載荷加載至290 N,并運行13 min后,其摩擦系數升高至0.500。此時,停止試驗。
采用輪廓儀對試驗后的樣件磨損情況進行了檢測(圖6)。APS缸孔切片-PVD活塞環切片階梯加載試驗在運行13 min,載荷加載至290 N時,涂層幾乎無磨損,而鑄鐵缸套切片-PVD活塞環切片加載試驗運行6 s,載荷加載至50 N時,涂層磨損深度約為6.2 μm。
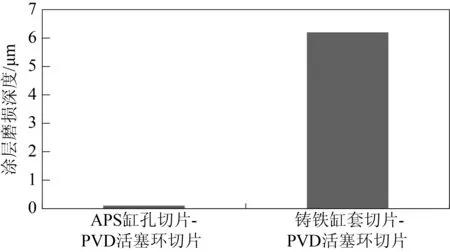
圖6 干摩擦階梯加載試驗磨損量分析
干摩擦階梯加載試驗表明,APS缸孔切片-PVD活塞環切片摩擦副的摩擦系數較低,APS缸孔切片耐磨性優異,抗拉缸性優異。這是因為APS缸孔的涂層硬度高,且涂層內含有氧化物、碳化物等增強相,提高了涂層的耐磨性。
3.2 在潤滑條件下的往復摩擦試驗
設定潤滑條件下的往復摩擦試驗條件:采用相同牌號、相同劑量潤滑油(0W-20),溫度175 ℃,載荷為100 N,摩擦頻率為300 Hz。圖7示出了APS缸孔切片-PVD活塞環切片及鑄鐵缸套切片-PVD活塞環在潤滑條件下進行往復摩擦試驗的摩擦系數曲線圖。在相同條件下,APS缸孔切片-PVD活塞環切片經過磨合后,摩擦系數穩定在較低水平,比鑄鐵缸套切片-PVD活塞環切片摩擦副的摩擦系數低。試驗也表明,APS缸孔切片-PVD活塞環切片在磨合期間的摩擦系數較高,且需要較長的磨合時間才具有較低的摩擦系數。這是因為APS涂層較硬,活塞環外圓面的PVD硬度也比較高,二者之間需要較長時間的磨合。APS缸孔切片-PVD活塞環切片經過磨合后,涂層表面粗糙度接近鏡面級別,涂層內部和表面的孔隙儲存有潤滑油。在活塞往復運動過程中,APS涂層會產生流體動壓效果,進一步降低摩擦,具備優異的摩擦學表現。
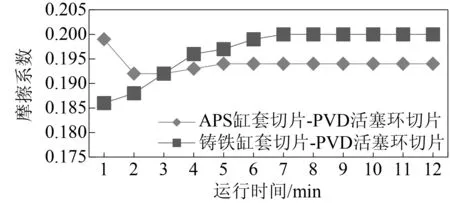
圖7 潤滑條件下的往復摩擦試驗
4 結論
在汽油機鋁合金缸體內壁,采用APS方法制備涂層缸套,替代傳統鑄鐵缸套,顯著改善了發動機的摩擦學性能。APS涂層通常采用鐵基合金配方。該涂層硬度較高,耐磨性好,抗拉缸性能好。APS涂層采用鏡面級珩磨制造工藝,使表面粗糙度較低,可降低摩擦副的摩擦系數。此外,涂層內含有一定孔隙率,能起到儲油潤滑的作用。在運動過程中,APS涂層增加了流體動壓效果,進一步改善了摩擦學性能[7]。汽油機缸體應用APS噴涂技術,具有以下優點。
(1)可減小缸套質量,實現發動機的輕量化目標。
(2)涂層導熱性更好,能使缸體承受更高的極限溫度,使發動機的功率運行區間更為寬廣。
(3)涂層厚度較薄,與鑄鐵缸套相比,APS涂層可以降低缸體鼻梁區厚度,使發動機結構更為緊湊。
(4)與傳統鑄鐵缸套相比,APS涂層硬度高,更耐磨,抗拉缸性能更優,可提高發動機耐久性。
(5)具有APS涂層的發動機的抗拉缸性能優異,尤其適合發動機頻繁起停的工況。
(6)涂層表面粗糙度低,接近鏡面級別,空隙率能達到4%左右,可降低發動機摩擦損失,降低燃油耗。
目前,由于設備成本高等原因,國內主機廠還未大規模應用APS涂層工藝。隨著該工藝的日益成熟和成本的降低,該項技術將在發動機,尤其在混合動力汽車發動機上得到更為廣泛的應用。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15